22 conseils pour optimiser les performances de votre presse plieuse
1. Sélection, remplacement et précautions pour les matrices supérieures et inférieures 1) Sélection du poinçon supérieur A) Le choix du poinçon supérieur de la presse plieuse est déterminé par la force de pliage et ne doit pas dépasser la capacité de charge maximale de la matrice. B) Si une matrice spéciale est choisie, il est crucial de [...]
1. Sélection, remplacement et précautions à prendre pour l'équipement supérieur et inférieur. mourirs
1) Sélection du poinçon supérieur
A) Le choix du poinçon supérieur de la presse plieuse est déterminé par les éléments suivants force de flexion et ne doit pas dépasser la capacité de charge maximale de la filière.
B) Si une matrice spéciale est choisie, il est essentiel de noter que la charge sur ces matrices diffère de celle d'une matrice standard.
2) Sélection de la filière inférieure
La largeur de l'ouverture en V dans le filière inférieure doit être déterminée en fonction de l'épaisseur (S) du matériau en feuille. La formule est la suivante :
Si S<3mm, la largeur de l'ouverture en V doit être comprise entre 6 et 8 fois l'épaisseur du matériau (V = (6~8) × S).
Si S>3mm, la largeur de l'ouverture en V doit être comprise entre 8 et 12 fois l'épaisseur du matériau (V = (8~12) × S).
Où ?
S = épaisseur de la tôle (mm)
b = largeur minimale du coude (mm)
V = largeur de l'ouverture inférieure de la filière (mm)
Il convient de noter que la largeur minimale de la courbure (b) et la largeur minimale de la courbure (c) ne sont pas identiques. angle de courbure doit être ajustée en conséquence pour déterminer scientifiquement les limites de la forme de la filière inférieure.
A) L'opérateur doit respecter les principes de sécurité lors de l'installation du moule dans la zone dangereuse de l'usine. machine de presse plieuse.
B) Il est interdit de passer la main ou le corps dans le moule.
(2) Installation du moule supérieur
A) Passer le mode de contrôle de la machine en mode manuel à l'aide de l'interrupteur à clé.
B) Activer la commande manuelle en mode manuel.
C) Appuyez sur le bouton de démarrage de l'axe de la machine.
D) Appuyez sur la pédale de commande et laissez le coulisseau de la presse plieuse descendre lentement jusqu'à ce qu'il s'arrête au point de conversion du pli.
E) Appuyez sur le bouton d'arrêt de l'axe de la machine.
F) Desserrer les pinces du moule pour installer ou remplacer le poinçon supérieur.
G) Fixer le moule supérieur et la base du moule supérieur et serrer légèrement les vis de fixation. serrage visser ou fermer les pinces du moule.
(3) Installation du moule inférieur
A) Desserrer la vis de serrage de la matrice inférieure avant d'installer ou de remplacer la matrice inférieure.
B) Aligner manuellement le centre de l'ouverture inférieure de l'outil avec le centre de l'outil. poinçon supérieur.
C) Appuyez sur le bouton de démarrage de l'axe de la machine.
D) Appuyez sur l'interrupteur de la pédale.
E) En mode de position manuelle, déplacez lentement le volant à la main pour faire descendre le vérin.
F) Pressez les moules ensemble avec une petite force, en vous assurant que le centre du moule supérieur et le centre du moule inférieur sont sur la même ligne.
G) Une fois que tous les côtés du bord de la matrice sont en contact, serrez la partie de serrage de la matrice supérieure et de la matrice inférieure.
3. Réglage du serrage de la courroie de distribution
A) Arrêter la machine.
B) Retirez le capot de protection arrière de la machine.
C) Desserrer la position intermédiaire de la presse plieuse, ou la vis de serrage de la roue de tension située sur la plaque de connexion du moteur de l'axe X.
D) Positionner correctement la roue de tension.
E) Serrer la vis de réglage du tendeur.
F) Remettre en place la protection arrière de la machine.
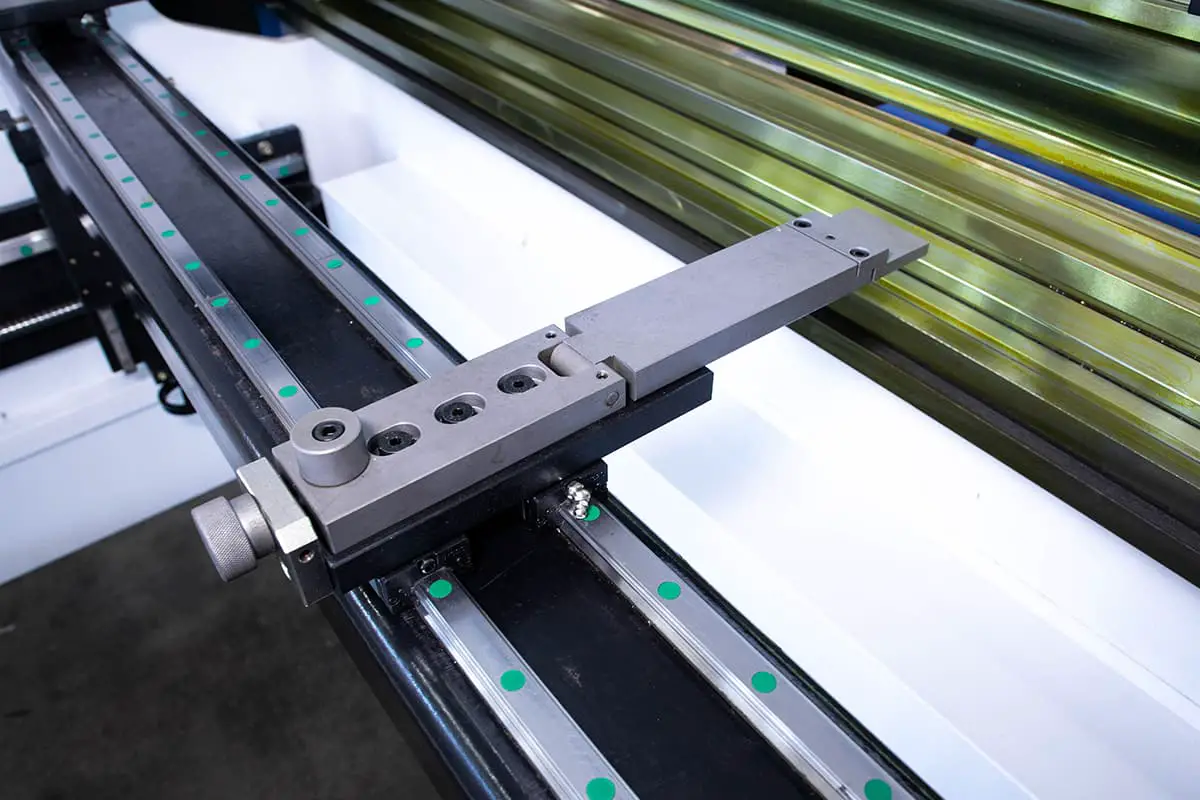
4. Ajustement de la précision de la jauge arrière
A) Vérifier la précision des doigts arrière après le mouvement.
B) Déterminer l'erreur des deux doigts arrière à l'aide d'une jauge de profondeur.
C) Aligner les doigts arrière de manière à ce que la distance entre chaque doigt et le centre de l'ouverture inférieure de la matrice soit uniforme.
D) Tester le pliage d'une pièce et évaluer l'erreur de précision sur l'axe X.
E) Ajustez la correction de l'axe X.
F) Testez à nouveau le pliage de la pièce et utilisez-la pour un pliage normal une fois que la précision a été confirmée.
5. Réglage du point de référence de l'axe X
A) Testez le pliage d'une pièce, évaluez la précision de l'axe X et calculez l'erreur.
B) Abaisser le bélier en dessous du point de transition de la courbure en mode automatique ou manuel.
C) Ajuster la valeur du point de référence de l'axe X.
D) Une fois que la machine-outil revient au point de référence, confirmez la précision et utilisez-la pour un pliage normal.
6. Méthode d'ajustement dans laquelle l'axe X est parallèle au moule inférieur
A) Vérifiez que les centres des matrices supérieure et inférieure sont alignés ;
B) Utilisez le moule supérieur comme référence et utilisez un doigt arrière pour mesurer l'erreur aux deux extrémités du faisceau de l'axe X. Ne touchez pas le moule avec votre main ou votre corps. Ne touchez pas le moule avec votre main ou votre corps.
C) Retirer le capot de protection arrière de la machine.
D) Desserrer la vis qui fixe la courroie de distribution à l'extrémité avant du côté droit de la poutre de l'axe X de la presse plieuse.
E) Fixer le connecteur de la boîte de droite pour éviter tout mouvement.
F) Ajuster la courroie de distribution pour déplacer la vis sur le côté gauche du faisceau de l'axe X vers l'avant ou vers l'arrière si nécessaire.
G) Utiliser le moule supérieur comme référence et mesurer l'erreur aux deux extrémités du faisceau de l'axe X avec un doigt arrière. Répétez le processus de réglage jusqu'à ce que l'erreur aux deux extrémités ne dépasse pas 0,20 mm.
H) Serrer les vis qui fixent la courroie de distribution sur le côté droit de la boîte.
I) Détachez les fixations du connecteur de la boîte de droite.
J) Ramener la machine à son point de référence.
K) Testez le pliage de la pièce et mesurez la précision de l'axe X. Calculez l'erreur éventuelle. Calculez l'erreur éventuelle.
L) Modifier le nombre de points de référence de l'axe X si nécessaire.
M) Après le retour de la machine au point de référence, tester le pliage de la pièce pour confirmer que le traitement est correct et normal.
7. Réglage du point de référence de l'axe Y
A) Pliez la pièce et mesurez l'erreur de précision des axes Y1 et Y2 (sur la base d'un pliage à 90 degrés) ;
B) Abaisser le bélier en dessous du point de transition de la courbure en mode automatique ou manuel ;
C) Sélectionnez le paramètre de l'axe Y ;
D) Ajustez la position du point de référence pour les axes Y1 et Y2 d'environ 0,07 pour chaque degré ;
E) Après le retour de la machine-outil à la référence, plier à nouveau la pièce pour vérifier que le traitement est correct et normal.
8. Cl'ajustement des rangs
A) Pliez la pièce et mesurez l'erreur de précision intermédiaire de la pièce (sur la base d'un pliage à 90 degrés).
B) En mode automatique ou manuel, abaisser le coulisseau en dessous du point de transition de la courbure.
C) Sélectionnez l'axe du COURONNEMENT.
D) Ajuster les valeurs minimales et maximales du DA en fonction de la situation réelle.
E) Après le retour de la machine-outil au point de référence, pliez à nouveau la pièce pour confirmer que le traitement est correct et normal.
9. Axe X secouer ajustement
A) En mode automatique ou manuel, abaisser le RAM en dessous du point de transition de la courbure.
B) Ajuster le gain de l'axe X si nécessaire en le réduisant.
C) Une fois que la machine-outil revient au point de référence et fonctionne normalement à sec, l'usinage de la pièce peut commencer.
10. Le réglage du mouvement de l'axe X n'est pas en place
A) En mode automatique ou manuel, abaisser le RAM en dessous du point de transition de la courbure.
B) Ajustez (augmentez) le gain de l'axe X si nécessaire.
C) Une fois que la machine-outil revient à sa position de référence et fonctionne normalement dans des conditions de marche à sec, le traitement de la pièce peut commencer.
11. Les bélier glisse vers le bas dans l'état normal de la presse plieuse machine
1) Régler la soupape de pression de secours comme suit ;
A) Desserrer le contre-écrou hexagonal de la vanne de secours ;
B) Régler la vis de réglage de la soupape de sécurité ;
C) Vérifier si la valeur du coulissement du coulisseau est normale ;
D) Traiter la pièce après une opération normale.
2) Nettoyez la valve de secours comme suit ;
A) Mettre le coulisseau en position basse en mode manuel ;
B) Arrêter le moteur de la pompe à huile et couper l'alimentation de la machine ;
C) Détacher la soupape de sécurité du siège de la soupape pour la nettoyer ;
D) Réinstaller la soupape de pression de secours après le nettoyage ;
E) Une fois que la machine-outil a retrouvé sa position de référence et qu'elle fonctionne correctement, la pièce peut être usinée.
3) Remplacer la valve de secours comme suit ;
A) En mode manuel, abaisser le bélier jusqu'en bas.
B) Coupez l'alimentation électrique et le moteur de la pompe à huile de la presse plieuse.
C) Retirer la soupape de sécurité de son siège.
D) Installer la nouvelle vanne de secours.
E) Une fois que la machine-outil est revenue à sa position de référence, réglez correctement la nouvelle soupape de pression de secours. Une fois que la marche à vide a été effectuée et qu'elle est normale, la pièce peut être traitée.
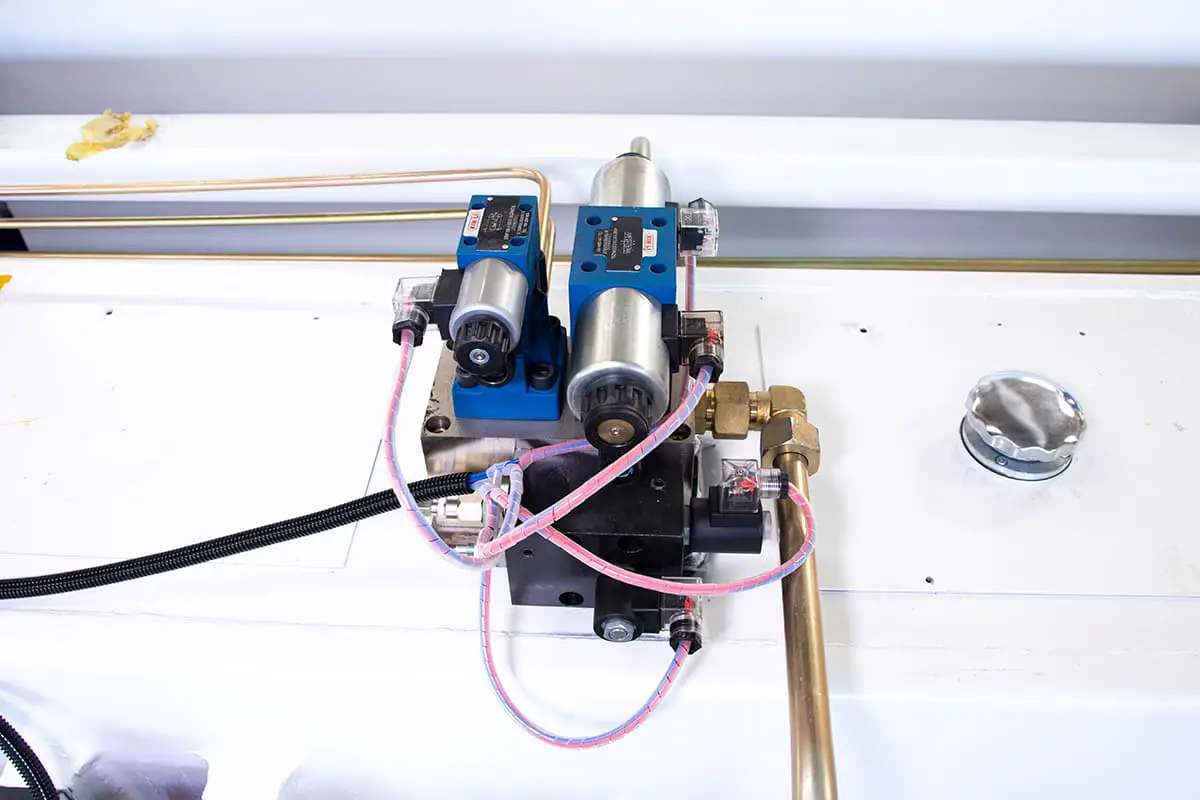
12. Réglage de la servovalve synchrone
1) Les bélier ne bouge pas dans des conditions normales. Il faut d'abord vérifier que le circuit est normal. Après avoir confirmant le circuit est normal, la servo-valve peut être a été détectée comme suit :
A) Saisir la commande "Valve Test" et la sélectionner.
B) Choisissez la valve gauche ou droite.
C) Tournez le volant pour modifier le pourcentage et observez si la tension change.
D) Si aucun changement n'est observé, nettoyer ou remplacer la servovalve synchrone.
2) La méthode de nettoyage de la servovalve synchrone est la suivante :
A) En mode manuel, abaisser le RAM jusqu'en bas.
B) Coupez le moteur de la pompe à huile et l'alimentation de la machine.
C) Débrancher la fiche du circuit de commande de la servovalve synchrone.
D) Dévisser le raccord entre la servovalve synchrone et le siège de la valve.
E) Retirer la servovalve synchrone et la démonter en veillant à ne pas briser le joint de peinture.
F) Pour éliminer les bavuresEn cas d'échec, utilisez du papier de verre métallographique pour lisser le noyau de la valve, en veillant à ce qu'il se déplace librement à l'intérieur du corps de la valve.
G) Nettoyer le tiroir de la valve avec de l'essence. Remonter la servovalve synchrone.
H) Fixer la connexion entre la servovalve synchrone et le siège de la valve à l'aide de vis.
I) Remettre en place le bouchon du circuit de contrôle de la servovalve synchrone.
J) Après l'installation, tester la servovalve synchrone. Si elle ne fonctionne pas correctement, il est recommandé de la remplacer.
K) Lorsque le test est normal, remettre la machine dans sa position de référence.
L) Après un essai réussi, la pièce peut être traitée.
13. Méthode de remplacement du filtre
L'élément filtrant de la machine doit être remplacé après une période déterminée, soit tous les 6 mois, soit après 1000 heures de travail, ou si le couvercle d'alerte de pression situé en haut du filtre est tombé. Les étapes pour remplacer le filtre sont les suivantes :
A) Abaisser le bélier en dessous du point de transition de la courbure en mode automatique ou manuel ;
B) Coupez l'alimentation électrique de la machine et le moteur de la pompe à huile de la presse plieuse ;
C) Ouvrez le capot de protection arrière de la machine ;
D) Démonter le filtre ;
E) Retirer l'ancien élément filtrant, le remplacer par un nouveau et resserrer le filtre ;
F) Remettre en place le capot de protection arrière de la presse plieuse ;
G) Mettez la machine sous tension et redémarrez le moteur de la pompe à huile ;
H) Laisser filtrer l'huile hydraulique pendant 1 heure ;
I) La machine peut maintenant reprendre son fonctionnement normal.
14. Couronnement méthode de remplacement des cylindres
A) Réduire la RAM en dessous du point de transition de la courbe en mode automatique ou manuel ;
B) Arrêter le moteur de la pompe à huile et l'alimentation de la machine ;
C) Ouvrez le capot de protection arrière de la machine ;
D) Débrancher le tuyau d'huile reliant le cylindre de couronnement ;
E) Retirer la protection du cylindre de couronnement ;
F) Détachez le support qui relie le cylindre de couronnement au châssis de la machine ;
G) Tapez sur l'arrière du cylindre de couronnement avec un bâton en bois et retirez-le de l'avant de la machine ;
H) Retirer le joint du cylindre de couronnement et l'installer sur le nouveau cylindre de couronnement ;
I) Insérer le nouveau cylindre de couronnement par l'avant de la machine ;
J) Rebrancher le circuit d'huile du cylindre de couronnement ;
K) Fixez la connexion entre le cylindre de couronnement et le châssis de la machine à l'aide de l'étrier ;
L) Fixez le capot avant du cylindre de couronnement et le capot de protection arrière de la machine ;
M) Mettez la machine sous tension et redémarrez le moteur de la pompe à huile ;
N) La machine doit revenir à sa position de référence et pouvoir fonctionner normalement.
15. Remplacement de l'huile hydraulique
A) En mode automatique ou manuel, levez le coulisseau jusqu'au point mort haut et assurez-vous qu'il est correctement soutenu.
B) Coupez l'alimentation de la machine et le moteur de la pompe à huile.
C) Retirer le capot de protection arrière de la machine.
D) Ouvrez la vanne d'arrêt au fond du réservoir pour vidanger l'huile hydraulique. Raccordez le tuyau d'huile à la sortie d'huile de la vanne et placez l'autre extrémité du tuyau dans le fût de réception de l'huile.
E) Remplir l'huile hydraulique neuve jusqu'au milieu de l'indicateur de niveau d'huile en utilisant le filtre à huile et maintenir le vérin en position de point mort haut.
F) Mettez la machine sous tension et démarrez le moteur de la pompe à huile.
G) Filtrer l'huile hydraulique pendant 1 heure.
H) Abaisser le bélier en dessous du point de transition de la courbure.
I) Remettre la machine dans sa position de référence et reprendre le fonctionnement normal.
16. Les machine de presse plieuse ne fonctionne pas
Inspecter la connexion et serrer le(s) boulon(s) si nécessaire.
C) Dysfonctionnement d'un dispositif de contrôle ;
Solution révisée :
Inspecter et évaluer le dispositif de contrôle pour déterminer le problème.
19. Lorsque la machine fonctionne, le jauge arrière les pièces présentent un bruit anormal
A) Tension incorrecte de la courroie de distribution ;
Solution :
Régler la tension de la courroie de distribution selon les spécifications correctes.
B) Le rail de guidage et la vis à billes manquent de graisse ;
Solution :
Lubrifier le rail de guidage et la vis à bille pour assurer un fonctionnement sans heurts.
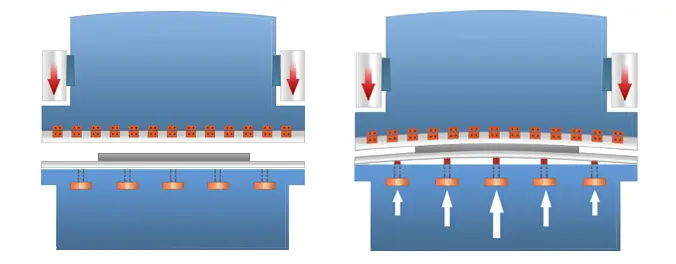
20. L'angle de courbure est différent entre le milieu et les extrémités.
Le réglage de la compensation pour le dispositif de couronnement de la table de travail est incorrect ;
Solution révisée :
Réinitialiser le réglage de la compensation.
21. Les angles de flexion aux extrémités sont différents les uns des autres
A) La pression est trop faible.
Solution : Augmenter la pression.
B) Le vérin n'est pas parallèle en position verticale.
Solution : Vérifier la valeur initiale de l'axe Y et ajuster le parallélisme du coulisseau.
C) Le parallélisme du moule est en dehors de la tolérance.
Solution : Ajustez ou remplacez le moule et réinitialisez le montant de la compensation sur la table de travail.
D) La qualité de la pièce n'est pas homogène (par exemple, épaisseur variable).
Solution : Utiliser des pièces de qualité constante.
22. L'angle de flexion est différent de l'angle réglé
A) La pression est trop faible.
Solution : Augmenter la pression.
B) Le temps de maintien est insuffisant.
Solution : Prolonger le temps d'attente.
C) La vitesse de pliage est trop lente.
Solution : Augmenter la vitesse de pliage.
D) La qualité de la pièce n'est pas constante (par exemple, épaisseur variable, variations de la résistance à la traction, etc.)
Solution : Utiliser des pièces de qualité constante.
E) La largeur de l'ouverture en V dans la matrice inférieure est trop étroite.
Solution : Remplacer la matrice inférieure par une matrice dont l'ouverture en V est plus large.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure