1. Introduction
À l'heure actuelle, l'économie mondiale est en plein marasme et l'industrie manufacturière a été gravement touchée.
En tant qu'élément de l'industrie manufacturière, l'industrie de la tôle est confrontée à une concurrence intense sur le marché dans le climat économique actuel.
La qualité est essentielle pour que les entreprises manufacturières puissent prospérer dans cette concurrence intense.
Dans de nombreuses fabrication de tôles le pliage est une étape cruciale qui a un impact considérable sur la qualité du produit final.
Par conséquent, le contrôle de la précision et de la stabilité du cintrage est d'une grande importance pour l'amélioration de la qualité de la production. tôle pièces.
2. Formes de défaillance des pièces
Au cours du processus de production, les problèmes suivants peuvent se poser :
Lorsqu'une nouvelle matrice est utilisée pour plier des pièces en tôle sur le presse plieuseLes pièces sont initialement conformes aux spécifications décrites dans le dessin.
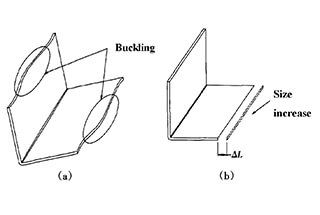
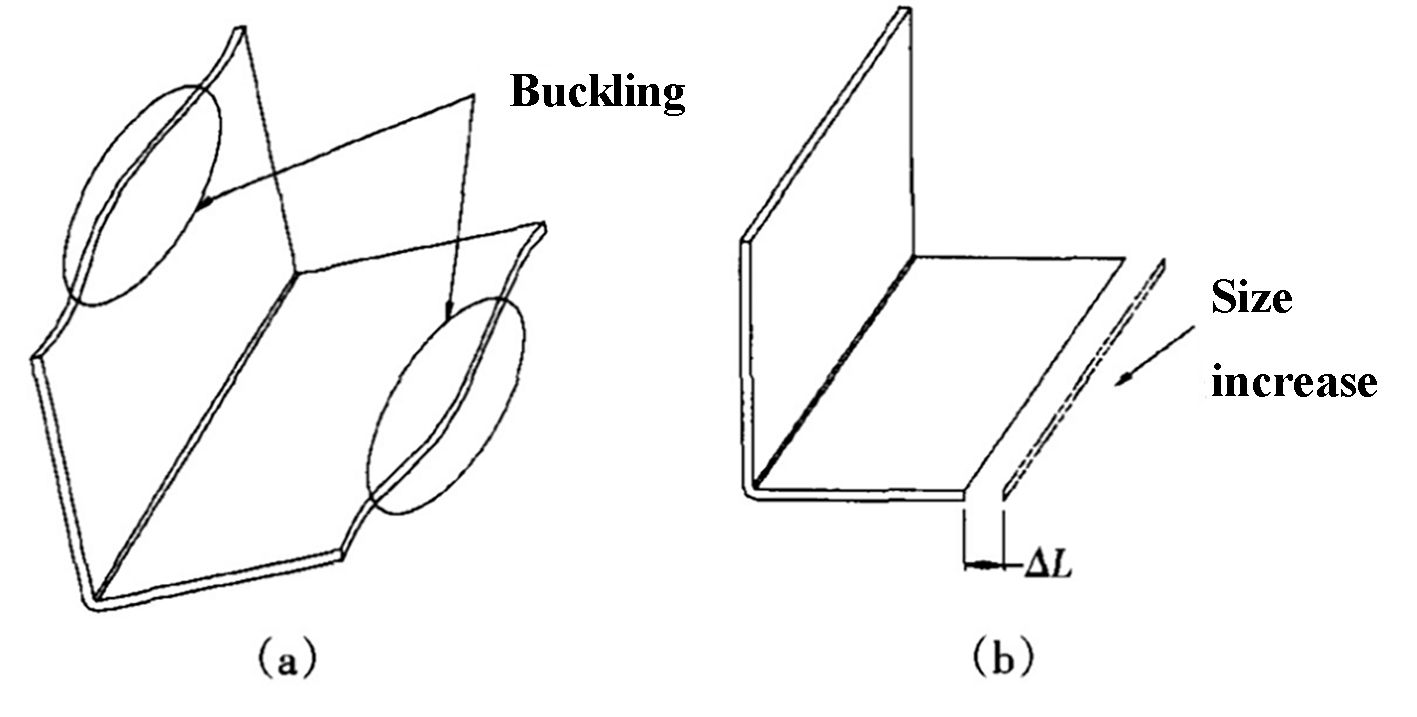
Cependant, après une certaine période de production, on découvre que les pièces pliées à l'aide de la même matrice ne répondent plus aux spécifications décrites dans le dessin. Ce phénomène est principalement mis en évidence par deux formes, illustrées dans les figures 1a et 1b.
Fig. 1 Formes de rupture en flexion
a : Déformation par flambage b : Augmentation de la taille
3. Analyse des causes de défaillance
3.1 Causes de l'usure de la filière supérieure
En définitive, le phénomène illustré à la figure 1 est dû à l'usure de la partie supérieure de la matrice du presse plieuse.
Le moule supérieur d'une presse plieuse classique est un moule général, et un jeu de moules supérieurs de presse plieuse générale peut être utilisé pour plier une grande variété de pièces en tôle.
En d'autres termes, les matrices supérieures de la presse plieuse sont remplacées moins fréquemment et le même groupe de matrices supérieures de pliage est utilisé pour le pliage général. Dans certaines petites usines, il arrive qu'une seule pièce soit utilisée et que les matrices supérieures de pliage soient utilisées pour le pliage général. matrice de presse plieuse ne change jamais.
Tout outil ou matrice s'use avec le temps, mais la matrice supérieure de la presse plieuse est soumise à une fréquence d'utilisation élevée.
L'angle R d'une matrice supérieure de pliage typique est faible, généralement inférieur à 0,5 mm.
Par conséquent, lors du pliage, la pression est entièrement concentrée sur l'angle R de la matrice supérieure, ce qui entraîne un niveau de contrainte élevé à cet endroit et rend la matrice supérieure sujette à l'usure.
3.2. "Analyse de l'augmentation de la taille
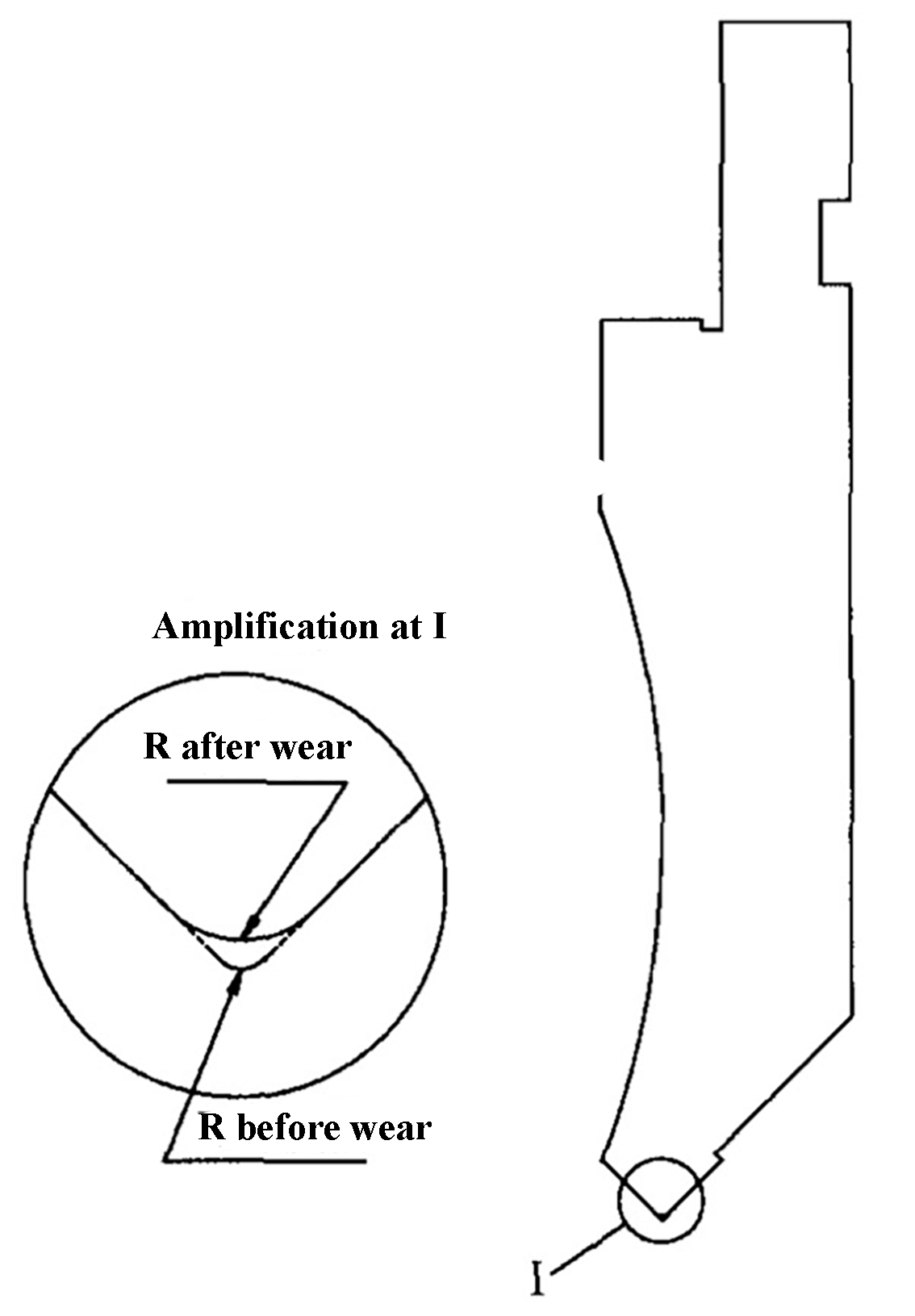
Comme le montre la figure 2, l'usure de la matrice supérieure entraîne une augmentation de l'angle R.
Dans le calcul du dépliage des pièces, la taille de l'angle R en flexion est l'un des facteurs affectant le coefficient de dépliage. Bien que les informations correspondantes aient été introduites, elles n'ont pas été expliquées en détail dans ce contexte.
Pour la même pièce, plus l'angle R est grand, plus la taille de dépliage sera courte.
En général, il existe deux méthodes pour sélectionner le coefficient de dilatation de la flexion dans les usines :
- Sélection du coefficient d'expansion à partir d'une table empirique basée sur l'angle R de la nouvelle matrice supérieure.
- Détermination du coefficient d'expansion par essai de pliage de la nouvelle matrice supérieure afin d'obtenir des données réelles.
La première méthode est la plus utilisée, car elle est rapide et pratique pour le pliage de pièces générales.
La seconde méthode est généralement utilisée pour les pièces présentant une grande précision de pliage et des angles de pliage multiples, car les données obtenues sont plus précises.
Quelle que soit la méthode utilisée pour obtenir le coefficient de dilatation, celui-ci est généralement solidifié une fois déterminé.
Par exemple, si la nouvelle matrice supérieure est utilisée pour plier du SPCC avec une épaisseur de matériau de t = 1,0 mm, le coefficient de dilatation sélectionné dans le tableau empirique est de 0,4. Ce coefficient d'expansion restera à 0,4 pour tous les matériaux d'une épaisseur de t = 1,0 mm qui sont pliés à l'aide de cette matrice supérieure.
Lorsque l'usure de l'angle R de la matrice supérieure augmente, la taille de la pièce qui a été expansée à l'aide du coefficient d'expansion avant l'usure deviendra inévitablement plus grande après le pliage, comme le montre la figure 1b.
Cette différence peut ne pas être perceptible pour un pliage à un seul angle, mais si une pièce est pliée plusieurs fois dans la même direction, la différence s'accumule. Par exemple, si une pièce est pliée six fois dans la même direction, la différence lors du dépliage sera de 1,2 mm, ce qui se traduira par une différence de dimension de 2 mm après le pliage.
Pour réduire les coûts, de nombreuses usines utilisent de l'acier à teneur moyenne en carbone pour fabriquer les matrices supérieures de cintrage, qui présentent une mauvaise résistance à l'usure. Après l'utilisation de plusieurs matrices, l'angle R peut passer de 0,5 mm à près de 1 mm.
3.3 Analyse de "flambage
La longueur standard d'une matrice supérieure pour une presse plieuse est de 835 mm. Elle est généralement utilisée en groupe, en fonction du type de presse plieuse.
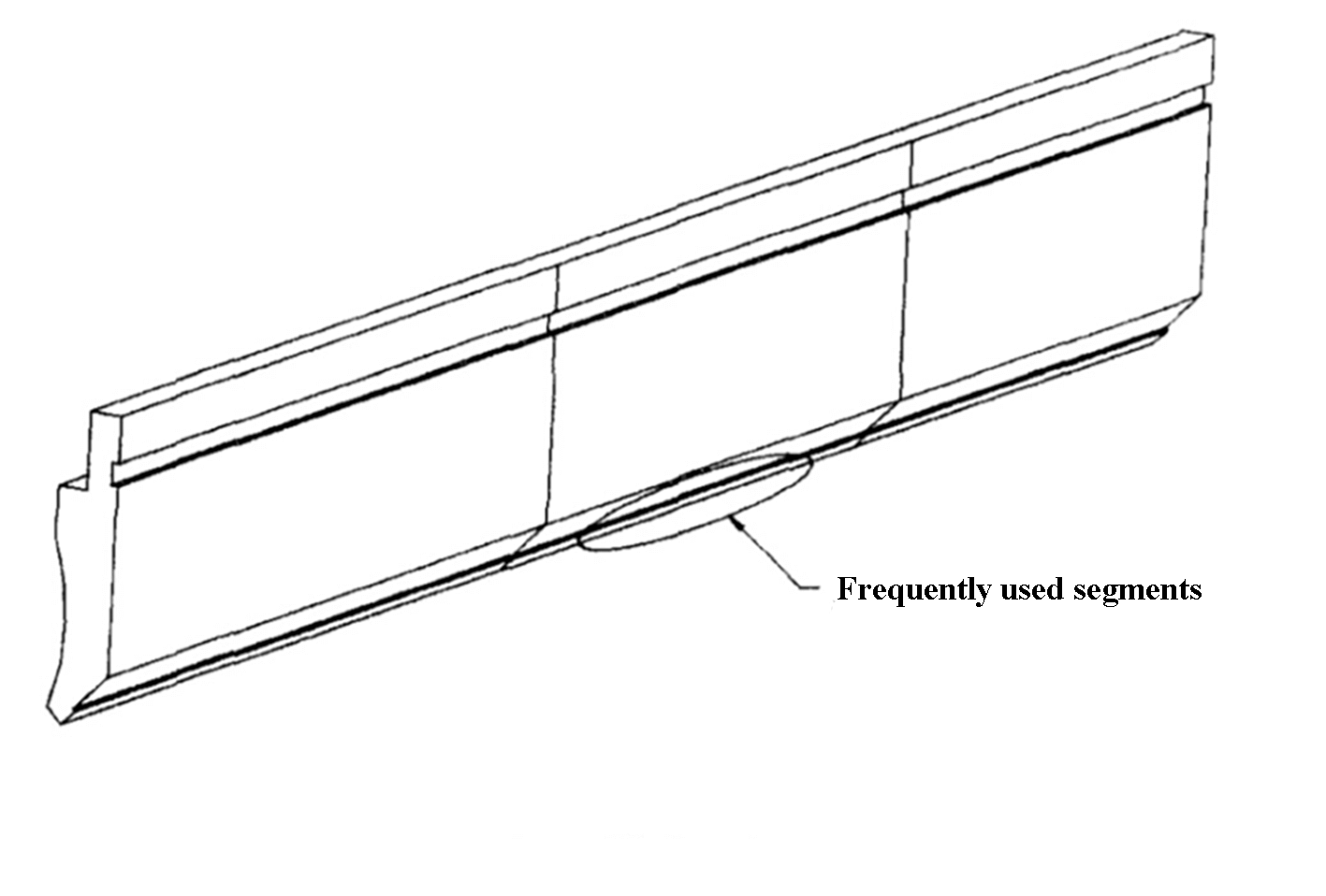
Comme l'illustre la figure 3, un groupe de matrices supérieures de cintrage se compose généralement de trois matrices.
Nombreux transformation de la tôle Les usines produisent des pièces diverses de différentes tailles et la largeur de pliage peut varier considérablement.
En général, les pièces de tôle ayant une largeur de pliage étroite constituent la majorité des pièces. Par conséquent, la partie centrale de la matrice est souvent utilisée pour le pliage, comme le montre la figure 3, ce qui entraîne une usure importante de la partie centrale.
Lorsque ce groupe de matrices est utilisé pour tôle pliée Dans le cas de pièces métalliques de grande largeur, la pression exercée sur les deux extrémités de l'angle intérieur de pliage est supérieure à la pression exercée sur la section d'usure centrale, ce qui fait que l'angle intérieur R de la section centrale est plus grand que les angles des deux extrémités.
L'augmentation de la pression par unité de surface et la réduction de l'angle de flexion R sont des moyens efficaces de réduire le retour élastique.
Cependant, la section centrale présente deux facteurs favorables pour dos d'âne. Comme le retour élastique dans la section centrale est plus important qu'aux deux extrémités, un phénomène de "flambage", tel qu'illustré à la figure 1, peut se produire dans la section centrale.
Fig. 2 Diagramme d'usure de la matrice supérieure
Fig. 3 Filière supérieure de pliage
4. Méthode de contrôle
L'usure des matrices ne peut être entièrement éliminée, mais l'analyse de ses causes et la mise en œuvre de mesures appropriées permettent de contrôler efficacement les deux phénomènes de défaillance illustrés dans les figures 1a et 1b.
Sur la base de l'expérience acquise en matière de production, les cinq méthodes suivantes ont été résumées :
- Sélection de matériaux présentant une bonne résistance à l'usure, tels que Cr12MoV et SKD-11, afin d'obtenir une dureté élevée par traitement thermique.
- Amélioration de la résistance à l'usure par cémentation ou nitruration (pour les matériaux à faible résistance à l'usure).
- Réparer et rectifier régulièrement la partie de l'angle R de la filière, à une fréquence déterminée en fonction de l'état d'usure de la filière, par exemple tous les six mois ou une fois par an.
- Équilibrer l'utilisation de l'outil supérieur combiné en l'échangeant et en le faisant tourner, afin de garantir que le même groupe d'outils supérieurs présente une usure équilibrée de l'angle R.
- Révision régulière du coefficient de développement, la fréquence étant déterminée en fonction de l'usure de la matrice, par exemple tous les six mois ou une fois par an.
Ces cinq méthodes peuvent être sélectionnées en fonction de la situation réelle de l'usine, et l'efficacité de chaque méthode peut varier. La meilleure méthode est celle qui maximise les avantages pour l'usine.
5. Conclusion
Le phénomène de défaillance de la tôle dont il est question dans cet article est un phénomène courant dans l'industrie de la tôlerie. Nous espérons que cet article permettra à un plus grand nombre d'entreprises de fabrication de tôles de prendre les mesures nécessaires pour prévenir et éviter les pertes inutiles.