I. Qu'est-ce que le chanfreinage ?
Le chanfreinage est le processus de création d'une surface angulaire sur un matériau.
Plus précisément, il s'agit de transformer des arêtes vives en plans angulaires, tels que la face C (carrée) ou la face R (ronde), ou en protubérances en forme de R.
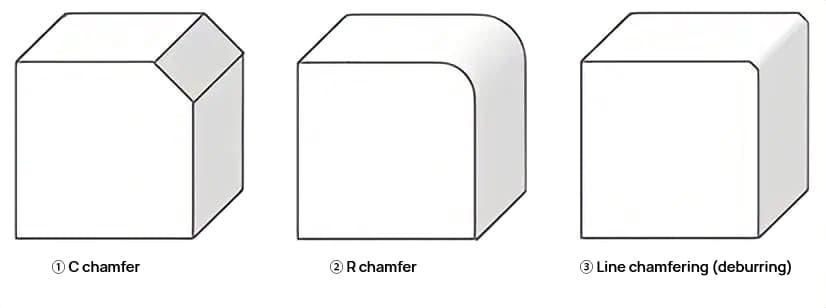
II. Types de chanfreins
- C Chanfreinage
C Le chanfreinage désigne le traitement d'une surface angulaire spécifique sur l'angle d'un matériau. Le terme "chanfreinage" fait souvent référence au chanfreinage de type C.
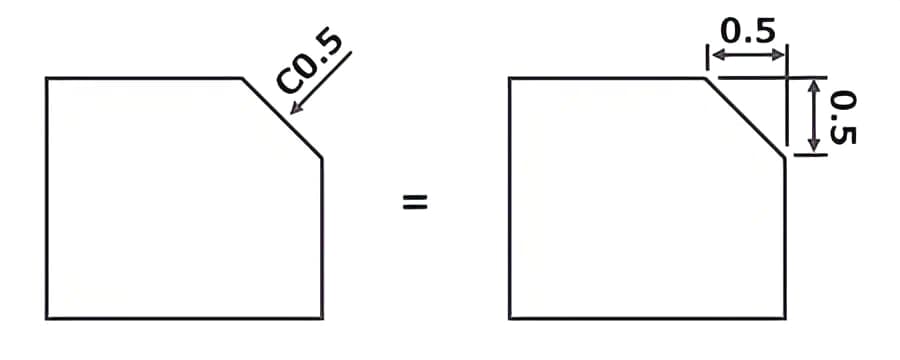
Dans les dessins, il est indiqué ←C0,5 à la position du bord, ou "face non spécifiée C0,5", etc.
Ici, C0,5 fait référence à une surface inclinée de 0,5 mm usinée à 45° du bord. Notez qu'il ne s'agit pas de la longueur de la pente.
- R Chanfreinage
Le chanfreinage R désigne le traitement de l'angle d'un matériau en forme d'arc. Sur le dessin, il est spécifié "doit faire un chanfrein R", etc.
Le "chanfreinage R" est parfois également appelé "traitement R" ou "traitement rond".
- Chanfreinage de la ligne (ébarbage)
Le chanfreinage de ligne désigne le traitement d'une surface invisible à l'œil nu sur le coin d'un matériau.
Le chanfreinage des lignes est généralement considéré comme étant de l'ordre de C0,2~0,3, mais contrairement au chanfreinage C et au chanfreinage R, il n'existe pas de règles claires sur la forme et la taille du chanfrein.
Dans les dessins, il est souvent indiqué "chanfrein d'angle non spécifié" ou "chaque arête doit être exempte de bavures".
III. Objectif du chanfreinage
- Renforcer la sécurité
Après un traitement mécanique, les matériaux peuvent former des angles vifs et des bavures. Toucher ces zones à main nue peut entraîner des coupures de la peau. Le chanfreinage permet d'éliminer les angles vifs et les bavures afin d'améliorer la sécurité.
- Amélioration de la qualité
Si des parties tranchantes ou des bavures subsistent, elles peuvent provoquer des rayures lorsque les pièces entrent en contact les unes avec les autres, ou des bavures peuvent se détacher et causer des problèmes inattendus.
En outre, au cours des processus de découpe et d'emboutissage, les bords de la pièce peuvent se déformer et se déformer en raison de la déformation plastique.
Il existe donc un risque de mauvais ajustement ou d'endommagement des pièces en raison d'un assemblage forcé. Le chanfreinage peut augmenter la probabilité de prévenir ces problèmes.
- Améliorer les performances de l'assemblage
En utilisant la partie chanfreinée comme guide, l'assemblage peut être effectué en douceur.
Lorsqu'une barre ronde traverse un trou, si le diamètre intérieur du trou et le diamètre extérieur de la barre ronde diffèrent légèrement, la barre ne peut pas entrer facilement dans le trou, même avec un léger écart de position ou d'inclinaison.
Après le chanfreinage, l'insertion peut être effectuée dans la plage de chanfreinage.
IV. Méthodes de traitement du chanfreinage
Le chanfreinage peut être réalisé de différentes manières, telles que le fraisage, le tournage, le travail manuel, etc. Nous présentons ici la méthode de traitement du chanfreinage par fraisage.
Le fraisage est un procédé qui consiste à presser une fraise rotative sur une pièce fixée sur une table coulissante.
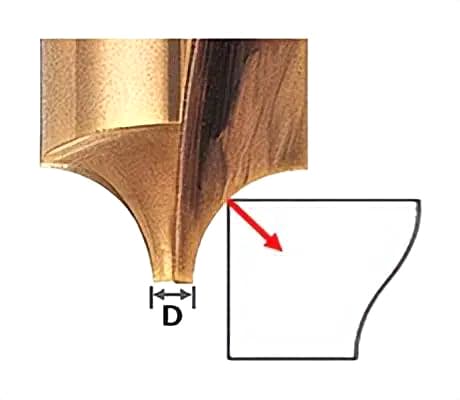
L'utilisation d'une fraise à chanfreiner conçue en fonction de la forme de la pièce à usiner permet de réaliser facilement le chanfreinage.
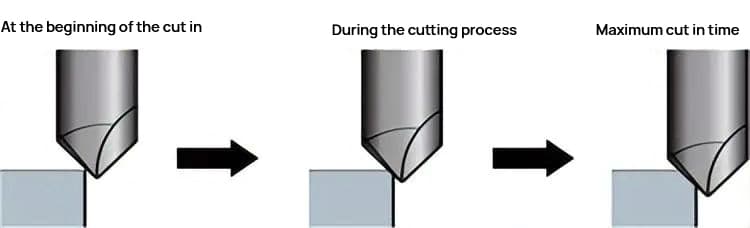
Dans le cas du chanfreinage C, le chanfreinage peut également être réalisé en inclinant l'outil ou la pièce et en utilisant une fraise plate générale.
Les points clés de la transformation sont les deux suivants.
- Il convient de prendre en considération le traitement dans les conditions de profondeur de coupe maximale.
- Si la quantité à couper est importante, il est recommandé de couper par étapes.
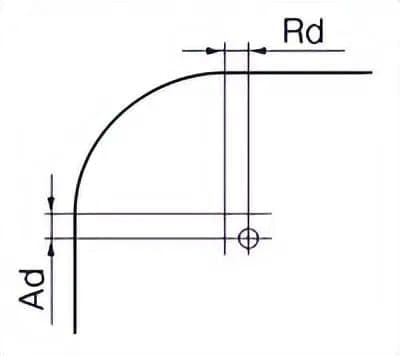
Pour le chanfreinage R, veuillez vous référer à ce qui suit.
Idéalement, la quantité de coupe dans les directions Ad et Rd devrait être à peu près la même.
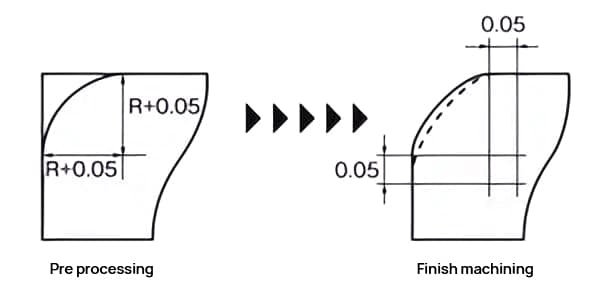
Des profondeurs de coupe différentes doivent être utilisées pour l'ébauche et la finition.
- Ébauche : la profondeur de coupe pour Rd et Ad doit être inférieure à 0,2D (D est le diamètre de l'arête de coupe) en une seule fois. Le processus doit être réalisé en plusieurs étapes. Laisser une marge de finition de 0,05 mm.
- Finition : la profondeur de coupe pour Rd et Ad doit être de 0,05 mm.
V. Annotations de chanfrein
Les composants représentés sur les plans comportent plusieurs types de chanfreins : chanfrein de bord, chanfrein de trou, chanfrein de bout d'arbre et enlèvement de la couche d'ozone. arêtes vives et des bavures.
1. Chanfrein du bord :
Également connu sous le nom de chanfrein d'arête externe. Par exemple, un cube a 12 arêtes externes. Si le plan indique un chanfrein de C0,5, les 12 arêtes doivent être traitées avec un chanfrein de 0,5*45°.
2. Chanfrein du trou :
Cela inclut les trous circulaires et les trous irréguliers. Si le plan indique un chanfrein de 0,5, tous les trous du composant doivent être traités avec un chanfrein de 0,5*45°. Si seule une pièce spécifique est requise, elle doit être clairement identifiée.
3. Chanfrein en bout d'arbre :
Il s'agit du chanfrein aux deux extrémités d'un arbre. Pour les arbres à paliers, s'il doit être spécifié dans le texte, il doit être désigné comme chanfrein d'épaulement de l'arbre. Supposons que le concepteur d'un arbre à paliers exige que tous les épaulements de l'arbre et les deux extrémités de l'arbre aient un chanfrein de 0,5*45°, ce qui peut être écrit comme chanfrein d'extrémité et d'épaulement de l'arbre C0,5.
Note : Si seul le "chanfrein de bout d'arbre C0.5" est écrit, l'absence de chanfrein d'épaulement ne constitue pas un défaut retournable. Si seul le "chanfrein d'épaulement d'arbre C0.5" est écrit, l'absence de chanfrein d'extrémité ne constitue pas un défaut retournable.
4. Chanfreinage de pièces en forme de disque :
Le chanfrein des pièces en forme de disque ne peut pas être écrit comme chanfrein de bout d'arbre. Il doit être dessiné et étiqueté sur le schéma.
5. Chanfreinage des trous filetés et des extrémités des vis :
Il est convenu de chanfreiner à la profondeur du filet et il n'est pas nécessaire de l'expliquer sur le dessin. S'il y a des circonstances particulières, elles doivent être précisées.
6. Ébavurage :
Il s'agit également d'une façon de décrire le chanfreinage, utilisé spécifiquement dans le processus de tôle pièces. Par exemple, il n'est pas approprié de parler de chanfreinage d'une plaque de 1 mm d'épaisseur. Désormais, il est stipulé que le processus de chanfreinage des plaques de moins de 3 mm d'épaisseur, qui est utilisé pour des exigences de toucher lisse, s'appelle l'ébavurage.
7. Utilisé pour les angles de filets :
Le processus utilisé pour l'arrondi des angles doit être écrit sous la forme R<... (Note : du point de vue du processus, prenez une valeur aussi grande que possible pour R) ou pour créer un trou de dégagement.
Remarque : le chanfreinage d'un angle C est moins coûteux que le chanfreinage d'un angle R (pour les contours extérieurs).
Les affirmations suivantes sont correctes :
1. Les dessins indiquent un chanfrein non spécifié de C1, mais nulle part sur les dessins un chanfrein n'est explicitement dessiné ou représenté, ce qui rend la mention d'un chanfrein non spécifié dépourvue de sens. (Ce point doit faire l'objet d'une attention particulière).
2. Les bords des trous et les bords droits des trous carrés dans les pièces ne sont pas considérés comme des chanfreins de texte.
3. En fonction des conditions réelles des pièces, le nombre de chanfreins mentionnés ci-dessus dépasse parfois 12. Par exemple, lorsqu'une rainure est pratiquée dans une plaque, les deux bords de la rainure constituent des chanfreins extérieurs supplémentaires, et le chanfrein original est divisé en plusieurs chanfreins extérieurs par la rainure, tandis que les chanfreins au fond de la rainure ou de l'évidement ne sont pas considérés comme des chanfreins extérieurs.
4. Les chanfreins au fond de la niche ne sont pas considérés comme des chanfreins extérieurs.
5. Le chanfreinage n'est utilisé que pour les chanfreins extérieurs.
6. Si les dessins indiquent un certain nombre de chanfreins, il n'est pas nécessaire de représenter les formes de ces arêtes extérieures chanfreinées dans les dessins. Il en va de même pour les chanfreins des bords des trous ou des extrémités des arbres, ainsi que pour les chanfreins d'épaulement.
7. Les angles aigus ou obtus ne doivent pas être indiqués sur le plan, car les arêtes sont généralement des angles droits (les angles de 90° ne doivent pas être considérés comme des angles aigus).
8. Les chanfreins comprennent également les arêtes extérieures à angles aigus.
9. Pour assurer l'univocité du plan, une vue supplémentaire est souvent dessinée, même si aucune dimension n'y est indiquée.