Imaginez que vous puissiez découper du métal avec précision et un minimum de déformation - est-ce possible ? L'oxycoupage, une méthode courante dans le travail des métaux, présente souvent des défis tels que la déformation et la contrainte induites par la chaleur. Cet article propose des conseils d'experts pour optimiser votre processus d'oxycoupage afin d'obtenir des coupes nettes et de minimiser les déformations. En suivant ces conseils, vous apprendrez à séquencer efficacement les coupes, à gérer la distribution de la chaleur et à sélectionner les meilleurs points de départ pour les coupes. Exploitez le potentiel de l'oxycoupage et améliorez vos projets de travail des métaux grâce à ces conseils pratiques.
La séquence de découpe appropriée est divisée en deux parties : découpe du trou intérieur du composant et découpe du bord du composant.
La séquence de coupe appropriée pour les trous internes des composants doit suivre le principe consistant à couper d'abord l'intérieur puis l'extérieur, à commencer par les trous plus petits avant les plus grands, à couper les trous ronds avant les trous de forme irrégulière, et à commencer par les formes plus complexes avant les formes plus simples.
L'intérieur avant l'extérieur
Lorsqu'il y a plusieurs trous dans les composants de la plaque, il est conseillé de commencer par découper le trou du milieu et de travailler ensuite vers l'extérieur, étape par étape. Cela permet de s'assurer que la chaleur de coupe est diffusée uniformément vers l'extérieur.
Le petit avant le grand
En d'autres termes, lorsque les tailles des trous intérieurs varient, il est recommandé de commencer par découper les trous les plus petits. La découpe des petits trous génère moins de chaleur de découpe, ce qui réduit l'impact thermique sur la pièce à usiner.
Le cercle d'abord et ensuite carré
Lors de la découpe de trous circulaires, l'uniformité du cercle permet une émission relativement équilibrée de la chaleur de découpe vers l'extérieur. Par contre, pour les trous carrés, l'équilibre de l'émission de chaleur de coupe vers l'extérieur est nettement insuffisant.
La contrainte thermique résultant de la chaleur de coupe a un impact significatif sur le déplacement et la déformation des composants.
Saut en croix
Lors de la découpe de trous denses, le fait de sauter des coupes au lieu de découper en continu de manière séquentielle peut contribuer à réduire l'impact de la contrainte générée par la chaleur de découpe sur les composants.
Le complexe avant le simple
Lors de la découpe de trous de différentes formes dans la plaque, il est recommandé de commencer par les trous de forme complexe et de passer ensuite aux trous plus simples.
Découpe du profil et de l'arête
Sélection du point de départ de la découpe du profilé
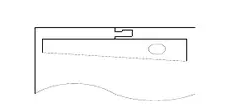
Le choix du point de départ de la découpe du profilé est directement lié à la séquence de découpe. Si les conditions le permettent, il convient de privilégier la découpe en anneau fermé. Cela signifie qu'il ne doit pas y avoir d'ouverture de coupe sur l'arête restante du matériau.
Dans les cas où l'épaisseur du matériau est importante et où le bord du matériau ne peut pas être coupé, une ligne de découpe avec une fonction de contrôle peut être utilisée. En limitant les lignes de découpe avec fonction de contrôle, la déformation de la découpe est limitée.
Les lignes de coupe avec fonction de contrôle présentent une caractéristique géométrique où l'extrémité est plus petite que l'avant.
En l'absence d'arête, des mesures doivent être prises pour sélectionner la position du point de coupe et la direction de la coupe.
Fig. 1
Fixation forcée
Les méthodes de fixation forcée, telles que le pressage de poids, sont couramment employées dans la découpe de profilage pour limiter le déplacement des composants ou des matériaux bruts.
Dans le domaine de la découpe NC, la méthode de la limite du fer d'arrêt est généralement utilisée pour contrôler le phénomène de déplacement.
Coupe bilatérale simultanée
Cette méthode est adaptée à l'utilisation simultanée de coupe au gaz de plusieurs flans étroits et longs sur une seule plaque d'acier. Il s'agit d'un moyen efficace de contrôler la déformation par flexion au cours du processus de fabrication. procédé de coupage au gaz.
Coupe bilatérale simultanée
Cette méthode convient à la découpe simultanée de plusieurs flans étroits et longs sur une seule machine. tôle d'acier en utilisant le découpage au gaz. Il s'agit d'un moyen efficace de contrôler la déformation par flexion pendant le processus de découpe au gaz.
Refroidissement en temps utile
Un refroidissement opportun permet de contrôler efficacement la déformation.
Lorsque la découpe NC est utilisée sur un Q235 Dans le cas d'une plaque d'une épaisseur de 6 mm, d'une longueur de 6 m et d'une largeur de 50 mm, l'application d'une méthode de refroidissement à l'eau à environ 50 mm derrière l'entretoise peut réduire de manière significative la déformation par flexion.
Il est important d'adopter immédiatement la méthode de refroidissement à l'eau, tout en tenant compte de la sensibilité de l'acier découpé au gaz à la corrosion. trempe à l'eau pour éviter les fissures ou le durcissement des structures causés par un arrosage excessif.
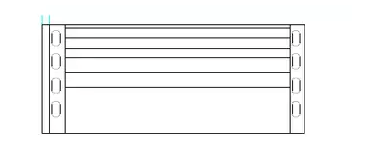
Méthode de la limite finale
Lors de la découpe manuelle ou semi-automatique de bandes longues et étroites dans une plaque d'acier, il est recommandé de créer de longs trous de (3-5)mm * (50-80)mm aux deux extrémités de la ligne de découpe. Cette préparation contribuera à réduire la déformation par flexion des pièces de coupe de la bande, ce qui permettra une coupe plus précise le long de la ligne prévue.
Fig. 2
Bump and Dent
Lorsque l'épaisseur de la plaque de découpe au gaz diminue jusqu'à 8 mm ou moins, le retrait et la déformation de l'arête de coupe deviennent de plus en plus prononcés. Afin de minimiser le renflement ou la dépression pendant le processus de découpe, des objets lourds peuvent être placés sur la plaque pour supprimer et contrôler ces effets.
Intervalle de coupure
La coupe par intervalles consiste à laisser une longueur de 10 à 30 mm après la coupe d'une certaine longueur dans le processus de coupe avant de procéder à une autre coupe. Cette méthode est très efficace pour contrôler le déplacement pendant la coupe.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment réaliser un oxycoupage parfait dans le domaine de la métallurgie ? Ce guide définit la norme pour les opérations d'oxycoupage manuelles, semi-automatiques et automatiques. Vous apprendrez les procédures essentielles, les exigences de qualité et...
Le découpage au plasma est une technologie de découpage qui utilise un arc de plasma à haute température avec une densité d'énergie élevée pour chauffer le matériau au point de découpage et le fusionner rapidement. Cette découpe...
Quel est le secret des soudures impeccables et des coupes précises dans le domaine du soudage et du coupage au gaz ? Tout dépend de la flamme. Cet article explore les différents types de flammes utilisés...
Vous êtes-vous déjà demandé comment les structures en acier massif sont découpées avec une telle précision ? Le découpage au gaz, un processus remarquable mais souvent méconnu, a révolutionné l'industrie de la fabrication métallique. Dans cet article,...
Vous êtes-vous déjà demandé comment les fabricants parviennent à obtenir précision et efficacité lors de la découpe de l'acier inoxydable ? Cet article présente six techniques avancées de découpe de l'acier inoxydable, en soulignant leurs avantages et leurs applications....
Imaginez que vous puissiez découper du métal épais avec précision et rapidité, et créer des motifs complexes sans effort. Le découpage à l'arc plasma rend cela possible en utilisant un gaz ionisé et un arc électrique. Cet article examine...
Vous vous êtes déjà demandé comment perfectionner votre utilisation d'une machine d'oxycoupage ? Cet article propose des conseils essentiels pour optimiser votre technique de découpe. Du choix du gaz combustible à l'ajustement de la...
La découpe du métal de manière efficace et rentable est essentielle dans le secteur de la fabrication. Mais quelle méthode choisir : le découpage au gaz ou au plasma ? Cet article analyse les coûts, l'efficacité et la qualité de chaque...
Imaginez que vous puissiez couper le métal comme un couteau dans du beurre, mais en déplacement. Les découpeurs plasma portables révolutionnent les industries, de l'automobile à l'aérospatiale, en offrant des capacités de découpe précise et à grande vitesse pour une fraction...
Faites passer votre entreprise à la vitesse supérieure