Les 4 principales méthodes de traitement des spécialités dans l'ingénierie moderne
Cet article présente principalement plusieurs méthodes de traitement spécial parvenues à maturité. I. Usinage par décharge électrique (EDM) L'EDM est une méthode d'usinage des matériaux conducteurs qui utilise le phénomène de corrosion électrique au cours de la décharge par impulsion entre les électrodes positives et négatives dans un certain milieu liquide. Il en résulte que les dimensions, la forme et la qualité de la surface des pièces sont conformes [...]
Cet article présente principalement plusieurs méthodes de traitement spécial ayant fait leurs preuves.
I. Usinage par décharge électrique (EDM)
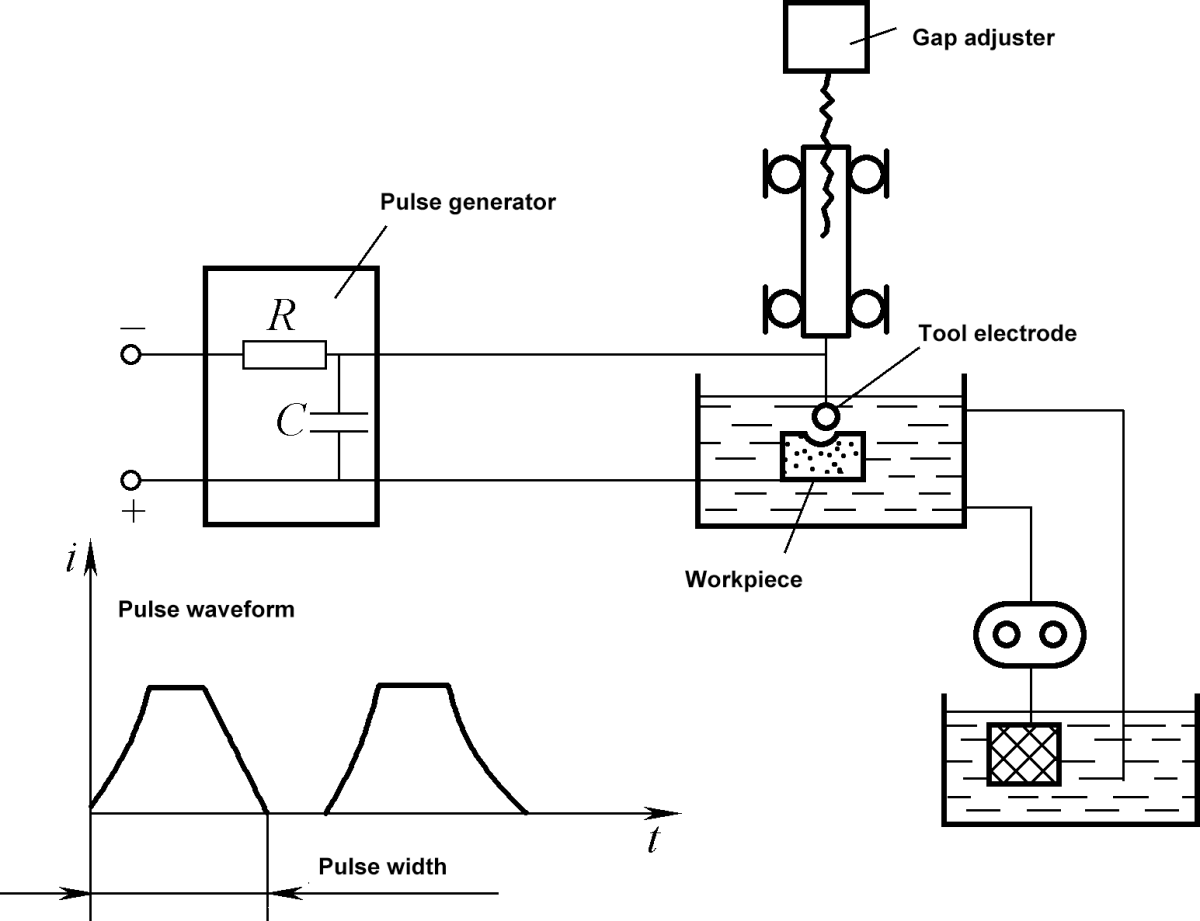
Figure 8-41 : Schéma du principe de l'usinage par électroérosion
L'électroérosion est une méthode d'usinage des matériaux conducteurs qui utilise le phénomène de corrosion électrique lors de la décharge d'impulsions entre les électrodes positives et négatives dans un certain milieu liquide. Les dimensions, la forme et la qualité de la surface des pièces sont ainsi conformes aux exigences techniques. Il est également connu sous le nom d'usinage par décharge ou d'usinage par électroérosion. Le principe de fonctionnement est illustré à la figure 8-41.
Lors de l'électroérosion, la pièce et l'outil (en cuivre pur ou en graphite), qui sont chargés d'une tension d'impulsion, agissent respectivement comme des électrodes positives et négatives. Lorsqu'elles sont proches dans le fluide de travail isolant (kérosène ou huile minérale), la tension inter-électrode s'interrompt au point le plus proche entre les deux électrodes, formant une décharge pulsée.
La température élevée générée dans le canal de décharge provoque la fusion et la vaporisation du métal, et le métal fondu est projeté sous l'effet de la force d'explosion de la décharge et emporté par le fluide de travail isolant.
En raison de l'effet polaire (c'est-à-dire des quantités inégales d'érosion des deux électrodes), la vitesse d'érosion de l'électrode de la pièce est beaucoup plus grande que celle de l'électrode de l'outil. Ainsi, pendant le processus d'électro-érosion, si l'électrode de l'outil est introduite en continu dans la pièce, l'usinage de la pièce peut être réalisé avec précision en fonction de la forme de l'outil.
(1) Caractéristiques du processus d'électroérosion
1) Il peut traiter tous les matériaux conducteurs durs, cassants, résistants et à point de fusion élevé, tels que les alliages durs, l'acier trempé et l'acier inoxydable.
2) Il n'y a pas de force mécanique significative pendant le traitement, ce qui est avantageux pour l'usinage de petits trous, de parois minces et de pièces présentant diverses formes complexes de section transversale et de cavités.
3) Les paramètres d'impulsion peuvent être ajustés, ce qui permet un usinage grossier et fin sur la même machine.
4) La précision de la taille d'usinage peut atteindre 0,01 mm et la valeur Ra de la rugosité de la surface est de 0,8μm. Pour l'usinage de microprécision, la précision de la taille peut atteindre 0,04~0,002mm, et la valeur Ra de la rugosité de la surface est de 0,1~0,05μm.
5) La vitesse de traitement de l'électroérosion est lente et l'électrode de l'outil souffre d'usure, ce qui affecte l'efficacité du traitement et la précision du formage.
(2) Applications de l'électroérosion
L'électroérosion est utilisée pour l'usinage de diverses formes de sections transversales de trous façonnés, de petits trous ; l'usinage de divers moules de forgeage, moules d'extrusion, moules de moulage sous pression et autres cavités façonnées, de roues intégrales, d'aubes et de diverses pièces à surface incurvée ; le renforcement de la surface et la gravure ; et le traitement de la découpe par fil à décharge électrique.
II. Usinage électrochimique (ECM)
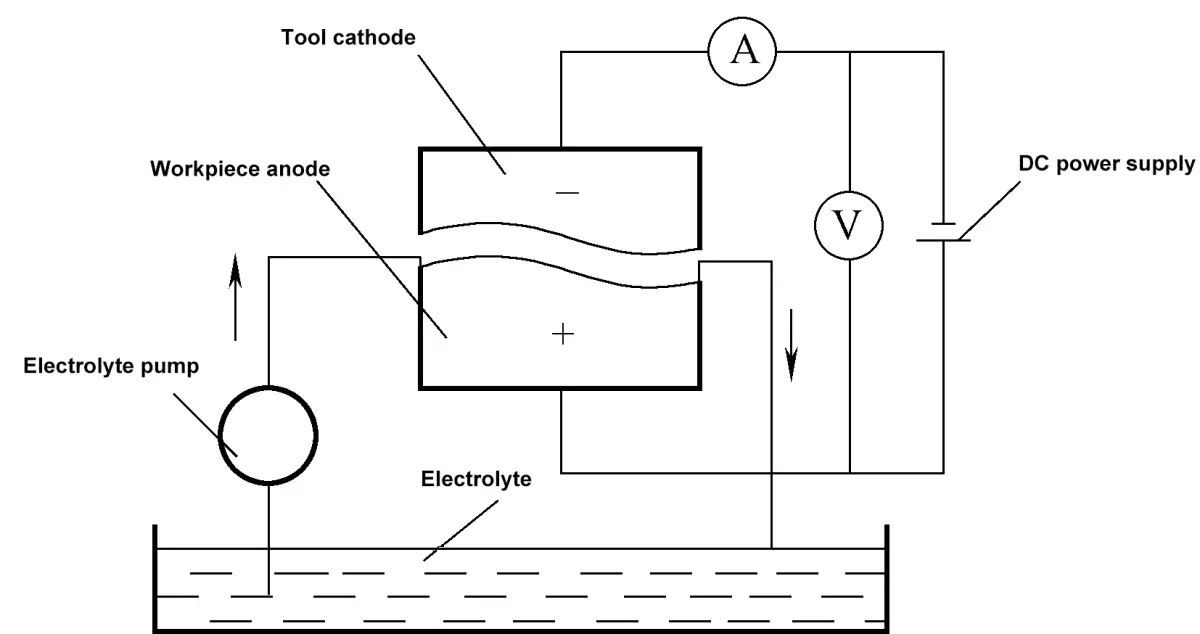
Figure 8-42 Schéma de principe de l'usinage électrolytique
L'ECM est une méthode de façonnage d'une pièce en utilisant le principe d'une réaction électrochimique, où le métal se dissout en tant qu'anode dans l'électrolyte. Comme l'illustre la figure 8-42, pendant l'ECM, la pièce est connectée à la borne positive et l'électrode de l'outil à la borne négative, avec une basse tension et un courant élevé passant entre les deux.
Un électrolyte à haute vitesse est injecté dans l'espace étroit entre les deux bornes. Lorsque l'électrode de l'outil pénètre continuellement dans la pièce, le matériau de la pièce se dissout dans la forme de la surface de l'outil en raison de la dissolution anodique du métal dans l'électrolyte. Les produits de l'électrolyse sont ensuite éliminés par le flux d'électrolyte à grande vitesse, créant ainsi une forme sur la pièce qui correspond à la surface de l'outil.
(1) Caractéristiques du processus ECM
1) Il peut usiner des métaux à haute dureté, à haute résistance et à haute ténacité tels que l'acier trempé, l'alliage dur et l'acier inoxydable, avec des taux de production élevés.
2) Il n'y a pas d'efforts de coupe ni de chaleur de coupe, ce qui permet d'usiner des pièces facilement déformables (comme les pièces à parois minces).
3) La précision moyenne d'usinage peut atteindre 0,03~0,05mm, et la valeur Ra de la rugosité de surface peut atteindre 1,6~0,2μm, sans contrainte résiduelle.
4) En théorie, la cathode de l'outil ne s'use pas au cours du processus, ce qui permet une utilisation à long terme.
5) L'électrolyte corrode la machine-outil et les produits de l'électrolyse sont difficiles à traiter et à recycler.
(2) Applications ECM
L'ECM est largement utilisé pour le perçage de trous profonds, l'agrandissement de trous, le perçage de trous cannelés, le perçage de trous de petite taille et de forme complexe, le traitement de moules à cavité de faible précision, le découpage de pièces irrégulières, l'ébavurage et le chanfreinage électrochimique.
III. Usinage par ultrasons (USM)
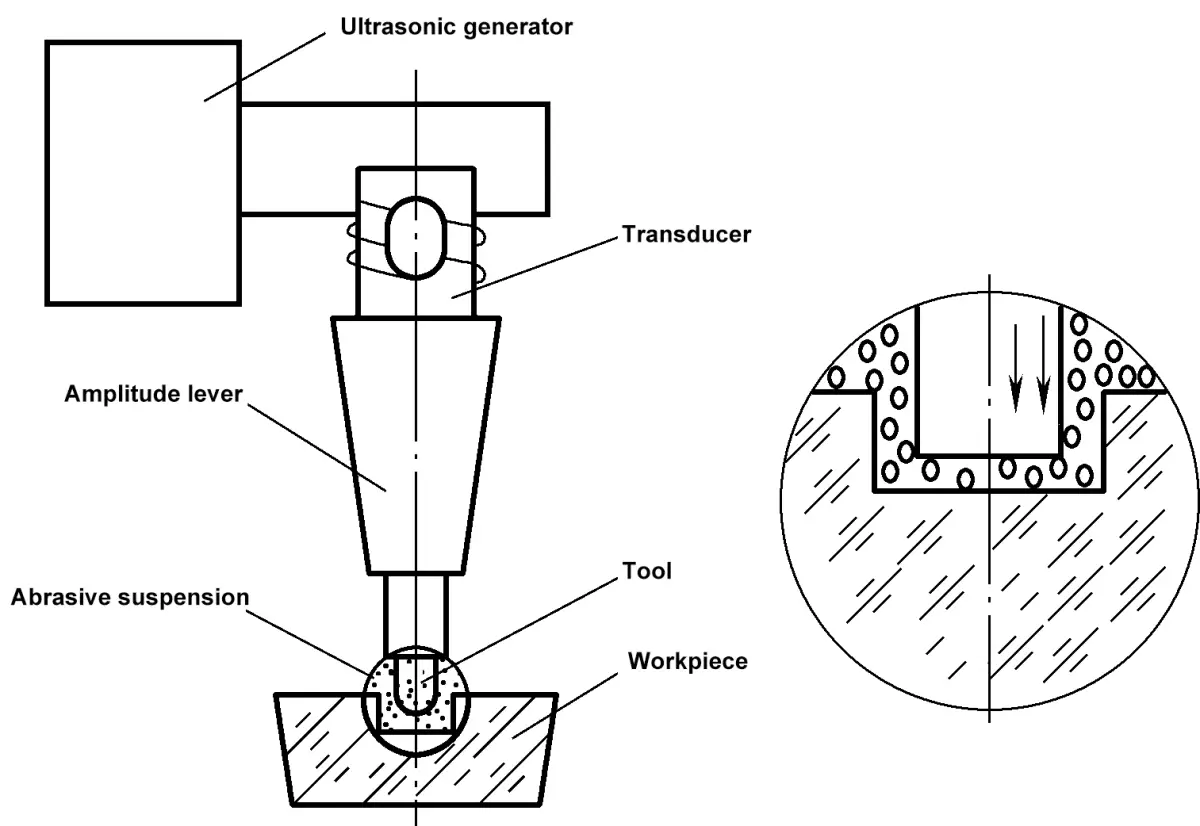
Figure 8-43 Schéma du principe de l'usinage par ultrasons
L'USM est une méthode d'usinage d'une pièce à l'aide de vibrations à haute fréquence sur la face de l'outil et la boue abrasive. Comme le montre la figure 8-43, le générateur d'ultrasons crée des oscillations électriques à haute fréquence qui sont transformées en vibrations mécaniques ultrasoniques de faible amplitude par le transducteur. L'amplitude est ensuite amplifiée à 0,01~0,15 mm par la tige d'amplitude et transférée à l'outil pour le faire vibrer.
Pendant ce temps, la suspension abrasive est injectée en continu entre la pièce et l'outil. La face de l'outil vibrant aux ultrasons martèle continuellement l'abrasif sur la surface de la pièce, pulvérisant le matériau dans la zone d'usinage en fines particules qui sont éliminées par la circulation de la suspension abrasive. L'outil pénètre progressivement dans la pièce, reproduisant sa forme sur la pièce.
(1) Caractéristiques du processus USM
1) Il convient à l'usinage de divers matériaux durs et cassants non conducteurs, tels que le verre, la céramique, les pierres précieuses et le diamant.
2) Il est facile d'usiner diverses formes complexes de trous, de cavités et de surfaces de formage et, avec un outil de forme creuse, il est également possible de réaliser diverses formes de découpage.
3) La force de coupe et l'effet thermique sont faibles, ce qui permet d'usiner des pièces à parois minces, à fentes étroites et d'autres pièces à faible rigidité.
4) L'équipement USM ordinaire est simple.
5) La précision peut atteindre 0,05~0,01mm, et la valeur Ra de la rugosité de surface peut atteindre 0,8~0,1μm, mais le taux de production est relativement faible.
(2) Applications USM
L'USM convient à l'usinage de pièces à parois minces, à fentes étroites et à feuilles minces ; elle est largement utilisée pour le perçage de trous, le découpage, la coupe et la gravure de matériaux durs et fragiles, ainsi que pour l'usinage de filières de tréfilage au diamant ; en combinaison avec d'autres méthodes d'usinage, elle peut également réaliser l'usinage de matériaux composites.
IV. Usinage au laser
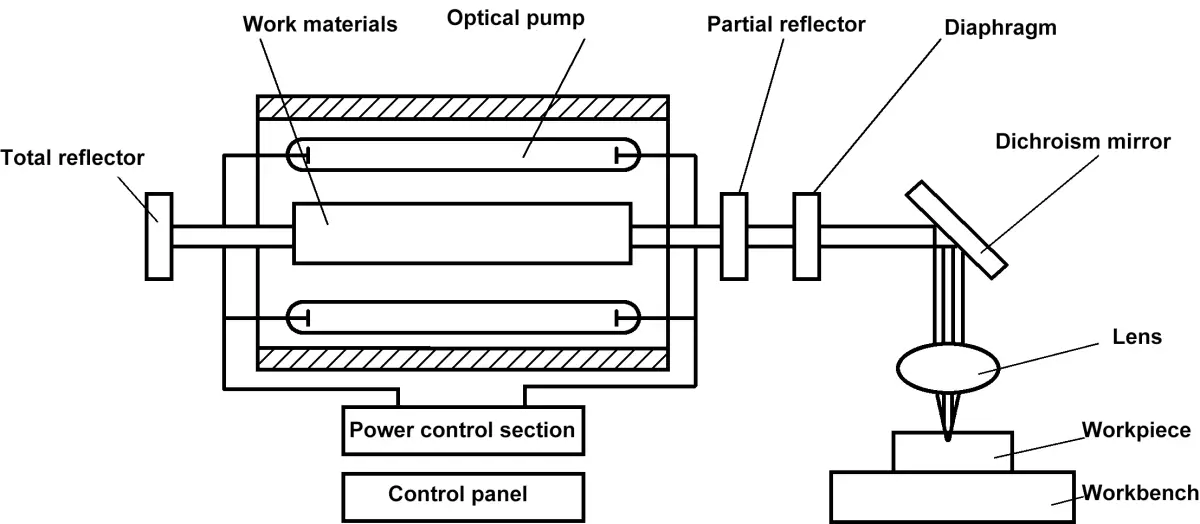
Figure 8-44 Schéma de la génération d'un laser et de son principe de fonctionnement
L'usinage au laser est une méthode d'usinage qui utilise un laser, une lumière cohérente dotée d'une bonne monochromaticité, d'une forte directionnalité et d'une excellente capacité de focalisation. Après la focalisation, la densité de puissance atteint 108~1012W/cm2, et la température atteint plus de 10 000℃.
Le laser irradie le matériau à usiner, le faisant fondre instantanément, voire le vaporisant, et de fortes ondes de choc sont générées, éliminant le matériau de manière explosive. Le principe de fonctionnement de l'usinage au laser est illustré à la figure 8-44.
(1) Caractéristiques du processus d'usinage au laser
1) L'usinage au laser a un temps d'action court, une petite zone affectée par la chaleur, n'est pas affecté par les interférences électromagnétiques et peut pratiquement traiter tous les matériaux métalliques et non métalliques.
2) La vitesse d'usinage est extrêmement élevée, ce qui facilite la production automatisée et les opérations en chaîne d'assemblage, et la déformation thermique est également très faible.
3) Le procédé ne nécessite pas l'utilisation d'outils et constitue une méthode d'usinage sans contact, sans déformation mécanique.
4) Il peut traiter l'air, les gaz inertes ou les milieux optiquement transparents.
5) La précision d'usinage peut atteindre 0,01 mm et la valeur Ra de la rugosité de surface peut atteindre 0,1μm.
(2) Applications de l'usinage au laser
1) L'usinage au laser est principalement utilisé pour l'usinage de petits trous dans des matériaux tels que les filières de tréfilage de diamants, les roulements d'horlogerie et de bijouterie, les céramiques, le verre, les alliages durs et l'acier inoxydable. Le diamètre du trou est généralement de 0,01~1 mm, et le plus petit diamètre peut atteindre 0,001 mm ; le rapport profondeur/diamètre du trou peut atteindre 50~100.
2) L'usinage laser est utilisé pour la découpe, et l'épaisseur du matériau peut atteindre plusieurs dizaines de millimètres. Il peut également couper le filament à l'intérieur d'un tube à vide à travers le verre. Il peut souder à travers le verre, ce qui est difficile à réaliser avec tout autre usinage mécanique. En balayant la surface du matériau de la pièce à usiner à l'aide d'un laser, il est possible d'effectuer un traitement thermique superficiel du matériau, tel que le durcissement au laser de la surface d'un acier à faible teneur en carbone.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure