La forme irrégulière, les angles vifs et les arêtes des pinces en tungstène ont un effet coupant sur le joint soudé, ce qui entraîne une concentration des contraintes et constitue l'une des causes principales de la fissuration.
Le tungstène est donc un défaut relativement grave.
Les pinces en tungstène dans le joint soudé sont un nouveau défaut apparu avec l'adoption du soudage à l'arc avec électrode en tungstène et argon, une méthode de soudage nouvelle et avancée.
Lorsque le courant de soudage est élevé et que le temps de soudage est long, l'électrode de tungstène fond dans le bain de fusion car le tungstène a un point de fusion beaucoup plus élevé que le point de fusion du métal soudé.
Par conséquent, le tungstène se solidifie avant le métal soudé.
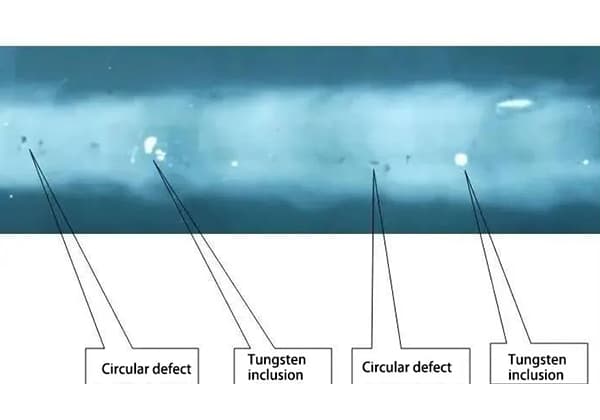
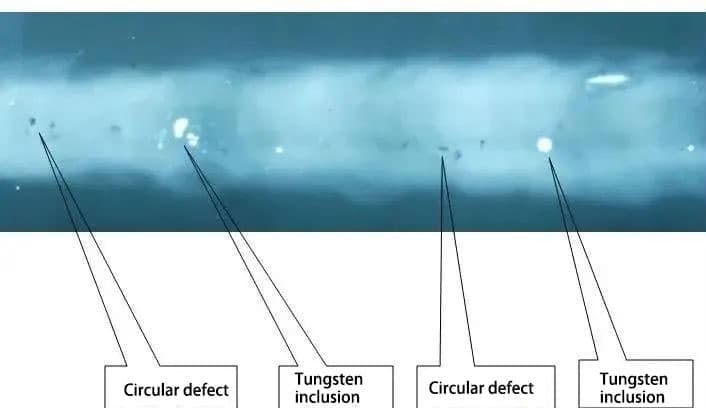
Comme le tungstène se solidifie en forme sphérique ou ellipsoïdale, non seulement il ne provoque pas de concentration de contraintes comme les pores, mais le tungstène s'accroche à la surface du sol. joint soudé peut également résister à une petite quantité de stress.
Par conséquent, les dommages causés par les pinces en tungstène sont plus faibles que ceux causés par les pores et les inclusions de scories.
Cependant, comme le point de solidification du tungstène est beaucoup plus élevé que celui du métal soudé, le tungstène se solidifie avant le métal soudé et ne peut pas se fondre en un tout organique avec le métal soudé.
Par conséquent, la résistance du joint soudé avec des pinces en tungstène est légèrement réduite, de sorte que le tungstène est toujours considéré comme un défaut de soudage.
Cause du défaut de serrage du tungstène dans les joints soudés
1. Facteurs opérationnels
Une mauvaise maîtrise du soudeur et des techniques non qualifiées peuvent entraîner un contact fréquent de l'électrode de tungstène avec la pièce à souder ou le fil d'apport.
Lorsque la position du cordon de soudure est affecté par la position spatiale ou que le pistolet de soudage est obstrué, la difficulté de l'opération sera accrue, ce qui augmentera la probabilité que l'électrode de tungstène touche le bain de fusion ou le fil d'apport.
2. Facteurs de processus
Dans des circonstances où le type et le diamètre de l'électrode de tungstène sont fixes, l'électrode de tungstène a une certaine limite à sa capacité à supporter le courant. Un courant de soudage excessif provoque l'épuisement de l'électrode de tungstène et, en fin de compte, la défectuosité des pinces de tungstène.
Au cours de l'essai sous gaz inerte blindé processus de soudageL'impureté du gaz ou la sélection d'un gaz mixte actif comme gaz protecteur réduira l'effet protecteur, ce qui entraînera un manque de protection de l'électrode de tungstène et, à terme, une oxydation.
Lors du soudage en courant continu, la polarité ou la Soudage TIG dans le demi-cycle négatif du courant alternatif, la température de l'électrode de tungstène augmente, la combustion devient grave et les particules de tungstène pénètrent dans le bain de fusion.
3. Facteurs matériels
Electrode en tungstène thorié : une électrode traditionnelle aux performances de soudage supérieures. Elle ne rompt pas l'arc, n'est pas dispersée, ne flotte pas, n'éclabousse pas, a un arc stable et une résistance aux hautes températures. La tête de l'électrode en tungstène ne s'arrondit pas facilement et sa durée de vie est longue.
Electrode en tungstène zirconé : présente d'excellentes performances de soudage dans des conditions de courant alternatif, en particulier sous un courant de charge élevé, qui ne peuvent être remplacées par d'autres électrodes.
Électrode en tungstène d'yttrium : a un arc élancé, une compression élevée et une profondeur de fusion maximale dans les courants moyens et forts. Il est principalement utilisé dans les industries militaires et aérospatiales.
Electrode en tungstène cériée : a d'excellentes performances en matière d'amorçage d'arc dans des conditions de faible intensité, et présente des courants de maintenance relativement faibles.
Électrode de tungstène au lanthane : peut être utilisé dans des conditions de courant alternatif et de courant continu, présente des courants de tolérance élevés et le taux de brûlure le plus bas.
Electrode en tungstène pur : n'ajoute pas d'oxydes de terres rares, a une capacité d'émission d'électrons minimale et ne convient que pour le soudage sous fortes charges en courant alternatif.
En raison de l'alternance de températures froides et chaudes pendant le soudage, l'angle de l'extrémité de l'électrode de tungstène est faible, ce qui la rend sujette à la concentration de contraintes et à la rupture sous contrainte de l'extrémité de l'électrode de tungstène, entraînant des pinces de tungstène dans le bain de fusion.
Si la surface de l'électrode de tungstène est rugueuse pendant le soudage, l'oxyde généré à haute température peut s'accumuler localement pendant le mouvement vers la pointe, entraînant l'accumulation d'oxydes locaux et la possibilité de fissuration, ce qui se traduit par des pinces de tungstène.
Mesures pour contrôler les défauts des pinces en tungstène dans les joints soudés
(1) Sélectionner strictement le courant de soudage en fonction du type et du diamètre de l'électrode de tungstène utilisée.
(2) Contrôle strict de la pureté de l'inerte. gaz de protection (≥99,9%). Les gaz Ar+O2 ou Ar+CO2 ne peuvent pas être utilisés pour le soudage TIG.
(3) Utiliser des versions courtes soudage à l'arc autant que possible pendant le soudage afin de renforcer l'effet protecteur.
(4) Renforcer les compétences de base du soudeur et contrôler strictement la distance entre l'électrode de tungstène et la pièce à souder afin d'éviter les pinces de tungstène causées par le contact avec la pièce à souder pendant le soudage.
(5) Utilisez la polarité positive du courant continu pour le soudage TIG DC.
(6) Choisissez un débit de gaz raisonnable et utilisez une planche brise-vent dans les endroits extérieurs soumis à des vents forts pendant le soudage.
(7) Contrôler la longueur d'extension de l'électrode de tungstène pendant le soudage. Pour les soudures bout à bout, la longueur d'extension de l'électrode de tungstène est généralement maintenue à 5-6 mm, et pour les soudures d'angleLa longueur d'extension de l'électrode de tungstène est optimale à 7-8 mm.
(8) Utiliser un équipement de meulage spécifique pour meuler l'électrode de tungstène. Pour le soudage à faible courant, affûter une petite électrode de tungstène. serrage Pour le soudage à grand courant, il faut meuler un angle de serrage approprié et meuler l'extrémité pour obtenir un grand angle et un coin arrondi.