| Mode de soudage | Cause de l'événement | Mesures préventives |
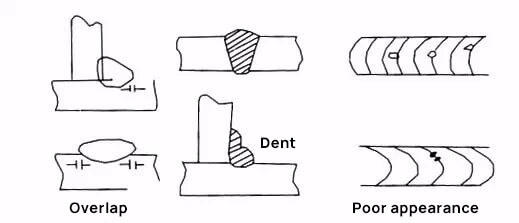
| Chevauchement | (1) Le courant est trop faible.
(2) La vitesse de soudage est trop lente. | (1) Utiliser le courant approprié.
(2) Utiliser la vitesse appropriée. |
| Mauvais aspect et mauvaise forme du cordon de soudure | (1) Baguette de soudure de mauvaise qualité.
(2) Méthode d'exploitation inappropriée.
(3) Le courant de soudage est trop élevé et le diamètre de l'électrode est trop épais.
(4) Surchauffe de la soudure.
(5) Dans le cordon de soudure, la méthode de remplissage par fusion est médiocre.
(6) La buse conductrice est usée.
(7) La longueur d'extension du fil de soudure reste inchangée. | (1) Des électrodes sèches de taille appropriée et de bonne qualité doivent être sélectionnées.
(2) Adopter une vitesse et une séquence de soudage uniformes et appropriées.
(3) Sélectionner le soudage avec le courant et le diamètre appropriés.
(4) Réduire le courant.
(5) Pratiquez davantage.
(6) Remplacer la buse conductrice.
(7) Maintenir une longueur et une compétence fixes. |
| Dent | (1) Mauvaise utilisation des baguettes de soudage.
(2) La baguette de soudage est mouillée.
(3) Le refroidissement du métal de base est trop rapide.
(4) Electrode non nettoyée et ségrégation de l'élément soudé.
(5) La teneur en carbone et en manganèse des pièces soudées est trop élevée. | (1) Utiliser une baguette de soudage appropriée. S'il n'est pas possible de l'éliminer, utiliser une baguette de soudage à faible teneur en hydrogène.
(2) Utiliser des électrodes séchées.
(3) Réduire la vitesse de soudage et éviter la trempe. Il est préférable de préchauffer ou de post-chauffer.
(4) Utiliser une bonne électrode à faible teneur en hydrogène.
(5) Il convient d'utiliser des électrodes à haute basicité. |
| Déviation de l'arc | (1) Pendant le soudage à courant continu, le champ magnétique généré par l'élément soudé est irrégulier, ce qui fait dévier l'arc.
(2) Mauvaise position du fil de mise à la terre.
(3) L'angle de fuite du pistolet de soudage est trop important.
(4) La longueur d'extension du fil de soudure est trop courte.
(5) La tension est trop élevée et l'arc est trop long.
(6) Le courant est trop élevé.
(7) La vitesse de soudage est trop rapide. | (1) Placer un fil de terre d'un côté de l'arc, ou souder de l'autre côté, ou utiliser un arc court, ou corriger le champ magnétique pour le rendre uniforme, ou utiliser le soudage en courant alternatif.
(2) Ajuster la position du fil de mise à la terre.
(3) Réduire l'angle de traînée du pistolet de soudage.
(4) Augmenter la longueur d'extension du fil de soudure.
(5) Réduire la tension et l'arc électrique.
(6) Ajuster et utiliser le courant approprié.
(7) Vitesse de soudage lente. |
| Brûler à travers | (1) En cas de soudage par fente, le courant est trop important.
(2) L'écart de soudure est trop important en raison d'un mauvais rainurage. | (1) Réduire le courant.
(2) Réduire l'écart de soudure. |
| Cordon de soudure irrégulier | (1) La buse conductrice est usée et la sortie du fil de soudure oscille. (2) Utilisation non qualifiée du pistolet de soudage. | (1) Remplacer la buse de soudage par une neuve.(2) S'entraîner davantage. |
| Déchirures de soudure | (1) Le courant est trop important et la vitesse de soudage est trop lente.
(2) L'arc est trop court et le cordon de soudure est trop haut.
(3) Mauvais alignement du fil de soudure. (pendant le soudage d'angle) | (1) Sélectionnez le courant et la vitesse de soudage appropriés.
(2) Augmenter la longueur de l'arc.
(3) Le fil de soudure ne doit pas être trop éloigné de l'intersection. |
| Projection excessive d'étincelles | (1) Baguette de soudure de mauvaise qualité.
(2) L'arc est trop long.
(3) Le courant est trop élevé ou trop faible.
(4) La tension de l'arc est trop élevée ou trop faible.
(5) Le fil de soudure dépasse trop.
(6) Le pistolet de soudage s'incline excessivement et l'angle de traînée est trop important.
(7) Absorption excessive d'humidité par le fil de soudage.
(8) Le machine à souder est en mauvais état. | (1) Utiliser une baguette de soudure sèche appropriée.
(2) Utiliser un arc plus court.
(3) Utiliser le courant approprié.
(4) Ajuster correctement.
(5) Suivre les instructions des différents fils de soudure.
(6) Maintenir une position aussi verticale que possible et éviter toute inclinaison excessive.
(7) Veiller aux conditions de stockage de l'entrepôt.
(8) Réparer et veiller à l'entretien pendant les jours ouvrables. |
| Le cordon de soudure est serpentin. | (1) Le fil de soudure est trop long.
(2) Le fil de soudure est torsadé.
(3) Fonctionnement linéaire médiocre. | (1) Une longueur appropriée doit être adoptée, comme le fil de soudage solide, qui s'étend de 20 à 25 mm en cas de courant élevé. Lors du soudage sous protection, la longueur d'extension est d'environ 40 à 50 mm.
(2) Remplacer le fil de soudure par un nouveau ou corriger la distorsion.
(3) Lors d'une opération en ligne droite, le pistolet de soudage doit être maintenu à la verticale. |
| Instabilité de l'arc | (1) La buse conductrice située à l'extrémité avant du pistolet de soudage est beaucoup plus grande que le diamètre de l'âme du fil de soudage.
(2) La buse conductrice est usée.
(3) Le fil de soudure s'enroule.
(4) Le convoyeur du fil de soudure ne tourne pas régulièrement.
(5) La rainure de la roue de transport du fil de soudure est usée.
(6) La roue de pression n'est pas bien pressée.
(7) La résistance du joint du conduit est trop élevée. | (1) Le diamètre du fil de soudage doit correspondre à celui de la buse conductrice.
(2) Remplacer la buse conductrice.
(3) Recourber et redresser le fil de soudure.
(4) Ajouter de l'huile à l'arbre du transporteur pour lubrifier la rotation.
(5) Remplacer la roue du convoyeur.
(6) La pression doit être appropriée ; trop lâche, le fil est mal alimenté ; trop serré, le fil de soudure est endommagé.
(7) Si le conduit est trop courbé, ajustez-le pour réduire la courbure. |
| Arc entre la buse et le métal de base | (1) Court-circuit entre la buse, le conduit ou la buse conductrice. | (1) Les étincelles et les éclaboussures excessives qui collent à la buse doivent être éliminées, ou utiliser le tube en céramique avec une protection isolante du pistolet de soudage. |
| Surchauffe de la buse du pistolet de soudage | (1) L'eau de refroidissement ne peut pas s'écouler complètement.
(2) Courant excessif. | (1) La conduite d'eau de refroidissement est obstruée. Si la conduite d'eau de refroidissement est obstruée, il faut l'enlever pour que la pression de l'eau augmente et que le débit soit normal.
(2) Le pistolet de soudage doit être utilisé dans la plage de courant et le taux d'utilisation autorisés. |
| Le fil de soudure colle à la buse conductrice | (1) La distance entre la buse conductrice et le métal de base est trop courte.
(2) Résistance excessive du conduit et mauvaise alimentation en fil.
(3) Le courant est trop faible et la tension trop élevée. | (1) Utilisez la distance appropriée ou un peu plus pour commencer l'arc, puis ajustez à la distance appropriée.
(2) Dégager l'intérieur du conduit pour permettre un acheminement sans heurts.
(3) Régler la valeur appropriée du courant et de la tension. |