Techniques et limites pour les composants typiques en tôle
Comment des techniques précises et des limites minutieuses peuvent-elles transformer la tôle en composants essentiels ? Dans cet article, vous explorerez diverses méthodes telles que le planage, le pliage de pièces en U à 180° et l'ourlet à triple pliage, qui sont essentielles pour façonner la tôle. Découvrez comment calculer les dimensions minimales et éviter les pièges les plus courants, afin de garantir des résultats de haute qualité. À la fin, vous comprendrez les facteurs critiques qui influencent l'efficacité et la précision de ces techniques de travail des métaux.
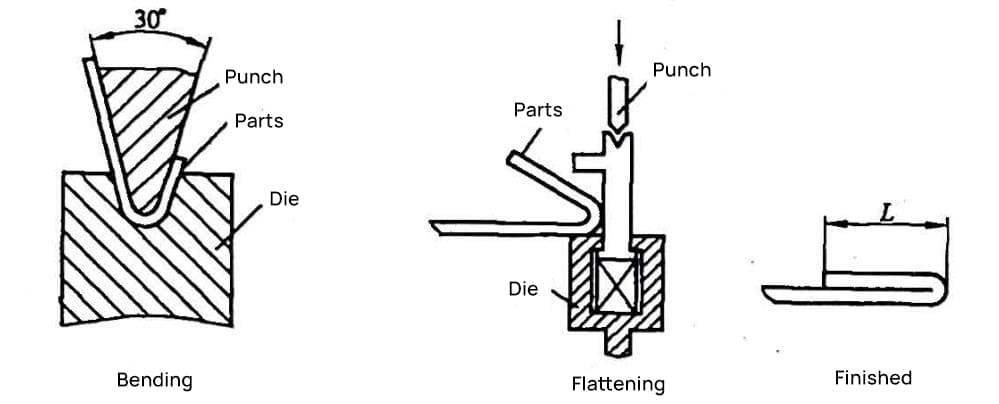
La méthode d'aplatissement (également appelée ourlet) est illustrée à la figure 2-20. Dans un premier temps, le bord de la tôle est plié à 30° à l'aide d'une matrice de pliage à 30°. Le bord plié est ensuite aplati. L'aplatissement peut être effectué sur un machine de presseune machine hydraulique, ou une machine à plier.
Figure 2-20 Aplatissement à l'aide d'une cintreuse
La taille minimale de la largeur d'aplatissement Lmin pour la cintreuse peut être calculée en utilisant l'équation (2-3) plus 0,5t (t étant l'épaisseur du matériau), comme indiqué dans l'équation (2-7) :
Lmin = (Bvmin - x) / 2 + f + 1,5t (2-7)
L'acier inoxydable est l'un des matériaux les plus courants pour l'aplatissement, tôle galvaniséeet les plaques de zinc en aluminium. Les pièces nécessitant une galvanisation ne doivent pas être utilisées, car les zones aplaties peuvent entraîner une rétention d'acide, ce qui rend le traitement difficile.
2. Cintrage de pièces en U à 180
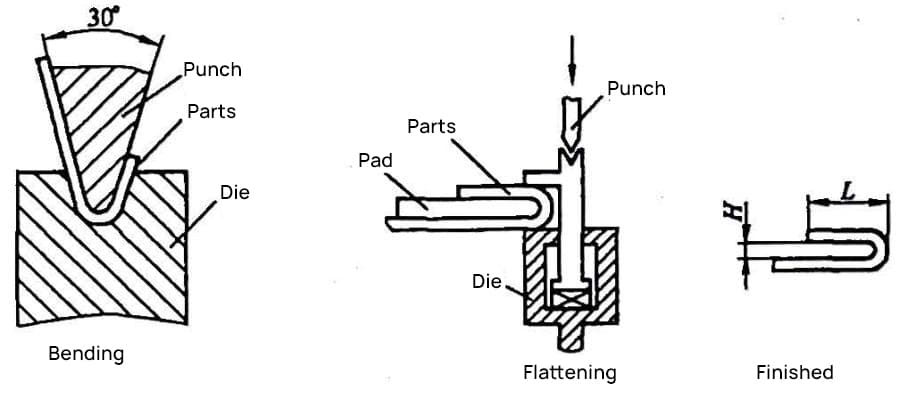
Le processus de pliage d'une pièce en U à 180° est illustré à la figure 2-21. Pliez d'abord la tôle à 30° avec un outil de pliage à 30°, puis aplatissez le bord plié et retirez l'entretoise après l'aplatissement.
L'épaisseur H de l'entretoise doit être choisie parmi les tailles de feuilles courantes (telles que 0,5 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm), et il n'est pas conseillé de choisir une épaisseur de feuille trop importante. Lorsque l'ouverture de la pièce en U à 180° est grande, un moule spécial doit être utilisé pour le cintrage.
La taille minimale de l'arête de flexion Lmin de la largeur de pliage peut être calculée à l'aide de l'équation (2-3) plus H. L'équation est la suivante :
Lmin = (Bvmin - x) / 2 + f + H (2-8)
Figure 2-21 Pliage d'une pièce à 180°U
3. Triple pliage-emboîtement
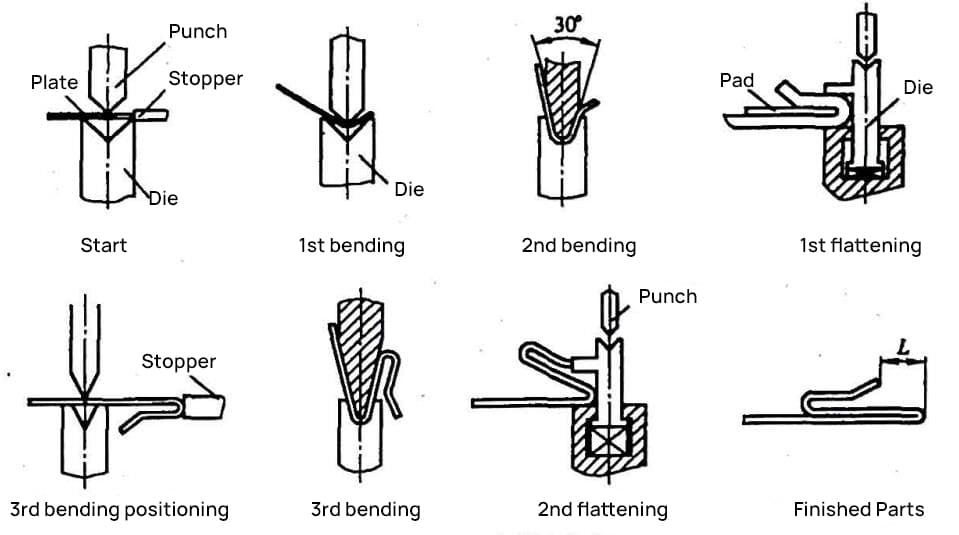
L'ourlet à triple pliage est illustré à la figure 2-22. Le pliage doit d'abord être effectué sur le plus petit côté indiqué sur la figure, puis la pièce en U est formée à l'aide de la méthode de pliage en U à 180° mentionnée précédemment, et enfin, la pièce de l'ourlet à triple pliage est formée à l'aide de la méthode d'aplatissement.
Figure 2-22 Bordure morte à triple pliage
Lors de la conception et de la préparation de la technologie de traitement des pièces nécessitant une arête morte à triple pliage, il convient de prêter attention aux dimensions structurelles de toutes les pièces.
Les dimensions structurelles doivent être conformes aux dimensions minimales de flexion requises pour chaque étape et à la dimension minimale de largeur Lmin de l'arête comprimée aplatie finale, évitant ainsi un post-traitement inutile ou la fabrication de montages spéciaux.
La valeur recommandée de la dimension minimale de la largeur Lmin de l'arête comprimée aplatie est indiquée dans le tableau 2-5.
Tableau 2-5 Dimension minimale de la largeur du bord comprimé aplati final pour l'ourlet à triple pliage (unité : mm)
Matériau Épaisseur t
0.5
0.6
0.8
1.0
1.2
1.5
2.0
2.5
Dimension minimale des bords comprimés Lmin
4.0
4.0
4.0
4.0
4.5
4.5
5.0
5.0
Remarque :
Les données figurant dans le tableau sont basées sur l'expérience et ne sont données qu'à titre indicatif.
Même si la structure le permet, il n'est pas conseillé d'utiliser la taille minimale des bords comprimés.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les structures métalliques massives des locomotives obtenaient leurs courbes précises ? Dans cet article, nous vous dévoilons les secrets de la création de grands rayons de courbure dans les pièces de tôlerie....
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Vous êtes-vous déjà demandé comment une presse plieuse façonne le métal avec une telle précision ? Cet article dévoile les parties et les fonctions fascinantes d'une presse plieuse, vous montrant son rôle essentiel...
Vous êtes-vous déjà demandé ce qui rend les matrices de presse plieuse si fascinantes ? Dans cet article de blog captivant, nous allons nous plonger dans le monde complexe de ces outils essentiels qui façonnent le métal...
Vous êtes-vous déjà demandé comment une feuille de métal plate était transformée en une forme complexe ? Les presses plieuses sont les héros méconnus du monde de la fabrication. Elles plient et façonnent le métal...
Vous êtes-vous déjà demandé comment fonctionne le système hydraulique d'une presse plieuse ? Dans cet article, nous allons nous plonger dans les subtilités de ce composant essentiel. Notre ingénieur mécanicien expert vous guidera...
Avez-vous déjà réfléchi aux forces en jeu lors du cintrage d'un tuyau ? Dans cet article, nous allons explorer le monde fascinant de la mécanique du cintrage des tuyaux. Notre ingénieur mécanicien expert...
Comment la taille de l'ouverture du moule inférieur affecte-t-elle les dimensions finales des pièces métalliques lors du cintrage pneumatique ? Cette question est cruciale pour garantir la précision de la fabrication des métaux. Les...
Comment garantir la précision et la sécurité lors de l'utilisation d'une presse plieuse ? Cet article propose 22 conseils essentiels pour optimiser les performances de la presse plieuse, couvrant des sujets tels que la sélection des matrices, l'installation des moules,...
Faites passer votre entreprise à la vitesse supérieure