Vous êtes-vous déjà interrogé sur le monde fascinant du moulage ? Ce processus de fabrication ancien, mais en constante évolution, façonne notre vie quotidienne d'innombrables façons. Dans cet article de blog, nous allons explorer les différents types de techniques de moulage utilisées pour créer des pièces métalliques complexes avec précision et efficacité. Du moulage au sable traditionnel au moulage sous pression avancé, chaque méthode offre des avantages uniques pour différentes applications. Rejoignez-nous pour explorer les subtilités de ce processus de fabrication essentiel et découvrir comment il continue à stimuler l'innovation dans tous les secteurs.
Le moulage est un processus de fabrication fondamental dans lequel un matériau liquide est versé dans un moule avec une cavité creuse de la forme souhaitée, puis on le laisse se solidifier. La pièce solidifiée, appelée pièce moulée, est éjectée ou démoulée pour achever le processus.
Il existe plusieurs types de procédés de moulage, chacun ayant ses propres caractéristiques, avantages et inconvénients. On peut les classer en deux grandes catégories : le moulage en sable et le moulage spécial.
1. Moulage en sable
Le moulage en sable est l'une des méthodes de moulage les plus courantes et les plus polyvalentes. Elle consiste à créer un moule à partir de sable et à verser du métal en fusion dans la cavité. Il existe trois principaux types de moulage en sable :
1.1 Coulée en sable par voie humide
Définition: Utilise du sable mélangé à de l'eau et de l'argile pour former le moule.
Caractéristiques: Le moule est humide lorsque le métal est coulé.
Avantages: Rentable, adapté aux grandes pièces moulées et sable réutilisable.
Inconvénients: Précision et finition de surface limitées, risque de défauts liés à l'humidité.
1.2 Coulée en sable à sec
Définition: Utilise du sable qui est séché avant de couler le métal en fusion.
Caractéristiques: Le moule est cuit pour éliminer l'humidité.
Avantages: Meilleure précision dimensionnelle et meilleur état de surface que le moulage au sable humide.
Inconvénients: Coût plus élevé en raison du processus de séchage, temps de production plus long.
1.3 Moulage en sable à durcissement chimique
Définition: Utilise du sable lié chimiquement pour former le moule.
Caractéristiques: Le sable est mélangé à des liants chimiques qui durcissent le moule.
Avantages: Moules à haute résistance, excellente précision dimensionnelle et finition de surface.
Inconvénients: Plus coûteux que le moulage en sable traditionnel, manipulation complexe de produits chimiques.
2. Moulage spécial
Les procédés de moulage spéciaux utilisent différents matériaux et techniques pour créer des moules et des pièces moulées. Ils peuvent être divisés en deux catégories principales en fonction du matériau de modélisation :
2.1 Coulée à base de sable minéral naturel
Moulage à la cire perdue: Utilise un modèle en cire recouvert d'un matériau réfractaire pour former un moule. Haute précision et excellent état de surface, mais coûteux et long.
Moulage d'argile: Utilise l'argile comme principal matériau de moulage. Convient aux objets artistiques et décoratifs, mais limité à la production à petite échelle.
Moulage de la carapace: Il s'agit de créer une fine couche de sable et de résine autour d'un modèle. Elle offre une bonne finition de surface et une bonne précision dimensionnelle, mais elle est limitée aux petites pièces.
Coulée par pression négative: Utilise le vide pour aspirer le métal en fusion dans le moule. Permet d'obtenir d'excellents détails et de réduire la porosité, mais nécessite un équipement spécialisé.
Moulage intégral: Utilise un modèle de mousse qui se vaporise lorsque le métal en fusion est versé. Ce procédé est simple et rentable, mais il peut produire des défauts liés au gaz.
Moulage en céramique: Utilise des matériaux céramiques pour créer le moule. Convient aux alliages à haute température et permet d'obtenir un excellent état de surface, mais il est coûteux.
2.2 Moulage à base de métal
Moulage de métaux: L'utilisation de moules métalliques, également appelés matrices, pour créer des pièces moulées. Haute précision et finition de surface, mais limitée à la production de grands volumes en raison du coût des moules.
Moulage sous pression (moulage sous pression): Le métal en fusion est introduit dans un moule sous haute pression. Excellente précision dimensionnelle et finition de surface, mais limitée aux métaux non ferreux.
Coulée continue: Le métal en fusion est versé en continu dans un moule et solidifié. Convient à la production de grandes longueurs de matériaux, mais limitée à des formes spécifiques.
Coulée à basse pression: Utilise une faible pression pour remplir le moule de métal en fusion. Réduit les turbulences et améliore la qualité, mais nécessite un équipement spécialisé.
Moulage centrifuge: Utilise la force centrifuge pour répartir le métal en fusion dans le moule. Idéal pour les pièces cylindriques, il permet d'obtenir une densité de matériau élevée, mais il est limité à des géométries spécifiques.
Il est essentiel de comprendre les différents procédés de moulage pour choisir la méthode appropriée à une application spécifique. Chaque procédé présente un ensemble unique de caractéristiques, d'avantages et d'inconvénients, ce qui le rend adapté à différents types de produits et d'échelles de production. En explorant ces procédés en détail, vous pouvez prendre des décisions éclairées pour optimiser l'efficacité de la fabrication et la qualité du produit.
Les différents types de moulage expliqués
1. Moulage au sable
Qu'est-ce que le moulage au sable ?
Le moulage au sable est une méthode polyvalente et largement utilisée pour produire des pièces métalliques en créant un moule à partir d'un mélange de sable. Ce procédé permet de produire des pièces moulées à partir de divers métaux, notamment l'acier, le fer et la plupart des alliages non ferreux. Il est particulièrement apprécié pour sa capacité à créer des formes complexes et des cavités intérieures compliquées.
Processus technologique
Le processus de moulage en sable comprend plusieurs étapes clés :
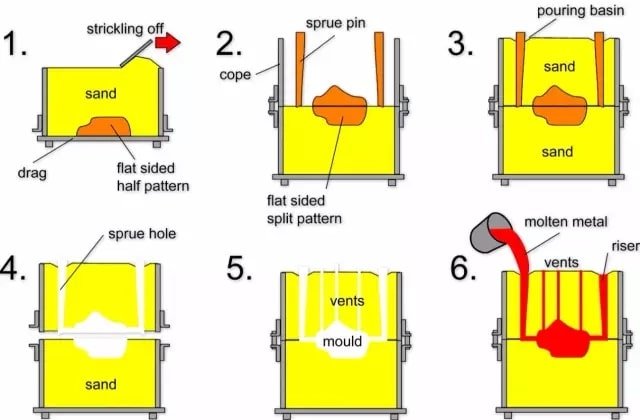
Création de patrons: Un modèle, généralement en bois, en métal ou en plastique, est créé dans la forme de la pièce souhaitée.
Fabrication de moules: Le modèle est placé dans un récipient et rempli de sable pour former un moule. Le sable est mélangé à un liant pour l'aider à conserver sa forme.
Fabrication des noyaux: Si le moulage nécessite des cavités internes, des noyaux en sable sont placés à l'intérieur du moule.
Assemblage du moule: Les moitiés du moule sont assemblées et les noyaux nécessaires sont placés à l'intérieur.
Verser: Le métal en fusion est versé dans la cavité du moule par l'intermédiaire d'un système de fermeture.
Refroidissement: On laisse le métal refroidir et se solidifier dans le moule.
Secousses: Le moule en sable est brisé et la pièce moulée est retirée.
Nettoyage: La pièce moulée est nettoyée afin d'éliminer tout résidu de sable, de calamine ou d'excès de métal.
L'inspection: La pièce moulée est inspectée pour vérifier qu'elle ne présente pas de défauts et que ses dimensions sont exactes.
Procédé de moulage en sable
Caractéristiques techniques
Le moulage en sable présente plusieurs caractéristiques notables :
Formes complexes: Il est bien adapté à la production de pièces à géométrie complexe et aux cavités intérieures compliquées.
Adaptabilité: Le moulage en sable peut être utilisé avec une large gamme de métaux et d'alliages, ce qui le rend très adaptable.
Rentabilité: Le procédé est relativement peu coûteux, en particulier pour les petites séries ou les pièces sur mesure.
Flexibilité des matériaux: C'est le seul procédé viable pour produire des pièces ou des ébauches à partir de matériaux peu plastiques, comme la fonte.
Applications
Le moulage en sable est largement utilisé dans diverses industries en raison de sa polyvalence et de sa rentabilité. Les applications les plus courantes sont les suivantes
Industrie automobile: Blocs moteurs, culasses et vilebrequins.
Industrie aérospatiale: Composants structurels et boîtiers.
Machines: Boîtes de vitesses, corps de pompe et corps de vanne.
La construction: Composants et accessoires architecturaux.
En résumé, le moulage en sable est une méthode très adaptable et rentable pour produire des pièces métalliques moulées aux formes complexes et aux détails compliqués. Sa capacité à travailler avec une large gamme de matériaux en fait un processus essentiel dans de nombreuses applications industrielles.
2. Moulage à la cire perdue
Qu'est-ce que la fonderie de précision ?
Le moulage à la cire perdue est un procédé de moulage de précision qui consiste à créer un modèle à partir d'un matériau fusible, généralement de la cire. Ce modèle est ensuite enfermé dans plusieurs couches de matériaux réfractaires pour former un moule. Une fois le moule créé, le modèle est fondu, laissant une cavité exempte de surfaces de séparation. Le moule est ensuite cuit à haute température pour éliminer toute cire restante et renforcer le moule. Enfin, le métal en fusion est versé dans la cavité pour créer le moulage final.
Processus technologique
Le processus de moulage à la cire perdue comporte plusieurs étapes clés :
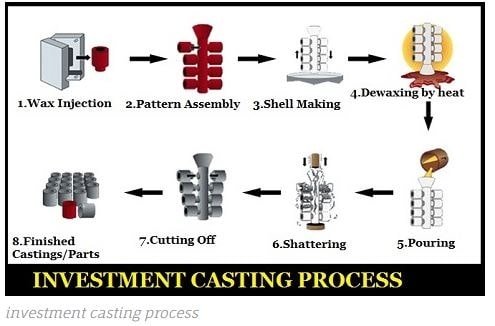
Création de motifs: Un modèle en cire est réalisé, qui est une réplique exacte du produit final.
Assemblée: Les modèles en cire sont fixés à une tige centrale en cire pour former un assemblage en forme d'arbre.
Bâtiment de la coquille: L'assemblage est plongé à plusieurs reprises dans une pâte céramique et recouvert de sable fin pour former une coque épaisse et dure.
Décirage: La coquille en céramique est chauffée pour faire fondre et évacuer la cire, laissant un moule creux.
Préchauffage: Le moule est ensuite chauffé afin d'éliminer toute cire résiduelle et de le préparer à la coulée du métal.
Casting: Le métal en fusion est versé dans le moule préchauffé.
Refroidissement: On laisse le moule refroidir et se solidifier.
Retrait de la coquille: La coquille en céramique est brisée pour révéler la pièce en métal coulé.
Finition: La pièce moulée est découpée de la carotte et toutes les opérations de finition nécessaires, telles que le meulage ou l'usinage, sont effectuées.
Processus de moulage à la cire perdue
Avantages
Grande précision dimensionnelle et géométrique: Le moulage à la cire perdue permet de produire des pièces aux tolérances serrées et aux détails complexes.
Excellent état de surface: Le procédé permet d'obtenir des pièces dont la rugosité de surface est élevée, ce qui réduit la nécessité d'une finition supplémentaire.
Formes complexes: Il permet de couler des géométries complexes qui seraient difficiles ou impossibles à réaliser avec d'autres méthodes de coulée.
Polyvalence des matériaux: Une large gamme d'alliages peut être coulée, y compris ceux qui sont difficiles à usiner.
Inconvénients
Procédures compliquées: Le processus comporte plusieurs étapes et nécessite un contrôle minutieux à chaque étape.
Coût élevé: En raison de la complexité et de la forte intensité de main-d'œuvre du processus, le moulage à la cire perdue peut être plus coûteux que d'autres méthodes de moulage.
Applications
Le moulage à la cire perdue est particulièrement adapté à la production de petites pièces de forme complexe et de haute précision. Il est largement utilisé dans des industries telles que l'aérospatiale, l'automobile et les appareils médicaux. Les applications les plus courantes sont les suivantes
Aubes de moteur à turbine: Ces pièces nécessitent une grande précision et des géométries complexes.
Implants médicaux: Le moulage à la cire perdue permet de produire des composants complexes et biocompatibles.
Bijoux: Ce procédé est idéal pour créer des motifs détaillés et délicats.
Composants automobiles: Les pièces de haute précision telles que les engrenages et les composants de moteur sont souvent moulées à la cire perdue.
Le moulage à la cire perdue reste un processus vital dans la fabrication moderne, fournissant des composants précis et de haute qualité pour une variété d'applications.
3. Moulage en argile
Le moulage en argile est un procédé de moulage traditionnel qui utilise l'argile comme matériau principal pour créer des moules destinés à la production de diverses pièces moulées. Cette méthode a une importance historique et est utilisée depuis des siècles, en particulier en Chine, où elle est reconnue comme l'une des premières technologies de moulage connues.
Matériaux et procédés
Pour que le moule d'argile ait une forte force de cohésion, l'argile est mélangée à de l'eau et à divers matériaux organiques et inorganiques. Ces matériaux sont les suivants
Enveloppe de riz et gazon de riz: Ces sous-produits agricoles contribuent à lier l'argile et à améliorer son intégrité structurelle.
Fumier de cheval: La matière organique comme le fumier de cheval aide à créer une structure poreuse dans le moule.
Cendre de paille: Ce matériau contribue à la dureté et à la durabilité du moule.
Une fois mélangée, l'argile est soumise à un processus de séchage à l'air ou au soleil. Cette phase de séchage est cruciale car elle solidifie le moule, le rendant dur et durable. Le moule d'argile qui en résulte présente des pores de sortie d'air, qui sont essentiels pour évacuer les gaz pendant le processus de moulage.
Caractéristiques des moules
Texture de la surface: La surface du moule en argile est fine et uniforme, ce qui permet d'obtenir une finition lisse du produit moulé.
Texture interne: La texture centrale du moule est plus grossière, ce qui lui confère la force et la rigidité nécessaires.
Matériel supplémentaire: Pour améliorer les propriétés du moule, il est possible d'y ajouter des matériaux tels que du sable, du laitier de cuve et des briques cassées. Ces ajouts permettent d'améliorer la résistance thermique et la durabilité globale du moule.
Réutilisation
L'un des avantages notables du moulage en argile est la réutilisation du moule. Le moule en argile peut être utilisé plusieurs fois, ce qui en fait un moule semi-permanent. Cette caractéristique en fait un choix économique et efficace pour les processus de moulage.
Importance historique
Le moulage en argile occupe une place prépondérante dans l'histoire de la fabrication, en particulier en Chine. Il témoigne de l'ingéniosité et de l'ingéniosité des premiers métallurgistes qui ont mis au point cette méthode pour produire une variété d'objets métalliques.
Applications
Bien que les techniques modernes de moulage aient évolué, le moulage en argile est toujours apprécié pour sa simplicité et son efficacité dans certaines applications. Il est particulièrement utile pour la production à petite échelle et dans les domaines où les méthodes traditionnelles sont privilégiées.
Le moulage en argile témoigne de l'héritage durable des techniques de fabrication traditionnelles. Grâce à l'utilisation de matériaux facilement disponibles et de procédés simples, il constitue une méthode fiable de production de pièces moulées depuis des siècles. Son importance historique et ses avantages pratiques continuent d'en faire une méthode de moulage précieuse dans des contextes spécifiques.
4. Moulage en coquille
Le moulage en coquille est un procédé de moulage de précision qui permet de produire des pièces moulées de haute qualité à l'aide de moules en coquille minces. Cette méthode a été inventée par Johannes Croning en 1943 et a été utilisée pour la première fois en Allemagne en 1944. Depuis sa création, cette technique a été largement adoptée par diverses industries dans le monde entier en raison de son efficacité et de sa capacité à produire des pièces moulées complexes et précises.
Aperçu du processus
Le processus de moulage en coquille comprend plusieurs étapes clés :
Préparation du modèle: Un modèle métallique, généralement en fer ou en acier, est chauffé à une température comprise entre 180 et 280°C.
Application du sable de moulage: Du sable de moulage durci à la chaleur, généralement enrobé de résine phénolique, est appliqué sur le modèle chauffé. On obtient ainsi un moule à coquille mince d'une épaisseur généralement comprise entre 6 et 12 mm.
Le traitement de la moisissure: Le moule est ensuite chauffé pour solidifier le sable enrobé de résine, ce qui confère à la coquille la solidité et la rigidité nécessaires.
Assemblage des coquilles de moules: Les coquilles supérieure et inférieure du moule sont serrées ou collées ensemble à l'aide de résine, formant ainsi un moule complet sans avoir besoin d'un bac à sable traditionnel.
Fabrication des noyaux: Les noyaux, si nécessaire, peuvent également être fabriqués à l'aide du même processus de moulage de la carapace. La méthode de soufflage est couramment employée pour fabriquer des noyaux de coquilles minces.
Avantages du moulage en coquille
Précision et exactitude: Le procédé permet de produire des pièces moulées avec des détails fins et des tolérances serrées.
Finition de la surface: Les pièces coulées à l'aide de moules en coquille présentent généralement une finition de surface supérieure à celle des pièces coulées à l'aide des méthodes traditionnelles de moulage en sable.
Efficacité: Les moules à coquille mince nécessitent moins de matériaux et d'énergie, ce qui rend le processus plus efficace et plus rentable.
Polyvalence: Le moulage en coquille peut être utilisé pour une large gamme de métaux, y compris les alliages ferreux et non ferreux.
Applications
Le moulage en coquille est largement utilisé dans les industries où la précision et les finitions de surface de haute qualité sont essentielles. Les applications les plus courantes sont les suivantes
Industrie automobile: Composants de moteur, pièces de transmission et autres pièces automobiles essentielles.
Industrie aérospatiale: Composants de précision nécessitant une résistance et une fiabilité élevées.
Industrie des machines-outils: Pièces complexes et détaillées pour diverses machines.
Le moulage en coquille est une méthode de moulage très efficace et précise qui a contribué à faire progresser les capacités de fabrication dans diverses industries. Sa capacité à produire des pièces moulées détaillées et de haute qualité avec d'excellents états de surface en fait un choix privilégié pour de nombreuses applications.
5. Moulage en céramique
Le moulage en céramique est une méthode de moulage sophistiquée qui utilise une boue céramique pour produire des pièces moulées de haute qualité. Cette technique est particulièrement appréciée pour sa capacité à créer des formes précises et complexes avec d'excellents états de surface. Entrons dans les détails de ce processus de moulage.
Composition de la boue céramique
La boue céramique utilisée dans cette méthode de coulée est composée de.. :
Hydrolysat de silicate d'éthyle: Agit comme un liant.
Sables fins réfractaires: Il s'agit de matériaux tels que le quartz fondu, le zircon et le corindon. Ces sables sont choisis pour leur texture pure et leur grande stabilité thermique, qui sont cruciales pour maintenir l'intégrité du moule à des températures élevées.
Catalyseurs pour la gélification
Pour accélérer le processus de gélification de la pâte céramique, des catalyseurs tels que l'hydroxyde de calcium ou l'oxyde de magnésium sont souvent ajoutés. Ces catalyseurs contribuent à la prise rapide de la suspension, ce qui permet au moule d'être prêt pour les étapes suivantes dans un délai plus court.
Aperçu du processus
En raison des similitudes de composition et d'aspect entre les matériaux réfractaires utilisés et les céramiques traditionnelles, ce processus est souvent appelé "moulage de type céramique". Le moulage en céramique est une technologie avancée qui a évolué par rapport au moulage en sable traditionnel et qui offre une précision et une qualité de surface accrues.
Types de moulage en céramique
Il existe deux méthodes principales de moulage de la céramique :
1. Fabrication de moules à l'aide d'un bac à sable
Application: La pâte céramique est appliquée sur une plaque de moulage.
Revêtement: Le bac à sable est recouvert de la boue.
Verser: La boue ajustée est versée dans le bac à sable.
Collage et durcissement: On laisse le moule se coller et durcir.
Pâtisserie: Le moule est ensuite cuit à haute température pour former le moule de coulée final.
Cette méthode est particulièrement utile pour créer des moulages détaillés et complexes.
2. Production de moules à l'aide d'une douille
Comblement des lacunes: La pâte céramique est versée dans l'espace entre la bague et le modèle.
Matériau de la bague: La bague peut être en sable ou en métal.
Efficacité: Cette méthode est efficace car elle permet d'économiser une quantité importante de boue céramique.
Cette technique est largement utilisée dans la production en raison de son efficacité matérielle et de sa rentabilité.
Avantages du moulage en céramique
Précision: Permet de créer des formes complexes et détaillées.
Finition de la surface: Produit des pièces moulées avec d'excellents états de surface.
Stabilité thermique: La grande stabilité thermique des matériaux réfractaires garantit l'intégrité du moule à des températures élevées.
Efficacité des matériaux: L'utilisation de bagues permet de réduire considérablement la quantité de boue céramique nécessaire.
Le moulage en céramique représente une avancée significative dans la technologie du moulage, offrant de nombreux avantages par rapport aux méthodes traditionnelles. Sa capacité à produire des pièces moulées de haute précision et de grande qualité en fait un procédé inestimable pour diverses applications industrielles. En comprenant la composition, les catalyseurs et les méthodes utilisées, les fabricants peuvent utiliser efficacement cette technologie pour obtenir des résultats de moulage supérieurs.
6. Moulage de métaux
Le moulage de métaux, également connu sous le nom de moulage en dur, est un processus très efficace dans lequel du métal liquide est versé dans un moule métallique pour créer des pièces moulées. Le moule, généralement en acier ou en fonte, peut être réutilisé plusieurs fois, souvent pour des centaines ou des milliers de cycles, ce qui en fait une méthode rentable pour la production de masse.
Avantages du moulage de métaux
Réutilisation: Les moules métalliques sont durables et peuvent être utilisés à plusieurs reprises, ce qui réduit le coût par pièce au fil du temps.
Précision: Les moules métalliques offrent une grande précision dimensionnelle et une excellente finition de surface, ce qui réduit la nécessité d'un usinage supplémentaire.
Vitesse de production: Le procédé permet des cycles de production rapides, ce qui est avantageux pour la fabrication en grande série.
Limites du moulage métallique
Malgré ses avantages, le moulage de métaux présente certaines limites :
Restrictions matérielles: Si les métaux non ferreux tels que l'aluminium, le magnésium et le zinc sont couramment utilisés, les métaux ferreux tels que la fonte et l'acier peuvent être plus difficiles à utiliser en raison de leur point de fusion plus élevé et de l'usure qu'ils provoquent sur les moules.
Complexité des formes: Ce procédé convient mieux aux formes simples. Les géométries complexes peuvent nécessiter la conception de moules plus complexes, dont la production peut s'avérer coûteuse et longue.
Contraintes de poids: Le poids des pièces coulées est généralement limité. Les pièces plus lourdes peuvent provoquer une usure excessive des moules et nécessiter des techniques spéciales de manipulation et de refroidissement.
Épaisseur de la paroi: L'épaisseur minimale des parois est limitée. Il peut être difficile de couler uniformément des parois plus minces, ce qui peut entraîner des défauts et des faiblesses structurelles.
Coût initial: Le coût initial de la création de moules métalliques est relativement élevé par rapport à d'autres méthodes de moulage, telles que le moulage en sable. Cette méthode est donc moins adaptée aux faibles volumes de production.
Applications
Le moulage de métaux est largement utilisé dans les industries où la précision et la répétabilité sont cruciales. Les applications les plus courantes sont les suivantes
Industrie automobile: Production de composants de moteurs, de pièces de transmission et d'autres composants critiques.
Industrie aérospatiale: Fabrication de pièces légères et très résistantes.
Électronique grand public: Production de boîtiers et de composants structurels pour les appareils électroniques.
Machines industrielles: Composants nécessitant une durabilité et une précision élevées.
Le moulage de métaux est un procédé de fabrication polyvalent et efficace, particulièrement bien adapté à la production en grande quantité de pièces métalliques présentant une précision dimensionnelle et une finition de surface excellentes. Toutefois, ses limites en termes de matériaux, de complexité des formes et de poids doivent être soigneusement prises en compte lors du choix de cette méthode pour des applications spécifiques.
7. Moulage sous pression
Qu'est-ce que le moulage sous pression ?
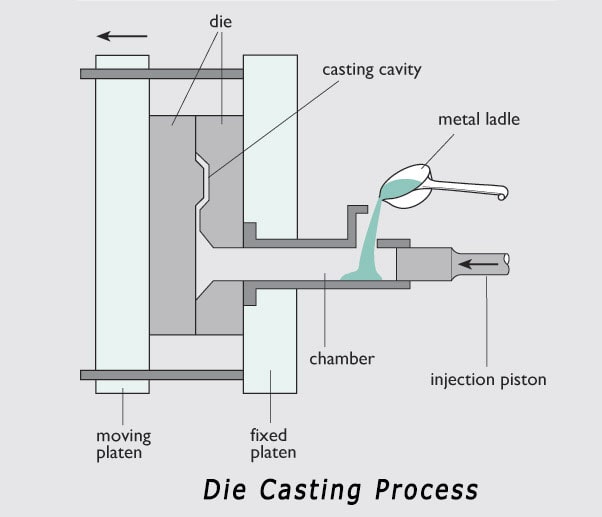
Le moulage sous pression est un processus de fabrication dans lequel du métal en fusion est injecté à haute pression et à grande vitesse dans une cavité de moule métallique de précision. Le métal se refroidit et se solidifie sous pression, formant un moulage aux dimensions précises et à la finition de surface lisse.
Processus technologique
Le processus de moulage sous pression comprend plusieurs étapes clés :
Préparation: Le moule est préparé et enduit d'un lubrifiant pour faciliter le démoulage.
Injection: Le métal en fusion est injecté à haute pression dans la cavité du moule.
Refroidissement: On laisse le métal refroidir et se solidifier dans le moule.
Ejection: Le moule est ouvert et la coulée solidifiée est éjectée.
Parage: La matière excédentaire, telle que la bavette, est retirée de la coulée.
Avantages
Haute pression et débit rapide: Le métal liquide est soumis à une pression élevée et s'écoule rapidement pendant le moulage sous pression, ce qui garantit un remplissage rapide et complet du moule.
Bonne qualité du produit: Les pièces moulées sous pression ont des dimensions stables, une bonne finition de surface et une excellente interchangeabilité.
Efficacité élevée de la production: Les moules de moulage sous pression peuvent être réutilisés plusieurs fois, ce qui rend le processus adapté à la production en grande quantité.
Avantages économiques: Le procédé est rentable pour la production de masse en raison de sa grande efficacité et de sa répétabilité.
Inconvénients
Porosité et rétrécissement: Les pièces moulées sont susceptibles de développer des pores fins et des défauts de retrait, ce qui peut affecter leurs propriétés mécaniques.
Faible plasticité: Les pièces moulées sous pression ont une faible plasticité et ne conviennent pas aux applications impliquant des charges d'impact ou des vibrations.
La vie des moules: Lors de la coulée d'alliages à point de fusion élevé, la durée de vie du moule est réduite, ce qui peut limiter l'échelle de production et augmenter les coûts.
Applications
Le moulage sous pression a d'abord été utilisé dans les secteurs de l'automobile et de l'instrumentation. Au fil du temps, ses applications se sont étendues à divers secteurs, notamment :
Machines agricoles
Industrie des machines-outils
Industrie électronique
Industrie de la défense nationale
Ordinateurs
Matériel médical
Horloges et caméras
Matériel quotidien
Le moulage sous pression reste un processus de fabrication polyvalent et largement utilisé en raison de sa capacité à produire des formes complexes avec une grande précision et une excellente qualité de surface.
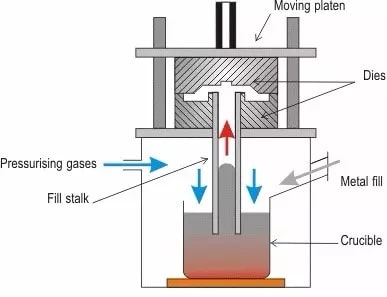
Le moulage à basse pression est un procédé de fabrication qui consiste à remplir un moule de métal liquide sous une faible pression, généralement comprise entre 0,02 et 0,06 MPa. Le métal cristallise ensuite sous cette pression pour former une pièce moulée. Cette méthode se distingue par sa capacité à contrôler la pression et la vitesse du métal pendant la coulée, ce qui la rend adaptée à une grande variété de moules et d'alliages.
Processus technologique
Préparation du moule: Le moule, qui peut être en métal ou en sable, est préparé et positionné.
Fusion du métal: Le métal est fondu dans un four.
Remplir le moule: Le métal en fusion est injecté dans le moule par le bas sous faible pression, ce qui garantit un processus de remplissage stable et contrôlé.
Solidification: Le métal se solidifie sous l'effet de la pression, formant une coulée dense et de haute qualité.
Refroidissement et éjection: On laisse refroidir la pièce moulée, qui est ensuite éjectée du moule.
Caractéristiques techniques
Pression et vitesse réglables
Polyvalence: La pression et la vitesse de coulée peuvent être ajustées, ce qui rend le processus adapté à divers moules de coulée, y compris les moules en métal et en sable.
Diverses applications: Il peut être utilisé pour couler différents alliages et produire des pièces de différentes tailles.
Méthode de remplissage par injection par le bas
Remplissage stable: Grâce à l'adoption d'une méthode de remplissage par injection par le bas, le métal liquide remplit le moule de manière stable et sans éclaboussures.
Prévention du gaz: Cette méthode permet d'éviter la présence de gaz dans la coulée.
Réduction de l'érosion: Il réduit l'érosion des parois et du noyau du moule, améliorant ainsi le taux de réussite de la coulée.
Pièces moulées de haute qualité
Structure dense: La coulée se solidifie sous l'effet de la pression, ce qui donne une structure dense.
Contour net et surface lisse: Les pièces moulées ont un contour net et une surface lisse.
Propriétés mécaniques élevées: Le procédé permet d'obtenir des pièces moulées aux propriétés mécaniques élevées, ce qui le rend particulièrement intéressant pour les pièces de grande taille et à parois minces.
Efficacité et automatisation
Utilisation élevée des métaux: Le procédé élimine le besoin de colonnes montantes, augmentant le taux d'utilisation du métal à 90-98%.
Faible intensité de main-d'œuvre: Il se caractérise par une faible intensité de travail et de bonnes conditions de travail.
Un équipement simple: L'équipement utilisé est relativement simple.
Mécanisation et automatisation: Le potentiel de mécanisation et d'automatisation est élevé, ce qui permet d'améliorer la productivité et la cohérence.
Application
La coulée à basse pression est principalement utilisée dans la production de produits traditionnels tels que.. :
Culasses
Moyeux
Cadres cylindriques
Ces composants bénéficient des caractéristiques de haute qualité des pièces moulées à basse pression, telles que leur structure dense et leurs propriétés mécaniques élevées.
Le moulage à basse pression est une méthode polyvalente et efficace pour produire des pièces métalliques coulées de haute qualité. Sa capacité à contrôler la pression et la vitesse pendant la coulée, combinée aux avantages du remplissage par injection au fond et de la solidification sous pression, la rend adaptée à un large éventail d'applications. Ce procédé permet non seulement d'améliorer la qualité des pièces coulées, mais aussi d'améliorer l'utilisation du métal et d'accroître l'automatisation, ce qui en fait une technique précieuse dans la fabrication moderne.
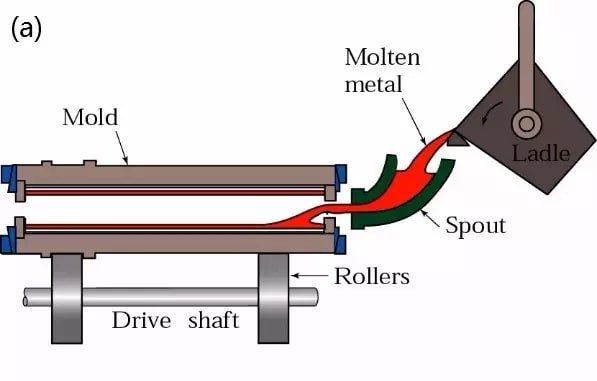
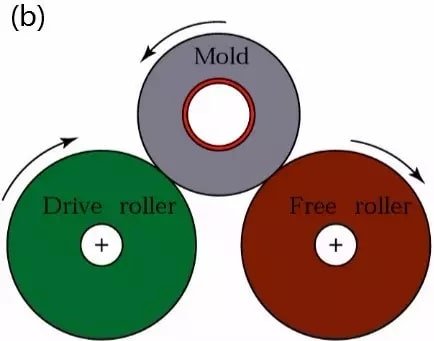
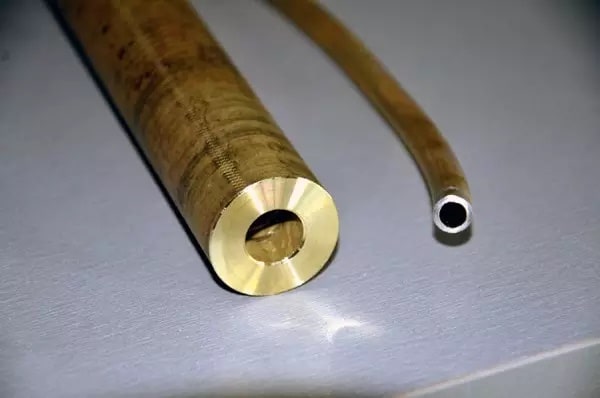
9. Moulage centrifuge
Qu'est-ce que la coulée centrifuge ?
La coulée centrifuge est une méthode de coulée dans laquelle le métal en fusion est versé dans un moule en rotation. La rotation du moule génère une force centrifuge qui aide à remplir le moule et à solidifier le métal. Cette technique est particulièrement efficace pour produire des pièces et des composants cylindriques présentant un degré élevé d'uniformité et de densité.
Processus technologique
Préparation: Le moule est préparé et réglé pour tourner à une vitesse spécifique.
Verser: Le métal en fusion est versé dans le moule rotatif.
Solidification: La force centrifuge répartit uniformément le métal en fusion le long des parois du moule, où il se solidifie.
Refroidissement: On laisse la pièce coulée refroidir et se solidifier complètement.
Extraction: La pièce moulée solidifiée est démoulée en vue d'un traitement ultérieur.
Avantages
Utilisation efficace du métal: Le système de coulée et le système de remontée consomment un minimum de métal, ce qui améliore le rendement du processus.
Production sans noyau: Dans la production de longues pièces tubulaires, l'absence de noyau améliore considérablement la capacité de remplissage du métal.
Haute qualité: La coulée obtenue présente une densité élevée, peu de défauts (tels que des pores et des inclusions de scories) et d'excellentes propriétés mécaniques.
Pièces moulées en composite: La fabrication de pièces métalliques composites en fonte pour les canons et les manchons est relativement facile.
Inconvénients
Limites de la forme: Il y a certaines limitations lorsqu'il est utilisé dans la production de pièces moulées de forme spéciale.
Qualité du trou intérieur: Le diamètre du trou intérieur de la pièce moulée n'est pas précis, la surface du trou intérieur est rugueuse, la qualité est médiocre et la surépaisseur d'usinage est importante.
Ségrégation: La coulée est sujette à la ségrégation par gravité spécifique, ce qui peut affecter l'uniformité du matériau.
Applications
La coulée centrifuge a d'abord été utilisée pour produire des tuyaux moulés, mais elle a depuis été largement adoptée dans diverses industries telles que la métallurgie, l'exploitation minière, les transports, les machines d'irrigation et de drainage, l'aviation, la défense nationale et l'industrie automobile. Ce procédé est utilisé pour produire des pièces moulées en acier, en fer et en alliages de carbone non ferreux.
Applications courantes
Tubes centrifuges en fonte: Largement utilisé dans divers systèmes de tuyauterie.
Chemises de cylindres pour moteurs à combustion interne: Essentiel pour les moteurs d'automobiles et de machines lourdes.
Chemises d'arbre: Utilisé dans divers systèmes mécaniques pour réduire l'usure des arbres rotatifs.
La coulée centrifuge est une méthode polyvalente et efficace pour produire des composants cylindriques de haute qualité dotés d'excellentes propriétés mécaniques, ce qui en fait un processus précieux dans de nombreuses applications industrielles.
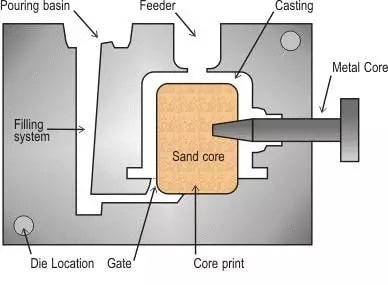
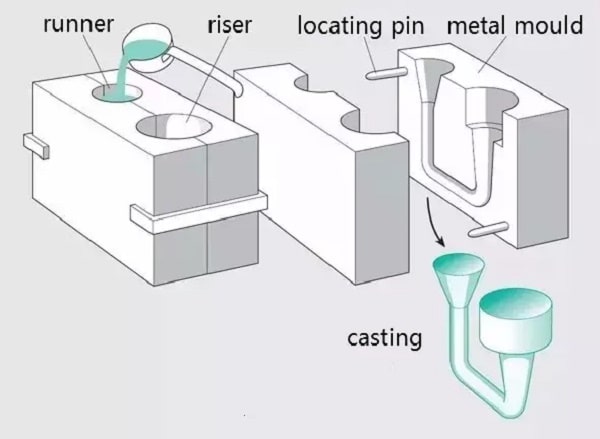
10. Moulage sous pression par gravité
Qu'est-ce que la coulée sous pression par gravité ?
Le moulage sous pression par gravité est un procédé de moulage dans lequel un métal liquide est versé dans un moule métallique sous l'effet de la gravité. Le métal est ensuite refroidi et solidifié pour produire une pièce moulée. Cette méthode est largement utilisée pour produire des pièces métalliques de haute qualité avec des dimensions précises et d'excellents états de surface.
Processus technologique
Préparation du moule: Le moule métallique est préchauffé et enduit d'un agent de démoulage pour faciliter le retrait de la pièce.
Verser: Le métal en fusion est versé dans la cavité du moule sous l'effet de la gravité.
Refroidissement et solidification: Le métal se refroidit et se solidifie dans le moule.
Ejection: Une fois solidifié, le moulage est démoulé.
Finition: La pièce moulée est soumise à des processus de finition tels que l'ébarbage, l'usinage et le traitement de surface afin d'obtenir les spécifications souhaitées.
Avantages
Conductivité thermique et capacité calorifique élevées: La conductivité thermique et la capacité calorifique élevées du moule métallique entraînent un refroidissement rapide, ce qui permet d'obtenir une structure de coulée dense.
Propriétés mécaniques améliorées: Les pièces coulées par gravité ont des propriétés mécaniques supérieures d'environ 15% à celles produites par moulage en sable.
Précision dimensionnelle et état de surface: L'utilisation de moules métalliques permet une plus grande précision dimensionnelle et une plus faible rugosité de surface, ce qui améliore la stabilité de la qualité.
Avantages pour l'environnement et le travail: L'utilisation minimale ou nulle de noyaux de sable améliore les conditions environnementales en réduisant la poussière et les gaz nocifs, et diminue l'intensité de la main-d'œuvre.
Inconvénients
Moule non respirant: Le moule métallique n'est pas perméable à l'air, ce qui nécessite des mesures pour évacuer l'air et les gaz générés par d'éventuels noyaux de sable dans la cavité.
Risque de fissures: Le moule métallique n'a pas de concession, ce qui le rend susceptible de se fissurer pendant la solidification de la coulée.
Coût élevé et long cycle de fabrication: Les moules métalliques ont un cycle de fabrication plus long et un coût plus élevé, ce qui les rend économiquement viables principalement pour la production de masse.
Applications
Le moulage sous pression est particulièrement adapté à la production à grande échelle de pièces moulées en alliages non ferreux, tels que les alliages d'aluminium et de magnésium, aux formes complexes. Elle est également utilisée pour la production de pièces coulées et de lingots en fer et en acier. Cette méthode est privilégiée dans les industries exigeant une précision et une qualité élevées, telles que l'automobile, l'aérospatiale et l'électronique grand public.En comprenant le processus de moulage par gravité, ses avantages et ses limites, les fabricants peuvent mieux décider quand employer cette méthode pour produire des composants métalliques de haute qualité.
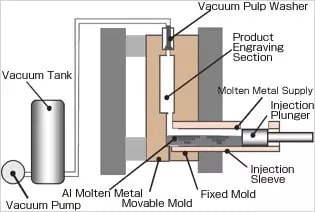
11. Moulage sous vide
Qu'est-ce que la coulée sous vide ?
Le moulage sous vide est une forme avancée de moulage sous pression qui améliore les propriétés mécaniques et l'état de surface des pièces moulées en supprimant ou en réduisant considérablement les pores et les gaz dissous qu'elles contiennent. Ce résultat est obtenu en extrayant le gaz de la cavité du moule pendant le processus de moulage, ce qui permet de créer des pièces moulées plus denses et plus robustes avec moins de défauts.
Processus technologique
Le processus de moulage sous vide comprend plusieurs étapes clés :
Préparation du moule: Le moule est préparé et enduit d'un agent de démoulage pour faciliter le retrait de la pièce moulée.
Application du vide: Avant l'introduction du métal en fusion, un vide est appliqué à la cavité du moule pour éliminer l'air et les gaz.
Injection de métal: Le métal en fusion est injecté sous haute pression dans la cavité du moule.
Solidification: Le métal se refroidit et se solidifie dans le moule, formant la forme souhaitée.
Ejection de pièces: Le moule est ouvert et la pièce moulée est éjectée.
Avantages
Porosité réduite: Le moulage sous vide permet d'éliminer ou de réduire considérablement les trous d'air à l'intérieur de la pièce moulée, ce qui améliore les propriétés mécaniques et la qualité de la surface.
Amélioration des performances de placage: La réduction des pores améliore les performances de placage des pièces moulées.
Pression dorsale inférieure: En réduisant la contre-pression dans la cavité, il est possible d'utiliser une pression spécifique plus faible et des alliages ayant une mauvaise performance de coulée.
Des pièces de fonderie plus grandes avec des machines plus petites: Il est possible de couler sous pression des pièces plus grandes avec des machines plus petites grâce à l'amélioration des conditions de remplissage.
Coulées plus minces: Le procédé permet de couler des sections plus fines, ce qui peut être avantageux pour certaines applications.
Inconvénients
Structure complexe de scellement des moules: La structure d'étanchéité du moule dans la coulée sous vide est compliquée, ce qui rend le processus de fabrication et d'installation du moule difficile et coûteux.
Sensibilité du contrôle: Si la méthode de moulage sous vide n'est pas correctement contrôlée, les avantages peuvent ne pas être significatifs, entraînant des défauts potentiels et des inefficacités.
Le moulage sous vide est une technique sophistiquée qui offre des avantages significatifs en termes de réduction de la porosité et d'amélioration des propriétés mécaniques et de la finition de surface des pièces moulées. Cependant, elle nécessite un contrôle précis et une structure d'étanchéité du moule complexe, ce qui peut augmenter les coûts et la complexité. Lorsqu'elle est correctement mise en œuvre, elle permet de produire des pièces moulées de haute qualité qui répondent à des exigences de performance rigoureuses.
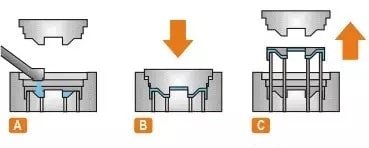
12. Moulage sous pression
Qu'est-ce que le moulage sous pression ?
Le moulage par compression, également connu sous le nom de forgeage de métal liquide, est un procédé de formage des métaux qui consiste à solidifier un métal liquide ou semi-solide sous haute pression pour produire directement le produit final ou l'ébauche. Ce procédé combine les avantages du moulage et du forgeage et offre plusieurs avantages, notamment une utilisation élevée du métal liquide, un processus simplifié et une qualité constante. Il s'agit d'une technologie de formage des métaux économe en énergie qui offre de grandes perspectives d'applications futures.
Processus technologique
Moulage sous pression directe :
Peinture en aérosol : Appliquer un revêtement sur le moule pour faciliter le démoulage de la pièce moulée.
Alliage coulé : Verser l'alliage fondu ou semi-solide dans le moule.
Serrage du moule : Fermer et sécuriser le moule.
Pressurisation : Appliquer une forte pression sur le métal en fusion.
Maintien de la pression : Maintenir la pression pour assurer une bonne solidification.
Décharge de pression : Relâcher progressivement la pression.
Séparation des moules : Ouvrir le moule.
Démoulage à blanc : Retirer la pièce solidifiée du moule.
Réinitialisation : Préparer le moule pour le cycle suivant.
Moulage sous pression indirecte :
Revêtement par pulvérisation : Appliquer un revêtement sur le moule.
Serrage du moule : Fermer et sécuriser le moule.
Alimentation : Introduire le métal en fusion ou semi-solide dans le moule.
Garniture : S'assurer que le moule est complètement rempli de métal.
Pressurisation : Exercer une forte pression.
Maintien de la pression : Maintenir la pression pour assurer une bonne solidification.
Décharge de pression : Relâcher progressivement la pression.
Départ : Ouvrir le moule.
Démoulage à blanc : Retirer la pièce solidifiée du moule.
Réinitialisation : Préparer le moule pour le cycle suivant.
Caractéristiques techniques
Élimination des défauts : Il peut éliminer les pores internes, le rétrécissement et d'autres défauts.
Qualité de la surface : Produit des pièces avec une faible rugosité de surface et une grande précision dimensionnelle.
Prévention des fissures : Prévient l'apparition de fissures de coulée.
Automatisation : La mécanisation et l'automatisation sont faciles à mettre en œuvre, ce qui améliore l'efficacité de la production.
Applications
La coulée sous pression peut être utilisée pour produire divers types d'alliages, notamment :
Alliage d'aluminium
Alliage de zinc
Alliage de cuivre
Fonte nodulaire
Cette polyvalence lui permet de s'adapter à un large éventail d'applications industrielles, des composants automobiles aux pièces aérospatiales.
Le moulage par compression est un procédé de formage des métaux très efficace et polyvalent qui offre de nombreux avantages par rapport aux méthodes traditionnelles de moulage et de forgeage. Sa capacité à produire des pièces de haute qualité avec un minimum de défauts et sa compatibilité avec divers alliages en font une option attrayante pour la fabrication moderne.
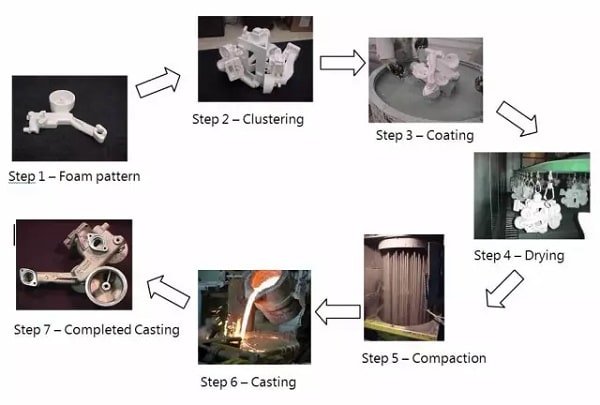
13. Moulage en mousse perdue
Qu'est-ce que la coulée de mousse perdue ?
Le moulage en mousse perdue, également connu sous le nom de moulage solide, est une technique de moulage moderne et innovante qui utilise des modèles en paraffine ou en mousse pour reproduire le moulage souhaité à la fois en termes de taille et de forme. Ces modèles sont assemblés en grappe pour former une unité unique, qui est ensuite utilisée dans le processus de moulage.
Processus technologique
Pré-mousse: Le processus commence par le pré-moussage, où des billes de polystyrène expansible (EPS) sont expansées pour former de la mousse.
Moulage par moussage: Les billes de mousse expansée sont moulées dans la forme souhaitée.
Revêtement par immersion: Le modèle en mousse est recouvert d'un matériau réfractaire pour créer une coque.
Séchage: Le modèle revêtu est séché pour garantir la solidité et la stabilité du revêtement réfractaire.
Modélisation: Le modèle séché est placé dans un flacon et entouré de sable de quartz sec, qui est compacté par vibration pour soutenir le modèle.
Verser: Le métal liquide est versé dans le moule, ce qui entraîne la vaporisation du modèle en mousse et la prise de place du métal.
Sable tombant: Après la solidification du métal, le sable est enlevé.
Nettoyage: La coulée finale est nettoyée pour éliminer tout résidu de sable et de matériau réfractaire.
Caractéristiques techniques
Moulage de haute précision: Le moulage en mousse perdue permet de produire des pièces de haute précision avec des finitions de surface fines et des détails complexes.
Pas de noyau de sable: Cette méthode élimine la nécessité d'une carotte de sable, ce qui réduit le temps de traitement et la complexité.
Pas de surface de séparation: L'absence de plan de joint permet une plus grande souplesse de conception et une plus grande liberté dans les formes de moulage.
Production propre: Le processus est respectueux de l'environnement et ne produit qu'une pollution minimale.
Rentabilité: Il réduit les coûts d'investissement et de production en simplifiant le processus de moulage et en minimisant les déchets de matériaux.
Applications
Le moulage en mousse perdue est très polyvalent et peut être utilisé pour produire une large gamme de pièces moulées de précision avec des structures complexes et des tailles variables. Elle convient à différents alliages et tailles de lots de production. Les applications les plus courantes sont les suivantes
Blocs moteurs en fonte grise: Utilisé dans l'industrie automobile pour la fabrication de composants de moteurs.
Coudes en acier à haute teneur en manganèse: Utilisé dans les industries nécessitant des pièces durables et résistantes à l'usure.
Le moulage en mousse perdue est une méthode de moulage très efficace et précise qui offre de nombreux avantages, notamment une grande souplesse de conception, des économies de coûts et des avantages pour l'environnement. Sa capacité à produire des pièces moulées complexes et de haute qualité en fait une technique inestimable pour diverses applications industrielles.
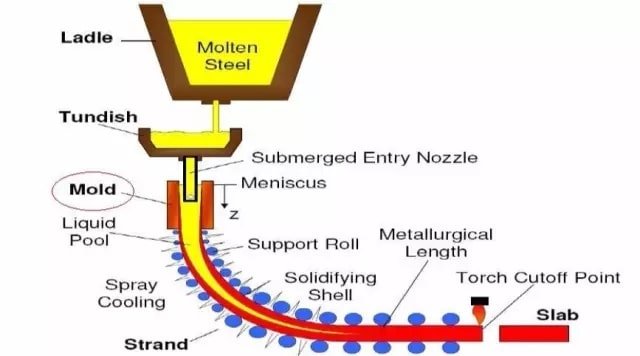
14. Coulée continue
Qu'est-ce que la coulée continue ?
La coulée continue est un processus métallurgique avancé dans lequel le métal en fusion est versé en continu dans un moule spécialement conçu, appelé cristallisoir. À mesure que le métal se solidifie, il est extrait en continu de l'autre extrémité du moule. Cette méthode permet de produire des pièces de longueur indéfinie ou spécifique, ce qui la rend très efficace pour les applications industrielles.
Processus technologique
Le processus de coulée continue comprend plusieurs étapes clés :
Coulée de métal en fusion: Le métal en fusion est versé dans le cristallisoir.
Solidification: Le métal commence à se solidifier à mesure qu'il s'écoule dans le moule.
Extraction: Le métal solidifié est extrait en continu du moule.
Découpage: La coulée continue peut être coupée à la longueur souhaitée.
Caractéristiques techniques
La coulée continue offre plusieurs avantages techniques :
Refroidissement rapide: Le métal subit un refroidissement rapide, ce qui permet d'obtenir des structures cristallines plus denses et plus uniformes.
Propriétés mécaniques améliorées: Le processus améliore les propriétés mécaniques du métal coulé.
Efficacité des matériaux: Il permet d'économiser du métal et d'augmenter le rendement en minimisant les déchets.
Procédures simplifiées: La coulée continue élimine la nécessité d'une modélisation traditionnelle et d'autres étapes, ce qui réduit l'intensité de la main-d'œuvre.
Efficacité spatiale: Le processus nécessite beaucoup moins d'espace de production.
Automatisation: La coulée continue est facilement automatisée, ce qui permet d'accroître l'efficacité de la production grâce à la mécanisation.
Applications
La coulée continue est polyvalente et peut être utilisée pour couler divers métaux et alliages, notamment :
Acier
Le fer
Alliages de cuivre
Alliages d'aluminium
Alliages de magnésium
Il est particulièrement adapté à la production de pièces de fonderie longues avec des formes de section constante, telles que :
Lingots
Dalles
Billets de tige
Tuyaux
La coulée continue est un processus hautement efficace et technologiquement avancé qui offre de nombreux avantages en termes de propriétés des matériaux, d'efficacité de la production et de réduction des coûts. Sa capacité à produire des pièces longues et uniformes la rend indispensable dans les industries métallurgiques modernes.
Le moulage est une technique de fabrication fondamentale et polyvalente qui consiste à faire fondre un métal solide, à le verser dans un moule et à le laisser se solidifier pour lui donner une forme spécifique. Ce processus fait partie intégrante de la fabrication moderne et offre de nombreux avantages en termes de coût, de temps et d'efficacité des matériaux.
Étapes du processus de moulage
Préparation du moule de coulée:
Types de moules: Les moules de coulée peuvent être fabriqués à partir de divers matériaux, notamment le sable, le métal, la céramique, l'argile et le graphite. Ils sont classés, en fonction de leur fréquence d'utilisation, en moules à usage unique, moules semi-permanents et moules permanents.
Importance: La qualité du moule de coulée est cruciale car elle a un impact direct sur la qualité du produit coulé final.
Fusion et coulée du métal de coulée:
Alliages de fonderie: Les métaux de fonderie courants sont la fonte, l'acier moulé et les alliages non ferreux comme l'aluminium, le cuivre et le plomb.
Processus: Le métal est fondu pour répondre à des exigences spécifiques, puis coulé dans le moule préparé.
Traitement et inspection de la coulée:
Processus post-coulée: Il s'agit notamment d'éliminer les corps étrangers, les carottes, les contremarches, les bavures et les fissures. Les étapes supplémentaires peuvent comprendre le traitement thermique, la mise en forme, le traitement antirouille et l'usinage grossier.
L'inspection: Veiller à ce que la coulée réponde aux spécifications et aux normes de qualité souhaitées.
Matériaux utilisés en fonderie
Métaux: Les métaux couramment utilisés sont le cuivre, le fer, l'aluminium, l'étain et le plomb.
Matériaux de moulage: Il peut s'agir de sable, de métal ou de céramique, en fonction des exigences spécifiques du processus de moulage.
Types de moules de coulée
Moules de coulée ordinaire: Fabriqué à partir de sable brut, d'argile, de verre soluble, de résine et d'autres matériaux auxiliaires.
Moules de coulée spéciaux: Ils comprennent le moulage à la cire perdue, le moulage en mousse perdue, le moulage de métaux et le moulage de céramiques. Les types de sable brut peuvent varier : sable de quartz, sable de magnésie, sable de zirconium, sable de chromite, sable de forstérite, sable de disthène, sable de graphite et sable de fer.
Processus technologique
Le processus de coulée peut être résumé par les étapes suivantes :
Métal liquide: Le métal est fondu à l'état liquide.
Remplissage: Le métal liquide est versé dans le moule.
Solidification Rétraction: Le métal se refroidit et se solidifie, souvent en se rétractant légèrement.
Casting: Le métal solidifié est démoulé, ce qui donne le produit moulé final.
Caractéristiques du processus de moulage
Formes complexes: Capable de produire des pièces de forme complexe, en particulier celles qui présentent des cavités internes compliquées.
Adaptabilité: Convient à une large gamme d'alliages et de tailles de pièces coulées.
Efficacité des matériaux: Utilisation d'une large gamme de matériaux, y compris la possibilité de refondre les déchets, ce qui permet de réduire les investissements en équipements.
Défis: Le processus peut entraîner un taux de rebut élevé, une qualité de surface médiocre et de mauvaises conditions de travail.
Contexte historique
Le moulage est l'un des plus anciens procédés de transformation des métaux, dont l'histoire remonte à environ 6 000 ans. Cette longue histoire souligne son importance et sa pertinence durable dans la fabrication.
Le moulage reste une pierre angulaire de la fabrication moderne en raison de sa polyvalence, de son efficacité et de sa capacité à produire des formes complexes. Il est essentiel de comprendre les subtilités du processus de moulage, de la préparation du moule au traitement post-coulée, pour optimiser la production et garantir des produits moulés de haute qualité.
Questions fréquemment posées
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Quels sont les principaux types de procédés de moulage ?
Les principaux types de procédés de moulage sont le moulage en sable, le moulage à la cire perdue, le moulage sous pression, le moulage centrifuge (rotomoulage), le moulage en continu, le moulage sous pression par gravité, le moulage en mousse perdue, le moulage en plâtre, le moulage par rotation (rotomoulage), le moulage par compression et le moulage en coquille. Chacune de ces méthodes présente des caractéristiques, des avantages et des applications uniques. Le moulage au sable est l'une des méthodes les plus anciennes, adaptée aux formes complexes et aux pièces de grande taille. Le moulage à la cire perdue permet une grande précision et est utilisé dans les secteurs de l'aérospatiale et de l'automobile. Le moulage sous pression, à la fois à basse et à haute pression, est idéal pour la production en masse de géométries complexes avec une grande précision. La coulée centrifuge est utilisée pour les pièces cylindriques et offre une densité élevée et moins de défauts. La coulée continue est efficace pour la production en grande quantité de pièces longues et continues. La coulée sous pression par gravité utilise des moules métalliques permanents et offre une meilleure finition de surface et une plus grande précision dimensionnelle. Le moulage en mousse perdue utilise des modèles en mousse, ce qui permet d'obtenir une grande précision et une conception flexible. Le moulage en plâtre fait appel à des moules en plâtre, qui conviennent pour les détails complexes. Le moulage par rotation fait appel à des moules rotatifs pour les pièces creuses. Le moulage par compression combine le moulage et le forgeage pour une qualité stable et une utilisation élevée du métal. Le moulage en coquille utilise un moule en sable recouvert de résine, offrant une bonne finition de surface et une grande précision. Chaque procédé est choisi en fonction des exigences spécifiques du produit et du volume de production.
Quels sont les avantages et les inconvénients du moulage en sable ?
Le moulage en sable est un procédé de moulage très répandu qui présente plusieurs avantages et inconvénients notables. Parmi ses avantages, le moulage en sable peut se targuer d'être un processus de production simple où du sable ordinaire est utilisé pour créer des moules, ce qui se traduit par des temps de production relativement courts. Les coûts d'outillage sont faibles, en particulier pour les productions de faible volume, car les moules peuvent être fabriqués à partir de matériaux peu coûteux tels que le bois, le plastique ou le métal. Cette méthode offre également une grande souplesse au niveau des matériaux, puisqu'elle s'adapte à presque tous les alliages ferreux ou non ferreux, ce qui la rend adaptée à diverses industries telles que l'automobile et l'aérospatiale.
En outre, le moulage en sable permet de produire une large gamme de tailles et de poids, depuis les petites pièces complexes jusqu'aux composants de grande taille, et autorise des géométries complexes. Les délais d'exécution sont généralement courts, ce qui en fait la solution idéale pour les projets nécessitant une exécution rapide. Le procédé est également rentable, en particulier pour la production de faibles volumes ou de prototypes, et le sable utilisé peut être recyclé, ce qui le rend respectueux de l'environnement.
Cependant, le moulage en sable présente plusieurs inconvénients. La résistance mécanique est plus faible et la porosité plus élevée, car le matériau fondu est coulé à la main, sans pression. La précision dimensionnelle est moindre et les pièces présentent souvent des surfaces rugueuses en raison de la texture du moule en sable. Cela nécessite souvent des processus de finition supplémentaires tels que l'usinage ou le sablage. Le processus est intensif en main-d'œuvre et nécessite des travailleurs qualifiés, ce qui peut faire grimper les coûts de main-d'œuvre.
En outre, les moules doivent être reconstruits pour chaque coulée, et la nature poreuse du sable nécessite des revêtements protecteurs, ce qui ajoute à la complexité et au coût. Le moulage en sable est également sujet à des défauts tels que le retrait, les fermetures à froid, la porosité des gaz et les inclusions de sable, qui peuvent résulter d'une conception inadéquate du moule ou de variations dans les paramètres de moulage. Ces inconvénients doivent être mis en balance avec les avantages lors du choix du moulage en sable pour un projet.
En quoi le moulage à la cire perdue diffère-t-il du moulage sous pression ?
Le moulage à la cire perdue consiste à créer un modèle en cire qui est recouvert d'un matériau réfractaire pour former un moule. La cire est fondue et le métal en fusion est versé dans la cavité, créant ainsi la pièce finale une fois le moule démoulé. Ce procédé permet d'obtenir une grande précision et des géométries complexes, ce qui le rend adapté aux métaux ferreux et non ferreux et idéal pour les volumes de production faibles à moyens.
Le moulage sous pression, quant à lui, utilise des matrices en acier réutilisables dans lesquelles le métal en fusion est injecté sous haute pression. Ce procédé est plus rapide et plus efficace pour les productions en grande série, produisant souvent des milliers de pièces avec une bonne précision dimensionnelle. Le moulage sous pression est généralement limité aux métaux non ferreux tels que l'aluminium, le zinc et le magnésium.
En résumé, le moulage à la cire perdue permet de créer des pièces complexes et précises avec d'excellents états de surface, mais il est plus long et plus coûteux pour les gros volumes. Le moulage sous pression est plus rentable pour la production de gros volumes, mais il peut nécessiter un usinage supplémentaire pour obtenir la finition de surface souhaitée et il est limité aux métaux non ferreux.
Quelles sont les applications qui se prêtent le mieux à la coulée centrifuge ?
La coulée centrifuge est particulièrement adaptée aux applications qui nécessitent la production de pièces cylindriques ou à symétrie de rotation avec une épaisseur de paroi uniforme et une résistance mécanique élevée. Ce procédé est largement utilisé dans diverses industries en raison de sa capacité à produire des composants présentant une excellente précision dimensionnelle et des propriétés mécaniques supérieures.
Dans la fabrication de tuyaux et de tubes, la coulée centrifuge est idéale pour produire des articles sans soudure tels que des lampadaires, des tuyaux d'égout, des lignes d'approvisionnement en eau, des oléoducs et des gazoducs, ainsi que des tubes de chaudière. Le procédé garantit une épaisseur de paroi uniforme et une grande durabilité, ce qui le rend idéal pour ces applications.
Pour les anneaux et les roues, la coulée centrifuge est utilisée pour créer des composants à haute résistance et aux dimensions précises, tels que des engrenages, des roulements, des volants d'inertie, des tambours de frein et des roues de chemin de fer, qui sont essentiels dans les secteurs de l'industrie et du transport.
Le procédé convient également à la production de diverses pièces cylindriques, notamment des chemises, des arbres, des rouleaux, des manchons et des douilles, qui sont couramment utilisés dans les secteurs de l'automobile, de l'aérospatiale et de l'ingénierie générale.
Dans les secteurs de l'aérospatiale et de la défense, la coulée centrifuge est essentielle pour produire des composants aux dimensions précises et aux propriétés mécaniques supérieures, tels que les roulements de trains d'atterrissage, les tuyères de moteurs-fusées, les roulements de tourelles et les composants de sous-marins.
L'industrie pétrolière et gazière tire profit du moulage par centrifugation pour produire des composants durables tels que des accumulateurs, des composants de vannes à bille, des vannes à guillotine, des débitmètres et des tamis à boues qui peuvent résister à des environnements difficiles.
Dans l'industrie de la marine commerciale, le procédé est utilisé pour fabriquer des hélices, des revêtements d'arbre d'hélice et d'autres composants marins qui doivent résister à des conditions corrosives et à des contraintes élevées.
En outre, la coulée centrifuge est utilisée dans les industries alimentaire et pharmaceutique pour produire des composants de haute précision et propres, tels que des cylindres d'injection, des douilles et des tubes d'extrusion.
Dans le secteur de la production d'énergie, la coulée centrifuge est utilisée pour fabriquer des composants tels que des portillons, des ébauches d'engrenages et des composants nucléaires, afin de garantir l'intégrité structurelle et les performances.
En outre, le procédé est utilisé dans la bijouterie et le moulage dentaire pour créer des motifs complexes avec un minimum de perte de matériau et sans nécessiter de post-traitement.
Dans l'ensemble, le moulage par centrifugation convient parfaitement aux applications qui exigent une épaisseur de paroi uniforme, une résistance mécanique élevée, des formes cylindriques, une perte minimale de matériau, une grande précision et une résistance aux conditions difficiles.
Quels matériaux peuvent être utilisés dans la coulée continue ?
La coulée continue est un procédé polyvalent qui peut être appliqué à une grande variété de métaux et d'alliages métalliques. Les matériaux couramment utilisés dans la coulée continue sont les suivants
Acier: C'est l'un des matériaux les plus répandus pour la coulée continue, en particulier pour la production de billettes d'acier en grandes quantités. Le processus a été introduit dans les années 1950 comme une alternative plus efficace aux lingotières.
Alliages de cuivre: Divers alliages à base de cuivre, tels que le bronze (cuivre-étain), le bronze au plomb (cuivre-étain-plomb), le bronze rouge (cuivre-étain-zinc), le bronze au silicium (cuivre-zinc-silicium) et le bronze d'aluminium (cuivre-aluminium), sont souvent produits par coulée continue. Ces alliages trouvent des applications dans des secteurs tels que les systèmes d'eau potable et l'ingénierie mécanique.
Aluminium: Bien que moins répandu que les alliages d'acier et de cuivre, l'aluminium peut également être traité par coulée continue pour produire des produits en aluminium de haute qualité.
Fers à repasser: Certains types de fonte conviennent à la coulée continue, offrant des avantages tels que l'uniformité et la qualité constante.
Plomb: Le procédé est utilisé pour produire des grilles de plomb pour les batteries, y compris celles destinées aux applications automobiles, motocyclistes et industrielles, en garantissant un minimum de déchets et une production de haute qualité avec une structure de grain optimisée.
Alliages spéciaux: La coulée continue peut être appliquée à des alliages spéciaux, en particulier les alliages de cuivre sans plomb, si le volume de production justifie les coûts d'installation.
Dans l'ensemble, le processus de coulée continue est très adaptable, permettant la production de diverses formes métalliques telles que des tubes, des barres pleines, des profils rectangulaires, hexagonaux et carrés, ainsi que des formes spécialisées telles que des engrenages à dents et des géométries asymétriques sur le plan de la rotation. Cette adaptabilité fait de la coulée continue une méthode fiable pour la production de produits métalliques semi-finis de haute qualité avec des structures cohérentes et homogènes.
Comment le moulage sous pression par gravité se compare-t-il aux autres méthodes de moulage ?
Le moulage sous pression est un procédé de moulage dans lequel le métal en fusion est coulé dans un moule permanent sous l'effet de la gravité. Cette méthode se distingue des autres procédés de moulage par plusieurs aspects essentiels :
Processus et mécanisme de remplissage: Contrairement au moulage sous pression, qui utilise une pression élevée pour injecter le métal dans les moules, le moulage par gravité s'appuie sur la gravité pour remplir le moule. Cette méthode plus simple réduit le risque d'emprisonnement de l'air et permet d'utiliser des noyaux de sable pour créer des vides internes, ce qui n'est pas possible avec le moulage sous pression.
Vitesse et volume de production: Le moulage sous pression par gravité a généralement des temps de cycle plus longs et est moins adapté aux grands volumes de production que le moulage sous pression. Il produit environ 30 à 50 pièces par heure, ce qui le rend idéal pour les petits et moyens volumes de production. En revanche, le moulage sous pression, qui est hautement automatisé, peut produire plus de 200 pièces par heure. Le moulage au sable, autre méthode, est généralement plus lent et est utilisé pour des pièces plus grandes et moins complexes ou pour des volumes de production faibles.
Qualité et complexité des pièces moulées: Le moulage sous pression par gravité permet d'obtenir des pièces présentant une bonne finition de surface et une précision dimensionnelle modérée. Cependant, il n'atteint pas le même niveau de précision et de complexité que le moulage sous pression, qui est capable de produire des pièces aux parois plus minces et aux dessins plus complexes. Le moulage au sable, quant à lui, permet d'obtenir des pièces avec des finitions plus rugueuses et des variations dimensionnelles plus importantes.
Coûts d'outillage et matériaux: Les moules utilisés pour le moulage par gravité sont plus simples et moins coûteux à produire que les moules en acier trempé nécessaires pour le moulage sous pression. Le moulage par gravité est donc plus accessible pour les petits projets. Le moulage en sable utilise des moules en sable peu coûteux mais offre moins de précision et d'efficacité.
Applications et considérations économiques: Le moulage sous pression par gravité convient à la production de pièces de petite à moyenne taille, d'une complexité simple à modérée, ce qui le rend rentable pour des séries de production allant de 250 à 50 000 unités par an. Il est idéal pour les applications axées sur la solidité, la simplicité et les faibles volumes de production. Le moulage sous pression, dont les coûts initiaux sont plus élevés mais dont les coûts par pièce sont plus faibles en raison d'une productivité élevée, est plus adapté à la production en grande série de pièces complexes. Le moulage en sable est souvent utilisé pour des pièces plus grandes et non complexes ou pour de faibles volumes de production, en raison de son coût moins élevé mais d'une précision moins souhaitable.
En résumé, le moulage sous pression par gravité offre une approche équilibrée pour les petits et moyens volumes de production, avec une bonne finition de surface et une précision modérée, ce qui en fait un choix rentable pour certaines applications. Il se situe entre la haute précision et le volume du moulage sous pression et le moulage au sable, moins coûteux mais moins précis.
Comment puis-je couler des pièces à la maison ?
Le moulage de pièces à domicile peut être un moyen pratique et gratifiant de créer des composants personnalisés. Voici un guide détaillé pour vous aider à démarrer :
Équipement et matériel nécessaires
Four de fusion
Four électrique: Pour une production à petite échelle, un four électrique de petite capacité est idéal. Ces fours sont efficaces et permettent un contrôle précis de la température. Ils conviennent donc aussi bien pour le fer que pour l'aluminium.
Four à kérosène: Adaptés à la fusion de l'aluminium, les fours à kérosène sont une alternative si un four électrique n'est pas disponible.
Note: Le fer et l'aluminium ne doivent pas être fondus dans le même four en raison de la difficulté à contrôler les propriétés des matériaux. Si un contrôle précis des matériaux n'est pas essentiel pour votre projet, ce problème peut ne pas être important.
Moules
Moules sur mesure: En fonction des pièces que vous souhaitez mouler, vous aurez besoin de moules personnalisés. Ceux-ci peuvent être fabriqués à partir de différents matériaux, notamment le sable, le métal ou le silicone, en fonction de la complexité et de la précision requises.
Sable: Pour le moulage au sable, vous aurez besoin d'un sable de fonderie de haute qualité. Ce sable doit être mélangé à un liant pour conserver sa forme pendant le processus de moulage.
Mélangeur de sable: Bien qu'il ne soit pas indispensable, un mélangeur de sable peut améliorer de manière significative la consistance et la qualité du mélange de sable. Le mélange manuel est possible mais peut s'avérer moins efficace.
Outils de modélisation
Modèle: Créez un modèle de la pièce que vous souhaitez couler. Ce modèle est utilisé pour former la cavité dans le moule en sable.
Flacon: Un récipient utilisé pour contenir le moule en sable. Il se compose généralement de deux parties : la chape (en haut) et la traînée (en bas).
Coulée et moulage
Creuset: Récipient en matériau résistant à la chaleur utilisé pour fondre et couler le métal.
Pince: Pour manipuler le creuset chaud en toute sécurité.
Équipement de protection: La sécurité est primordiale. Porter des gants résistants à la chaleur, un tablier et un écran facial pour se protéger des éclaboussures et des brûlures.
Outils de post-casting
Outils de nettoyage: Il s'agit d'enlever la colonne de coulée et d'aplanir les bavures sur le moulage. Des limes, des meules et des ciseaux sont couramment utilisés.
Rouleau de grenaillage: Améliore la finition de la surface du moulage en éliminant tout résidu de sable et en lissant la surface.
Processus étape par étape
Préparation du moule:
Créez un modèle de la pièce que vous souhaitez couler.
Placer le modèle dans la fiole et l'entourer de sable en veillant à ce qu'il soit bien tassé.
Retirer le motif, en laissant une cavité dans la forme de la pièce.
Faire fondre le métal:
Placez le métal (fer ou aluminium) dans le creuset et chauffez-le dans le four jusqu'à ce qu'il atteigne le point de fusion.
Utilisez des pinces pour manipuler le creuset et verser le métal en fusion dans la cavité du moule.
Laisser refroidir:
Laissez le métal refroidir et se solidifier dans le moule. Le temps de refroidissement dépend de la taille et de la complexité du moulage.
Retirer le moulage:
Cassez le moule en sable pour révéler le moulage.
Utilisez des outils de nettoyage pour retirer la colonne montante et tout excédent de matériau.
Finition:
Éliminez les bavures et les aspérités à l'aide d'une lime ou d'une meule.
Il est possible d'utiliser un rouleau de grenaillage pour améliorer la finition de la surface.
Considérations de sécurité
Travaillez toujours dans un endroit bien ventilé pour éviter d'inhaler des fumées.
Gardez un extincteur à proximité en cas d'urgence.
Porter un équipement de protection approprié pour éviter les brûlures et les blessures.
En suivant ces étapes et en utilisant le matériel adéquat, vous pouvez réussir à couler des pièces à la maison. N'oubliez pas que la pratique et la patience sont essentielles pour maîtriser l'art du moulage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous recherchez les meilleurs fabricants de pompes à vide ? Cet article met en lumière les principales marques du secteur pour 2024, telles que NASH, Edwards, Leybold et Atlas Copco. Chaque entreprise est réputée pour...
Actuellement, la technologie d'impression 3D est largement utilisée dans la fabrication automobile, l'aérospatiale et la défense, les biens de consommation, les appareils électriques et électroniques, les applications biomédicales, les bijoux culturels et créatifs, l'ingénierie de la construction et l'éducation, entre autres...
Imaginez que vous puissiez transformer une poudre de métal brut en pièces complexes et performantes sans avoir recours aux processus de fusion traditionnels. C'est ce qu'on appelle la métallurgie des poudres, une technique de fabrication polyvalente qui combine des poudres pour créer des matériaux...
Pourquoi certaines pièces moulées échouent-elles alors que d'autres excellent ? La réponse se trouve dans les propriétés des alliages coulés. Cet article explore l'impact de facteurs tels que la fluidité, le retrait, l'oxydabilité et l'absorption de gaz...
Faites passer votre entreprise à la vitesse supérieure