Et s'il était possible de renforcer les métaux en combinant la chaleur et la pression dans un processus unique et continu ? C'est ce que permet le traitement thermomécanique. Cette technique permet non seulement d'améliorer la durabilité et la résistance des métaux, mais aussi d'optimiser leurs propriétés structurelles. Dans cet article, nous allons découvrir les sept principaux types de traitements thermomécaniques et leurs applications, afin de vous permettre de mieux comprendre les innovations dans le domaine du travail des métaux. Préparez-vous à découvrir comment ce processus de transformation peut améliorer vos projets d'ingénierie des matériaux.
Le traitement thermomécanique est un processus de traitement thermique des métaux qui combine le traitement sous pression et le traitement thermique afin d'utiliser efficacement le renforcement de la déformation et le renforcement de la transformation de phase sur les matériaux métalliques.
En combinant le traitement sous pression et les opérations de traitement thermique, ce procédé permet d'unifier le processus de mise en forme avec l'obtention des propriétés finales.
Explorons maintenant les catégories et les applications du traitement thermomécanique.
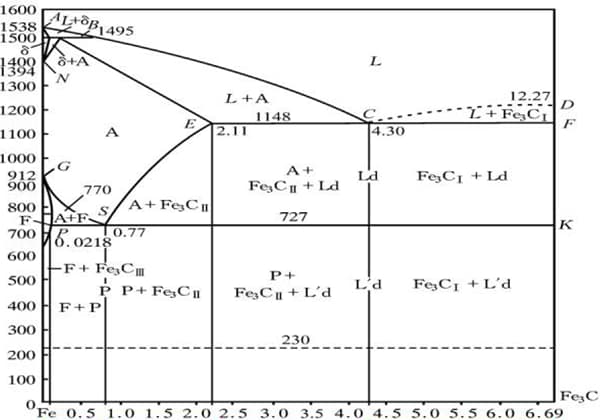
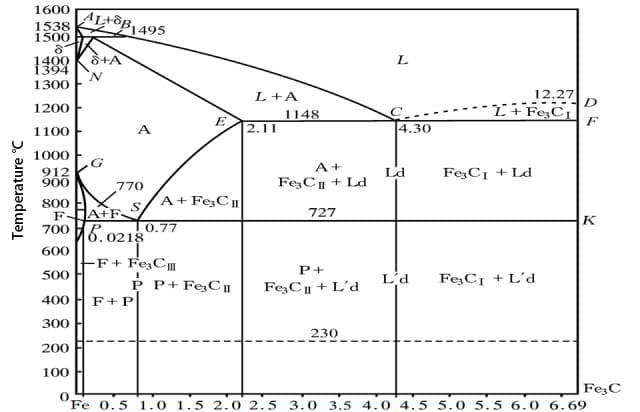
1. Examiner le diagramme de phase fer-carbone
Symbole
Signification
A1
Température à laquelle austénitela ferrite, la cémentite ou le carbure coexistent en équilibre
A3
La température de coexistence la plus élevée de austénite et ferrite dans l'acier hypoeutectoïde en équilibre
Ac1
Température à laquelle l'austénite commence à se former lorsque l'acier est chauffé.
Ac3
Température à laquelle toute la ferrite est transformée en austénite lorsque l'acier hypoeutectoïde est chauffé.
Ar1
Température à laquelle l'austénite se décompose en ferrite et en perlite pendant l'austénitisation à haute température et le refroidissement de l'acier.
Ar3
Température à laquelle l'austénite en cours de refroidissement commence à précipiter de la ferrite libre.
Acm
La température la plus élevée à laquelle l'austénite et la cémentite ou le carbure coexistent dans l'acier hypereutectoïde à l'état d'équilibre est le point critique supérieur de l'acier hypereutectoïde.
Accm
Température finale à laquelle toute la cémentite secondaire se dissout dans l'austénite pendant le chauffage.
Arcm
Température à laquelle l'austénite commence à précipiter de la cémentite secondaire pendant le refroidissement.
Il s'agit d'un processus de renforcement global qui combine le renforcement par déformation et le renforcement par transformation de phase. Il implique deux processus, à savoir la déformation plastique et la transformation en phase solide de l'acier. matériaux métalliquesqui sont intégrés pour influencer le processus de transformation des phases et les produits. En utilisant les changements dans la structure des matériaux métalliques Lors de la déformation, ce processus vise à obtenir la structure et les propriétés souhaitées.
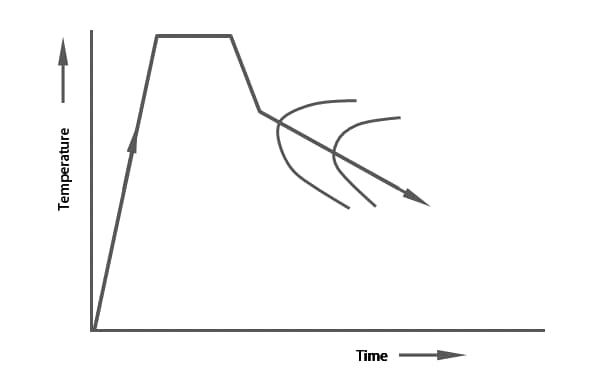
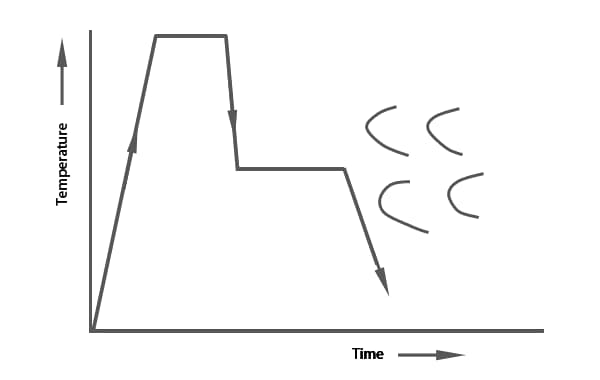
2. Durcissement par déformation à haute température
Caractéristiques du processus
La déformation est effectuée soit au-dessus de la température de transformation Ar3 de l'acier, soit entre les températures Ar1 et Ar3. Elle peut également être effectuée au-dessus de la température de traitement thermique de mise en solution des alliages. Après déformation, le matériau est trempé et revenu.
Effet et application
L'élimination des processus de réchauffage et de trempe permet d'accroître la résistance de l'acier par 10-30%, d'améliorer sa ténacité et sa résistance à la fatigue, et de réduire le risque de fragilité du revenu. Cette technique est également efficace pour améliorer la résistance et la plasticité des alliages non ferreux.
Cette méthode est couramment employée dans la production de plaques, bandes, tuyaux, fils et barres en acier au carbone, en acier à faible et à moyenne teneur en carbone et en acier à faible teneur en carbone, en acier à faible teneur en carbone et en acier à moyenne teneur en carbone. acier alliéainsi que des pièces mécaniques de forme simple.
3. Roulage contrôlé
Caractéristiques du processus
L'acier est déformé soit au-dessus de Ar3, soit entre Ar1 et Ar3. Il est ensuite refroidi à l'air ou à l'eau jusqu'à ce qu'il dépasse 550 ℃, puis refroidi à l'air pour obtenir une structure de ferrite-perlite ou de bainite.
Effet et application
En augmentant la limite d'élasticitéIl est donc possible d'obtenir une excellente ténacité à basse température, ce qui permet de produire une gamme de produits comprenant de l'acier à faible teneur en carbone, des plaques d'acier soudables, des bandes, du fil machine et d'autres articles contenant du Nb, du V et du Ti. Ces produits ne sont ni trempés ni revenus.
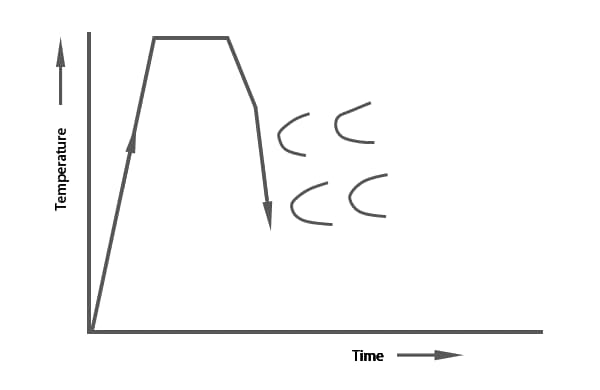
4. Durcissement par déformation à basse température
Caractéristiques du processus
L'acier est déformé dans la zone stable de l'austénite sous-refroidie (500~600 ℃), puis trempé et revenu.
Effet et application
Si la plasticité de l'acier est garantie, sa résistance peut être considérablement améliorée. Cela s'applique aux composants en acier moyennement allié à haute résistance qui nécessitent une résistance élevée, aux fils d'acier à haute résistance de petite section, ainsi qu'aux moules en acier fortement allié, aux outils en acier à haute vitesse, etc.
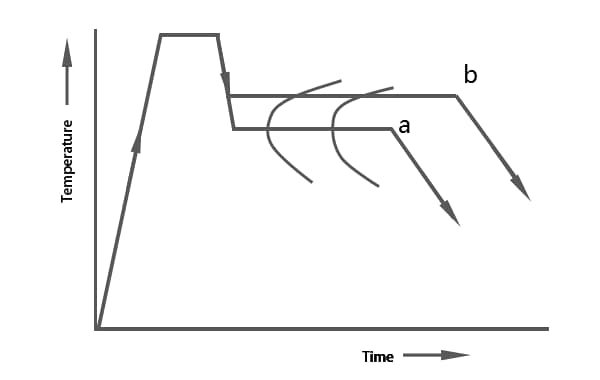
5. Traitement thermique par déformation isotherme
Caractéristiques du processus
(a) La déformation se produit à la fois avant et pendant la plage de température de transformation de la perlite de l'acier.
(b) La déformation peut également se produire après la transformation en perlite.
Effet et application
(a) Les sous-grains fins de ferrite et les carbures sphériques peuvent améliorer plusieurs fois la résistance aux chocs de l'acier et conviennent à la production de petites pièces d'acier de construction allié.
(b) Ce procédé permet de réduire considérablement le temps de sphéroïdisation, d'abaisser la température de sphéroïdisation et d'améliorer la structure de sphéroïdisation. Il est couramment utilisé dans les aciers à outils et les acier pour roulements fabrication.
6. Traitement thermique de déformation induisant une transformation martensitique
Caractéristiques du processus
La déformation est effectuée dans la plage de température Ms ~ Md de l'acier.
Effet et application
Améliorer la résistance dans des conditions assurant la plasticité.
Il est applicable à l'acier inoxydable austénitique et à l'acier à plasticité induite par transformation (acier TRIP).
7. Traitement de déformation et de vieillissement d'une solution solide sursaturée
Caractéristiques du processus
Après la mise en solution, l'acier ou l'alliage doit être travaillé à froid ou à chaud avant d'être vieilli.
Effet et application
La résistance est nettement améliorée et la plasticité nécessaire peut encore être assurée.
Utilisé pour les nuances d'acier ou les alliages nécessitant un renforcement, tels que l'acier austénitique, l'acier maraging, le superalliage à base de nickel, l'alliage d'aluminium, l'alliage de cuivre, etc.
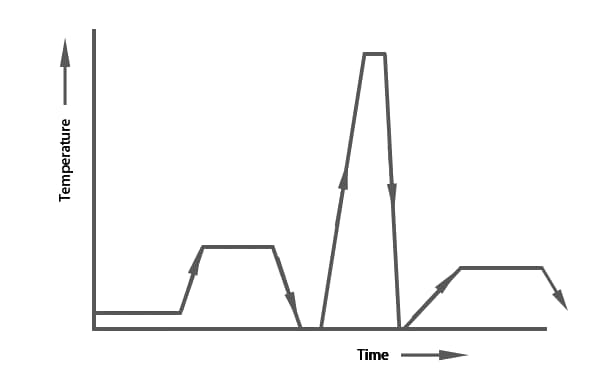
8. Traitement thermomécanique préalable
Caractéristiques du processus
Le processus commence par une déformation à froid à température ambiante, suivie d'une trempe intermédiaire. Ensuite, un chauffage rapide secondaire et une trempe sont effectués, suivis d'une trempe finale.
Effet et application
Il peut encore conserver l'effet de renforcement dû à la déformation, ce qui le rend adapté à la production de tubes d'acier laminés à froid, de fils d'acier à haute résistance étirés à froid ou de petites pièces de forme simple qui peuvent être formées à froid.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Comment les procédés de fabrication combinent-ils la chaleur et la pression pour créer des matériaux de qualité supérieure ? Le traitement thermomécanique, une méthode combinant la déformation et le traitement thermique, améliore les propriétés mécaniques et permet d'économiser de l'énergie. Cet article explore...
Comment les matériaux réagissent-ils à la chaleur ? La compréhension des propriétés thermiques est cruciale pour les applications d'ingénierie, car elle influe sur tout, de la sélection des matériaux à la prévision des performances. Cet article explore les différentes méthodes utilisées...
Imaginez que le moteur de votre voiture tombe en panne au milieu d'un désert brûlant parce que les matériaux n'ont pas résisté à la chaleur. Ce scénario souligne l'importance vitale de comprendre comment les températures élevées...
Pourquoi les boulons à haute résistance sont-ils si importants dans l'ingénierie moderne ? À mesure que les machines et les structures deviennent plus puissantes et plus complexes, les exigences en matière de boulons augmentent de façon exponentielle. Cet article se penche sur les matériaux...
Vous êtes-vous déjà demandé quel était le secret de la résistance et de la durabilité des alliages de titane ? Dans cet article, nous allons plonger dans le monde fascinant des techniques de traitement thermique qui transforment...
Faites passer votre entreprise à la vitesse supérieure