6 Nouvelles techniques avancées de soudage dans la fabrication moderne
Vous êtes-vous déjà demandé comment sont construits les voitures élégantes, les ponts solides et les avions perfectionnés d'aujourd'hui ? Cet article explore six technologies de soudage de pointe qui révolutionnent la fabrication, du soudage au laser au soudage des métaux par ultrasons. En lisant cet article, vous découvrirez comment ces méthodes améliorent la précision, la vitesse et la résistance dans diverses industries.
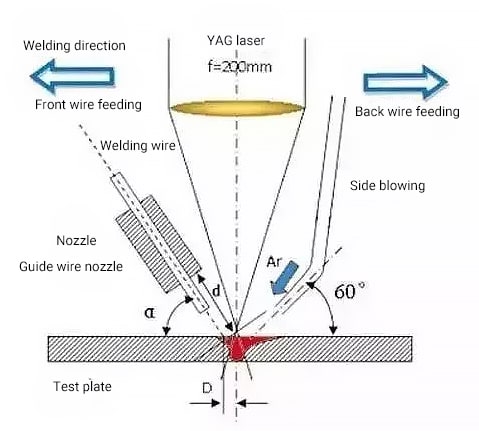
Le soudage au laser utilise le rayonnement laser pour chauffer la surface du matériau, la chaleur étant conduite à l'intérieur par transfert thermique. En contrôlant des paramètres tels que la largeur de l'impulsion laser, l'énergie, la puissance de crête et la fréquence de répétition, un bain de fusion spécifique est formé sur la pièce à usiner.
Soudure par points de l'élément soudé
Soudage laser en continu
Le soudage au laser peut être réalisé à l'aide d'un faisceau laser continu ou pulsé.
Le principe du soudage au laser peut être divisé en deux catégories : le soudage par conduction thermique et le soudage au laser en profondeur. soudage par pénétration.
Soudage par conduction thermique: Se produit lorsque la densité de puissance est inférieure à 1010W cm2.
Soudage laser à pénétration profonde: Se produit lorsque la densité de puissance dépasse 1010W cm2L'oxydation est un procédé qui consiste à former des "trous" dans le métal sous l'effet de la chaleur et qui se caractérise par une vitesse élevée et un rapport profondeur/largeur important.
La technologie du soudage au laser est largement utilisée dans les industries de fabrication de haute précision telles que les automobiles, les navires, les avions et les trains à grande vitesse. Elle a grandement amélioré la qualité de vie des gens et fait entrer l'industrie de l'électroménager dans l'ère de la fabrication de précision.
En particulier, la création par Volkswagen de la technologie de soudage sans soudure de 42 mètres a considérablement amélioré l'intégrité et la stabilité de la carrosserie.
Le groupe Haier, l'un des principaux fabricants d'appareils électroménagers, a lancé avec fierté le premier lave-linge fabriqué à l'aide de la technologie de soudage sans soudure au laser.
La technologie laser avancée peut apporter des changements significatifs dans la vie des gens.
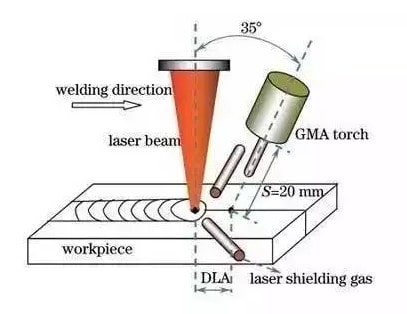
2. Soudage hybride au laser
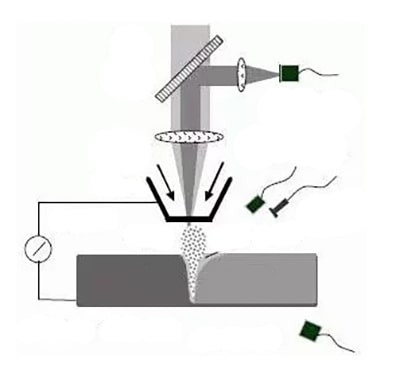
Le soudage hybride laser combine le soudage par faisceau laser et la technologie de soudage MIG (gaz inerte métallique) pour produire des effets de soudage optimaux, caractérisés par des vitesses de soudage rapides et une excellente capacité de pontage de la soudure. Cette méthode tire parti de la précision et de la densité d'énergie élevée du soudage laser, ainsi que de la polyvalence et des capacités des matériaux d'apport du soudage MIG.
Avantages du soudage hybride au laser
Le soudage hybride au laser est actuellement considéré comme l'une des méthodes de soudage les plus avancées en raison de ses nombreux avantages :
Vitesse élevée: La combinaison du laser et du soudage MIG permet des vitesses de soudage plus rapides que les méthodes de soudage traditionnelles.
Déformation thermique minimale: L'apport de chaleur concentré du laser réduit l'apport de chaleur global, minimisant ainsi la déformation thermique.
Petite zone affectée thermiquement (ZAT): Le contrôle précis du laser permet de réduire la zone d'impact, ce qui préserve la structure métallique et les propriétés mécaniques de la soudure.
Excellente qualité de soudure: L'approche hybride améliore la qualité de la soudure en combinant la pénétration profonde du soudage laser avec les capacités du matériau d'apport du soudage MIG.
Applications du soudage hybride par laser
Le soudage hybride au laser est polyvalent et convient à diverses applications au-delà des structures de tôle automobile :
Industrie automobile: Idéal pour le soudage de tôles fines utilisées dans les carrosseries automobiles, offrant une grande précision et une grande résistance.
Pompes à béton et flèches de grues mobiles: L'acier à haute résistance est souvent utilisé dans ces applications, et le soudage hybride au laser réduit la nécessité de recourir à des processus supplémentaires tels que le préchauffage, ce qui permet de réduire les coûts.
Véhicules ferroviaires: Assure la solidité et la durabilité des soudures nécessaires à l'intégrité structurelle des véhicules ferroviaires.
Structures en acier conventionnelles: Applicable dans la construction de ponts, de réservoirs de carburant et d'autres structures en acier, fournissant des soudures robustes et fiables.
3. Soudage par friction-malaxage
Le soudage par friction-malaxage (FSW) est une technique de soudage innovante et très efficace qui utilise la chaleur de friction et la chaleur de déformation plastique comme principales sources de chaleur. Ce procédé est particulièrement remarquable pour sa capacité à assembler des matériaux sans les faire fondre, ce qui permet de préserver leurs propriétés d'origine et de minimiser les défauts.
Aperçu du processus
Dans le procédé FSW, une broche cylindrique ou de forme spéciale, telle qu'un cylindre fileté, est insérée dans le joint de la pièce à usiner. La tête de soudage, qui contient la goupille, tourne à grande vitesse et frotte contre le matériau au niveau du joint. Ce frottement génère de la chaleur, ce qui a pour effet de ramollir le matériau et de le rendre plastique sans qu'il atteigne son point de fusion.
Étapes clés du soudage par friction-malaxage
Serrage: La pièce à usiner doit être solidement fixée à un support pour éviter tout mouvement pendant le processus de soudage.
Insertion et rotation: La tête de soudage tourne à grande vitesse pendant que la goupille est insérée dans le joint. Le joint de la pièce de bord se déplace par rapport à la tête de soudage.
Friction et agitation: La partie saillante de la tête de soudage s'enfonce dans le matériau, créant une friction et remuant le matériau ramolli. L'épaulement de la tête de soudage frotte contre la surface de la pièce, générant une chaleur supplémentaire. Cette action permet d'éviter le débordement de la matière plastique et d'éliminer la pellicule d'oxyde superficielle.
Formation en trou de serrure: À la fin du processus de soudage, un trou de serrure est généralement laissé au point de sortie de la tête de soudage. Ce trou de serrure peut être enlevé ou scellé à l'aide d'une autre méthode de soudage si nécessaire.
Avantages du soudage par friction-malaxage
Soudage de haute qualité: Le FSW produit des soudures solides et de haute qualité avec un minimum de défauts.
Polyvalence: Il peut souder une variété de matériaux différents, y compris les métaux, les céramiques et les plastiques.
Facilité de mécanisation et d'automatisation: Le processus se prête bien à la mécanisation et à l'automatisation, ce qui permet d'obtenir une qualité constante.
Coût-efficacité: Le FSW est une méthode rentable en raison de sa grande efficacité et de son faible taux de défauts.
Applications
Le soudage par friction-malaxage est largement utilisé dans des industries telles que l'aérospatiale, l'automobile, la construction navale et les chemins de fer, où des joints de haute résistance et de haute qualité sont essentiels. Sa capacité à assembler des matériaux dissemblables le rend également précieux dans les applications de fabrication qui nécessitent la combinaison de différentes propriétés de matériaux.
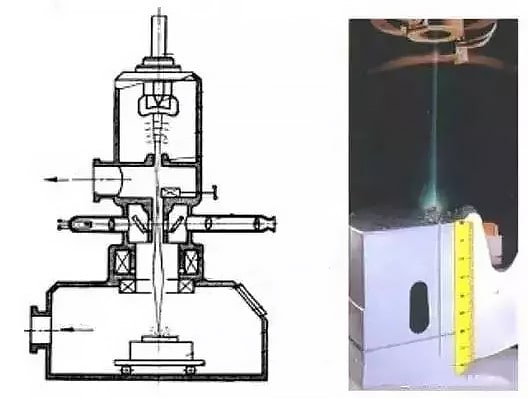
4. Soudage par faisceau d'électrons (EBW)
Le soudage par faisceau d'électrons (EBW) est une technique de soudage sophistiquée qui utilise l'énergie thermique générée par un faisceau d'électrons accéléré et focalisé. Ce faisceau bombarde le matériau à souder, dans un environnement sous vide ou non, afin d'obtenir la soudure souhaitée.
Applications
L'EBW est largement utilisé dans diverses industries de haute précision, notamment :
Aérospatiale
Énergie atomique
Défense nationale et armée
Fabrication d'automobiles
Instruments électriques
Cette technique est privilégiée pour ses nombreux avantages, tels que l'absence d'électrodes, une oxydation réduite, une excellente répétabilité du processus et une déformation thermique minimale.
Principe de fonctionnement
Emission d'électrons: Des électrons sont émis par la cathode du canon à électrons.
Accélération: Sous l'influence d'une tension d'accélération, ces électrons sont accélérés à des vitesses allant de 0,3 à 0,7 fois la vitesse de la lumière, acquérant ainsi une énergie cinétique importante.
Concentration: Le faisceau d'électrons à haute densité est focalisé à l'aide de lentilles électrostatiques et électromagnétiques à l'intérieur du canon à électrons.
Impact et production de chaleur: Lorsque le faisceau d'électrons frappe la surface de la pièce, son énergie cinétique est convertie en énergie thermique, ce qui provoque la fusion et l'évaporation rapides du métal.
Formation en trou de serrure: La vapeur de métal à haute pression crée un petit trou, appelé trou de serrure, à la surface de la pièce.
Formation des soudures: Lorsque le faisceau d'électrons et la pièce se déplacent l'un par rapport à l'autre, le métal liquide s'écoule autour du trou de serrure et se solidifie, formant la soudure à l'arrière du bain de soudure.
Principales caractéristiques
Pénétration et densité de puissance: Le faisceau d'électrons a une forte pénétration et une densité de puissance élevée, ce qui se traduit par un rapport profondeur/largeur important de la soudure, qui peut atteindre 50:1. Cela permet de souder des matériaux de grande épaisseur en une seule passe, avec une épaisseur de soudure maximale de 300 mm.
Accessibilité et rapidité: L'EBW offre une excellente accessibilité et des vitesses de soudage rapides, généralement supérieures à 1m/min.
Zone affectée par la chaleur: Le procédé produit une petite zone affectée par la chaleur, ce qui permet une déformation minimale du soudage et une grande précision structurelle.
Polyvalence: L'énergie du faisceau d'électrons peut être ajustée pour s'adapter à une large gamme d'épaisseurs de métal, de 0,05 mm à 300 mm, sans qu'il soit nécessaire de réaliser une rainure. Cela fait de l'EBW une option polyvalente par rapport aux autres méthodes de soudage.
Compatibilité des matériaux: L'EBW convient au soudage d'une grande variété de matériaux, en particulier les métaux actifs, les métaux réfractaires et les pièces de haute qualité.
5. Soudage de métaux par ultrasons
Le soudage de métaux par ultrasons est une méthode unique et avancée d'assemblage de métaux similaires ou dissemblables en utilisant l'énergie de vibration mécanique de la fréquence ultrasonique. Contrairement aux méthodes de soudage traditionnelles, le soudage métallique par ultrasons ne nécessite pas l'application d'un courant électrique ou d'une source de chaleur à haute température sur la pièce à usiner.
Principe de fonctionnement
Dans le soudage des métaux par ultrasons, sous pression statique, l'énergie de vibration du transducteur à ultrasons est convertie en travail de friction, en énergie de déformation et en une augmentation limitée de la température. Ce processus entraîne une liaison métallurgique entre les joints, créant une soudure à l'état solide sans faire fondre les métaux de base. Les vibrations mécaniques provoquent le frottement des surfaces métalliques l'une contre l'autre, décomposant les oxydes de surface et les contaminants, et permettant aux surfaces métalliques propres de se lier au niveau moléculaire.
Avantages
Le soudage de métaux par ultrasons présente plusieurs avantages :
Vitesse: Le processus de soudage est rapide, souvent réalisé en une fraction de seconde.
Efficacité énergétique: Il consomme moins d'énergie que les méthodes de soudage traditionnelles.
Haute résistance à la fusion: Les soudures produites sont solides et durables.
Bonne conductivité: Le processus maintient la conductivité électrique et thermique des matériaux.
Manque d'étincelles: Il n'y a pas d'étincelles, ce qui le rend plus sûr et plus propre.
Transformation à froid: Le processus est similaire au travail à froid, qui minimise la distorsion thermique et les contraintes résiduelles.
Applications
Cette technique de soudage est polyvalente et peut être utilisée pour :
Soudage par point unique: Idéal pour les petites soudures précises.
Soudage par points multiples: Convient aux applications nécessitant plusieurs points de soudure.
Soudage en bandes courtes: Efficace pour assembler de courtes longueurs de bandes métalliques.
Les matériaux couramment soudés par ultrasons sont les suivants :
Cuivre
Argent
Aluminium
Nickel
Autres fils ou feuilles non ferreux
La technologie est largement utilisée dans diverses industries pour des applications telles que :
Soudage des fils du SCR (redresseur contrôlé au silicium)
Fusibles
Fils électriques
Pile au lithium pièces polaires
Cosses de poteau
Limites
Malgré ses avantages, le soudage des métaux par ultrasons présente certaines limites :
Épaisseur: Les pièces métalliques soudées ne doivent généralement pas dépasser 5 mm d'épaisseur.
Taille du point de soudure: Le point de soudure ne doit pas être trop grand.
Pression requise: Une pression adéquate doit être appliquée pour obtenir une soudure réussie.
6. Soudage bout à bout par étincelage
Le soudage bout à bout par étincelage est une technique de soudage spécialisée utilisée pour assembler deux pièces métalliques en les chauffant par résistance électrique, puis en appliquant une pression pour les forger l'une à l'autre. Cette méthode est particulièrement efficace pour assembler des métaux à forte conductivité électrique et est largement utilisée dans diverses applications industrielles, notamment la fabrication de voies ferrées, de tuyaux et de composants structurels.
Principe du soudage bout à bout par étincelage
Le principe du soudage bout à bout par étincelage consiste à utiliser une machine à souder bout à bout pour mettre en contact les deux extrémités des pièces métalliques. Voici une description détaillée du procédé :
Premier contact et chauffage:
Les deux pièces métalliques à souder sont maintenues en place par deux électrodes de serrage, qui sont reliées à une source d'énergie.
Une faible tension et un courant élevé sont appliqués, ce qui provoque l'échauffement du métal au point de contact en raison de la résistance électrique.
Lorsque la pince mobile est déplacée, les deux faces des pièces entrent légèrement en contact, ce qui les électrise et les chauffe.
Formation de l'éclair:
Sous l'effet de la chaleur, le métal au point de contact atteint un état de fusion, ce qui entraîne la formation d'une étincelle ou d'un éclair lorsque le métal liquide explose.
Cette action de clignotement se poursuit au fur et à mesure que l'appareil mobile avance, chauffant davantage les deux extrémités des pièces.
Forgeage et soudage:
Lorsque le métal atteint la température souhaitée et est suffisamment ramolli, les extrémités des deux pièces sont extrudées ensemble.
La puissance de soudage est coupée et une pression axiale est appliquée rapidement pour forger les pièces ensemble et solidifier le joint.
La résistance du joint permet de maintenir la chaleur, ce qui garantit une soudure solide.
Description détaillée du processus
Application de serrage et d'alimentation:
Les pièces métalliques sont solidement maintenues par des électrodes de serrage.
L'alimentation électrique est activée et un courant élevé traverse le point de contact, générant une chaleur de résistance.
Chauffage et formation de flashs:
Le léger contact initial entre les pièces métalliques provoque un échauffement localisé.
Lorsque le métal se réchauffe et atteint un état de fusion, un éclair se produit en raison de la nature explosive du métal liquide au point de contact.
Ce clignotement se poursuit au fur et à mesure de l'avancement de la pince mobile, ce qui garantit que les deux extrémités sont chauffées de manière adéquate.
Forgeage final et solidification:
Lorsque la température optimale est atteinte, la puissance de soudage est coupée.
Une pression axiale est appliquée pour forger les pièces métalliques ensemble, créant ainsi un joint de soudure solide et résistant.
Exemple : Soudage bout à bout par étincelage de l'acier
Dans le cas du soudage par étincelage de l'acier, le processus consiste à insérer deux barres d'acier dans une jonction. Le courant de soudage qui traverse le point de contact génère une chaleur de résistance qui fait fondre le métal et produit une forte étincelle. Cette étincelle libère des molécules à l'état de traces et s'accompagne souvent d'une odeur âcre. Le processus de soudage s'achève par l'application rapide d'une force de forgeage, ce qui permet d'obtenir une soudure robuste et durable.
Avantages du soudage bout à bout par étincelage
Articulations de haute qualité: Produit des soudures solides et fiables avec d'excellentes propriétés mécaniques.
Efficacité: Le processus est relativement rapide et peut être automatisé pour des taux de production élevés.
Polyvalence: Convient à une large gamme de métaux et d'applications, y compris les projets industriels à grande échelle.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez que la chaîne de production de votre usine s'arrête soudainement en raison d'une fuite dans une canalisation cruciale. Comment la réparer sans risquer d'aggraver les dommages ou les temps d'arrêt ? Cette...
Pourquoi le brasage du carbure cémenté pose-t-il un tel défi ? Cet article aborde les bases du brasage de ce matériau incroyablement dur, en détaillant les processus, les matériaux et les techniques nécessaires pour obtenir des...
Saviez-vous que le soudage peut laisser des tensions cachées qui affaiblissent les structures ? Cet article explore six méthodes efficaces pour éliminer les contraintes résiduelles du soudage, garantissant ainsi la durabilité et la sécurité des...
Vous êtes-vous déjà demandé pourquoi les fils de soudure en alliage d'aluminium sont si essentiels pour obtenir des soudures solides, légères et résistantes à la corrosion ? Cet article se penche sur les propriétés de trois fils de soudure en alliage d'aluminium...
Pourquoi certaines constructions de barres d'armature échouent-elles malgré une planification méticuleuse ? Les défauts de soudage peuvent être à l'origine de problèmes structurels importants. Cet article examine six défauts de soudage courants dans la construction de barres d'armature,...
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Faites passer votre entreprise à la vitesse supérieure