Forage par fusion thermique : Principes et applications
Imaginez percer le métal en quelques secondes sans produire de débris ni nécessiter d'équipement supplémentaire. Bienvenue dans le monde du perçage par fusion thermique. Cette technique innovante utilise une rotation à grande vitesse et une chaleur intense pour ramollir et remodeler le métal, créant ainsi des trous solides et précis. Dans cet article, vous découvrirez comment cette méthode permet d'accroître l'efficacité de la production, d'améliorer la qualité des produits et de réduire les coûts. Que vous travailliez dans le secteur de l'automobile, du chauffage, de la ventilation et de la climatisation ou de l'équipement médical, découvrez comment le perçage par fusion thermique peut transformer vos processus de fabrication.
Le perçage par thermofusion, également connu sous le nom de perçage thermique, a révolutionné le processus traditionnel de perçage et de fixation, permettant de résoudre facilement les problèmes auparavant difficiles de taraudage de tôles ou de tubes minces en quelques secondes.
Le foret à fusion thermique utilise du carbure de tungstène et subit le processus de traitement thermique le plus avancé, ce qui lui permet de conserver une dureté et une résistance à l'usure élevées tout en étant soumis à une forte force d'extrusion verticale à une température élevée de 600℃ et à une vitesse de rotation élevée de 1500~3000 tours par minute.
Vous pouvez d'abord regarder une vidéo de démonstration ci-dessous.
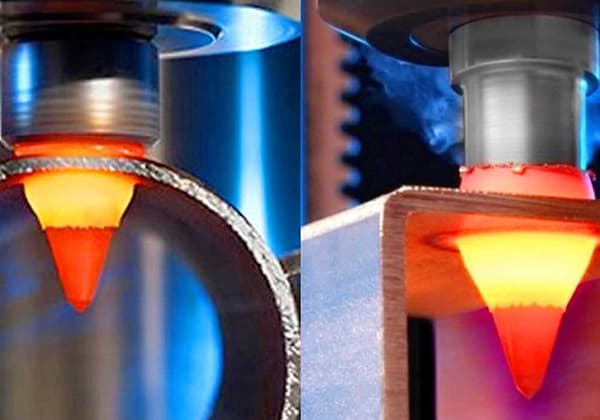
Le foret thermofusible est fabriqué à partir de matériaux résistants à l'usure et aux températures élevées. carbure cémenté matériau. Lorsque l'outil entre en contact avec la pièce, la vitesse élevée et la poussée axiale appropriée (force d'avance) produisent une friction intense entre le foret et le métal, atteignant instantanément une température de 600 ~ 800℃.
Le métal dans la zone proche du trépan se ramollit rapidement. En continuant à appliquer une pression axiale, il extrude rapidement une plate-forme convexe et un revêtement d'une épaisseur d'environ 3 à 5 fois l'épaisseur initiale. tôle sur les surfaces supérieures et inférieures de la pièce. L'ensemble du processus ne prend que 2 à 6 secondes.
Avantages du perçage à chaud
1. Amélioration de l'efficacité de la production : le processus de forage et de le formage des matrices La fabrication du revêtement ne prend que 2 à 6 secondes, remplaçant ainsi les fastidieuses procédures de soudage ou de rivetage sous pression pour produire des écrous avec le revêtement façonné qui peut être directement extrudé avec des filets.
2. Amélioration de la qualité du produit : simplification du processus, facilité d'utilisation avec une position de trou de haute précision, et les fils extrudés ont une résistance élevée à la traction et à la torsion.
3. Réduction des coûts de production : facile à utiliser et à maîtriser, il n'est pas nécessaire d'acheter des équipements supplémentaires, ce qui permet de remplacer les processus de soudage coûteux.
4. Propre et respectueux de l'environnement, sans débris.
5. Sauvegarde du matériel.
Spécifications du perçage à chaud :
En fonction de l'épaisseur de la pièce à percer, il existe deux spécifications de longueur :
Forets courts : conviennent pour pénétrer dans des pièces d'une épaisseur de 0,8 à 3 mm ;
Forets longs : conviennent pour pénétrer dans des pièces d'une épaisseur supérieure à 3 ~ 12 mm.
Selon les exigences de surface de la pièce après le traitement à chaud. forageIl existe deux spécifications :
Foret thermofusible standard : tout en pénétrant dans la pièce pour étirer et former le revêtement, il forme également un anneau convexe à la surface de la pièce.
Foret thermofusible à bouche plate : tout en pénétrant dans la pièce pour étirer et former le revêtement, il coupe l'anneau convexe à la surface de la pièce, laissant la surface lisse.
Applications du perçage à chaud
Industrie des pièces automobiles ; tôlerie, climatisation, radiateurs et autres industries ; meubles, équipements médicaux, équipements de fitness, etc. ; racks, conteneurs, etc.
Le perçage à chaud peut être adapté à presque tous les métaux à parois minces (à l'exception de l'étain ou du zinc), tels que l'acier ordinaire, l'acier inoxydable, l'acier à faible teneur en carbone, l'aluminium, le cuivre, le laiton et le bronze, titane alliages et autres matériaux ductiles. Il peut également traiter des pièces galvanisées.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà interrogé sur les géants de l'industrie des machines CNC ? Dans ce fascinant article de blog, nous allons plonger dans le monde de la fabrication CNC, en explorant les...
Imaginez que vous puissiez couper du métal avec une précision si fine qu'elle vous permette de gagner du temps et de réduire vos coûts. Les outils de coupe à grande vitesse révolutionnent la fabrication en offrant cette capacité. Cet article explore les matériaux...
Vous êtes-vous déjà demandé comment on peut couper du métal sans surchauffe ? Les scies à froid, qui utilisent des lames circulaires, transfèrent la chaleur à la sciure de bois plutôt qu'à la pièce à usiner, ce qui les refroidit toutes les deux. Cette méthode permet d'obtenir des...
Vous êtes-vous déjà demandé comment nous pouvions découper avec précision des matériaux durs comme le verre et la céramique ? Dans cet article, nous explorons l'usinage par ultrasons, une technologie fascinante qui utilise des vibrations à haute fréquence...
Vous êtes-vous déjà demandé comment choisir le meilleur outil de coupe pour votre fraiseuse CNC ? Cet article se penche sur les propriétés essentielles et les types de matériaux des outils de coupe, expliquant...
Vous êtes-vous déjà demandé pourquoi l'usinage des alliages d'aluminium peut être à la fois un rêve et un cauchemar ? Cet article se penche sur les propriétés uniques des alliages d'aluminium et explique comment obtenir une...
Vous êtes-vous déjà demandé ce qui permettait d'obtenir une coupe parfaite dans la fabrication ? Cet article explore différents matériaux d'outils de coupe, en détaillant leurs propriétés et utilisations uniques. Grâce aux conseils d'ingénieurs mécaniques chevronnés, vous découvrirez...
Vous êtes-vous déjà demandé comment les métaux légers alimentent notre monde moderne ? Cet article se penche sur l'aluminium et explore ses propriétés uniques et ses diverses applications. Des avions aux fusées spatiales, découvrez comment le choix de l'aluminium...
Imaginez un monde où couper les matériaux les plus durs est aussi facile que de trancher du beurre. C'est la promesse de l'usinage non traditionnel. Dans cet article, nous explorons comment les techniques avancées...
Faites passer votre entreprise à la vitesse supérieure