Gaz de protection en soudage laser : Le guide le plus complet
Comment le gaz de protection peut-il améliorer de manière significative vos projets de soudage au laser ? Dans le soudage laser, le gaz de protection joue un rôle essentiel dans l'amélioration de la qualité de la soudure en empêchant les réactions avec les composants de l'air et en gérant les éclaboussures. Cet article explore les différents types de gaz de protection, leurs applications spécifiques et les méthodes d'administration pour optimiser vos résultats de soudage. Plongez dans cet article pour découvrir comment un gaz de protection adapté peut vous permettre d'obtenir des soudures plus solides et plus propres et d'accroître l'efficacité de vos projets.
En soudage laser, les gaz de protection jouent un rôle crucial dans l'optimisation de la qualité de la soudure et la protection de l'équipement. Ces gaz sont classés en trois catégories distinctes : les gaz auxiliaires (gaz MDE), les gaz de protection et les gaz de projection, chacun remplissant des fonctions spécifiques dans le processus de soudage.
Le gaz auxiliaire, particulièrement efficace avec les lasers à grenat d'yttrium et d'aluminium (YAG), atténue l'absorption du faisceau laser par le plasma de vapeur métallique. Cela améliore la pénétration du faisceau et l'efficacité du transfert d'énergie. Les gaz auxiliaires courants sont l'hélium ou les mélanges argon-hélium, choisis pour leur potentiel d'ionisation élevé.
Le gaz de protection sert à éloigner l'air atmosphérique de la zone de soudure, empêchant ainsi les réactions néfastes entre le métal en fusion et les éléments atmosphériques tels que l'oxygène et l'azote. Il en résulte une amélioration de la qualité de la soudure, une réduction de l'oxydation et une minimisation de la porosité. Les gaz de protection typiques comprennent l'argon, l'hélium ou des mélanges spécifiques adaptés au matériau de base et aux paramètres de soudage.
Le gaz à jet, utilisé dans les procédés de soudage à haute densité énergétique susceptibles de générer des projections et des vapeurs excessives, crée un rideau d'air protecteur. Ce rideau est dirigé à un angle de 90 degrés vers la tête d'usinage par l'intermédiaire d'une buse spécialisée. Il protège efficacement l'optique et le système de mise au point des projections de soudure et de la condensation, ce qui garantit des performances constantes et prolonge la durée de vie de l'équipement. Il est important de noter que le jet de gaz est conçu pour fonctionner sans interférer avec la dynamique du bain de soudure ou l'enveloppe du gaz de protection primaire.
2. Quel est le rôle du gaz de protection ?
Le laser produit un faisceau d'énergie essentiel au processus de soudage. Ce faisceau de haute intensité est dirigé avec précision vers la position du joint sur la pièce à l'aide d'un système optique sophistiqué comprenant des miroirs de direction, des câbles optiques laser et des dispositifs de focalisation.
Le positionnement et la fixation exacts de la pièce à usiner sont essentiels pour un guidage précis du faisceau laser focalisé. L'élément optique de focalisation se déplace le long de la position de la couture, dirigeant l'énergie laser concentrée sur la pièce avec une précision de l'ordre du micromètre.
Au point focal, l'extrême densité de puissance du faisceau laser induit une fusion rapide et une vaporisation partielle du matériau. La pression de vapeur métallique qui en résulte est si intense qu'elle crée un canal de pénétration étroit et profond connu sous le nom de "trou de serrure". Ce trou de serrure s'étend généralement sur plusieurs millimètres dans le matériau, ce qui permet de réaliser des soudures étroites et profondes, caractéristiques du soudage au laser.
Lorsque la lentille de mise au point se déplace par rapport à la pièce, le trou de serrure suit en dessous. Ce processus dynamique permet au métal en fusion de s'écouler et de fusionner derrière le trou de serrure, se solidifiant en un cordon de soudure étroit et de haute qualité.
Cependant, de nombreux métaux sont très réactifs à l'état fondu, en particulier avec les gaz atmosphériques tels que l'oxygène et l'azote. Ces réactions peuvent entraîner des défauts de soudure tels que la porosité, l'oxydation et la fragilisation, ce qui compromet considérablement la qualité de la soudure et les propriétés mécaniques.
Le gaz de protection joue un rôle essentiel dans l'atténuation de ces problèmes. Il crée une atmosphère protectrice autour du bain de soudure, en déplaçant efficacement les composants réactifs de l'air. On utilise généralement des gaz inertes comme l'argon ou l'hélium, ou parfois des gaz actifs comme le CO2 pour des applications spécifiques. Le gaz de protection empêche non seulement la contamination atmosphérique, mais influence également plusieurs paramètres clés du soudage :
Stabilité du bain de soudure : Il permet de maintenir la stabilité du trou de serrure et de la dynamique du bain de soudure.
Transfert de chaleur : Les différents gaz influencent la distribution de la chaleur dans la zone de soudure.
Caractéristiques de l'arc : Dans le cas du soudage hybride laser-arc, il influence le comportement de l'arc.
Géométrie du cordon de soudure : Le type de gaz et le débit peuvent affecter le profil et la pénétration de la soudure.
Réduction des projections : Un blindage adéquat minimise les projections de soudure.
Contrôle de la vitesse de refroidissement : Il peut influencer la vitesse de refroidissement, ce qui affecte la microstructure de la soudure.
3. Gaz de protection
Le gaz inerte est couramment utilisé dans les métaux soudage au laser en raison de ses propriétés de ne pas réagir, ou de réagir rarement, avec le matériau de la matrice. Parmi les gaz de protection recommandés figurent l'azote (N2), l'argon (AR) et l'hélium (He).
Il est important de noter que les gaz industriels contiennent souvent de petites quantités d'impuretés. La pureté du gaz est indiquée à l'aide d'un système numérique, où le premier chiffre représente le nombre de neuf dans la valeur du pourcentage et le deuxième chiffre représente le dernier chiffre de la valeur du pourcentage. Par exemple, He 4,6 indique une pureté d'hélium de 99,996% (en volume).
La durée de vie d'une bouteille de gaz peut être facilement calculée. Gaz de soudage est stocké dans des bouteilles de gaz, une bouteille typique contenant 50 litres de gaz à une pression de 200 bars.
T : Durée de vie
V : Volume de la bouteille de gaz
P : Pression de gonflage
Q : Consommation unitaire de gaz
Exemple :
V = 50l,p = 200bar,Q =40l/h → T = 50l - 200bar/40l/h = 250 h
Azote (N2)
L'azote est un gaz inerte incolore et inodore qui convient au soudage de l'acier chrome-nickel. Cependant, il n'est pas recommandé de l'utiliser avec les alliages de zirconium et les alliages d'aluminium. titane car, bien qu'il soit inactif, il peut former des composés avec ces matériaux.
Il est important de noter que lors du soudage de l'acier à l'azote, la présence d'azote peut légèrement réduire la résistance à la rouille en dissolvant le chrome et le nickel de l'acier.
Recommandation
Le tableau suivant donne un aperçu des gaz de protection recommandés.
Ar
Il
N2
Note
Aluminium et alliage d'aluminium
–
+
–
Des soudures lisses et brillantes peuvent être formées avec de l'hydrogène ou un mélange d'hydrogène.
L'utilisation d'hydrogène provoque des pores dans le matériau.
Les gaz contenant de l'hydrogène provoquent des pores dans le matériau.
Des soudures de très haute qualité peuvent être formées lors du soudage au dioxyde de carbone (CO2) ou au mélange d'hydrogène et de dioxyde de carbone. Cependant, la douceur et la brillance de ces soudures sont légèrement médiocres.
Acier au chrome-nickel
+
–
+
Il est recommandé d'utiliser de l'argon sur les appareils susceptibles de déborder, car il est plus lourd que l'azote. Si l'on veut éviter la corrosion, il faut utiliser de l'argon, car l'azote réagit avec le chrome et le nickel présents dans le matériau.
Titane et alliages de titane
+
–
+
Le titane réagit fortement avec les composants présents dans l'air. Tant que le température de soudure après refroidissement à 200 ℃, il est nécessaire de couvrir complètement la piscine de solution avec de l'argon (par exemple, une boîte à gants peut être utilisée)
Alliage de chrome
+
–
–
–
Cuivre
–
–
–
Il n'est généralement pas nécessaire d'utiliser un gaz de protection lorsque soudage du cuivre.
Suggestions pour le gaz protecteur des matières premières : "+" = oui, "-" = non
Note : Lors du soudage sur des dispositifs étroits, l'autoprotection se produit lorsque les vapeurs de métal repoussent l'oxygène dans l'environnement. Dans ce cas, l'utilisation d'un gaz de protection n'est pas nécessaire.
4. Entrée de gaz de protection
Les moyens d'introduire le gaz de protection dans la position de traitement sont les suivants :
Buses de passage
Serrage dispositif par l'intermédiaire de l'établi
Les paramètres suivants doivent être réglés de manière optimale pour l'utilisation :
Type de gaz, gaz pur ou gaz mixte
Angle d'incidence
Gamme d'incidents
débit d'air
Géométrie de la buse.
La quantité de gaz de protection doit être ajustée en fonction de l'état de santé de l'utilisateur. type de laser (continu ou pulsé), la vitesse de soudage et la soudure. TRUMPF fournit quelques buses standard, qui seront décrites plus en détail dans les informations suivantes.
Alimentation en gaz linéaire
La buse linéaire est une version avancée du tuyau composé, où chaque tuyau est assemblé individuellement.
La buse linéaire présente les avantages suivants :
Meilleure qualité de soudure.
La structure est plus compacte, ce qui réduit les interférences avec le contour.
Il peut être utilisé même si la buse est éloignée de la pièce.
prérequis :
Laser CW
Longueurs focales de l'objectif f = 150 mm, f = 200 mm, f = 250 mm et F = 300 mm.
Application de soudage :
La buse linéaire est adaptée au soudage linéaire :
Alimentation linéaire en gaz avec buse latérale MDE
Cette buse permet de diriger le gaz de protection en ligne droite et de réduire l'influence des vapeurs métalliques grâce à l'utilisation d'une buse MDE latérale.
prérequis :
Laser CW
Longueurs focales de l'objectif f = 150 mm, f = 200 mm, f = 250 mm et F = 300 mm.
Application de soudage :
La buse linéaire est adaptée au soudage linéaire :
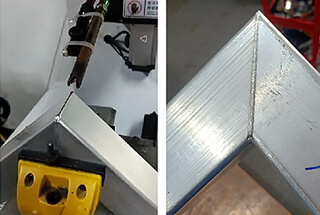
Soudure bout à bout.
Soudure d'angle.
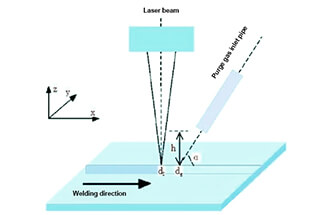
Alimentation en gaz de la buse de bullage
La buse conique est équipée d'un régulateur de rayon qui assure un flux laminaire et une distribution uniforme du gaz de protection.
Les buses à bulles peuvent être utilisées lorsque les conditions suivantes sont remplies :
Laser CW
Laser pulsé.
Longueurs focales de l'objectif f = 150 mm, f = 200 mm, f = 250 mm et F = 300 mm.
Application de soudage :
La buse à bulles peut fournir une alimentation en gaz laminaire sur une grande surface lorsque la puissance du faisceau et l'intensité de la lumière sont suffisantes. vitesse de soudage sont faibles. D'autre part, les buses coniques offrent une distribution uniforme du gaz de protection, en particulier dans les zones difficiles d'accès.
Il est recommandé de maintenir une distance de 8 à 12 mm et un angle de 30 à 50° par rapport à la pièce, en fonction de l'application.
Autres méthodes
Dans les situations où il est nécessaire d'assurer une couverture complète et uniforme du matériau avec le gaz de protection, l'utilisation de boîtes à gants est recommandée. La boîte à gants entoure complètement la zone de travail et empêche le débordement du gaz protecteur.
Comme la boîte à gants est entièrement remplie de gaz de protection, il n'est pas nécessaire d'utiliser une buse de gaz de protection séparée.
5. Disposition de la buse de gaz de protection
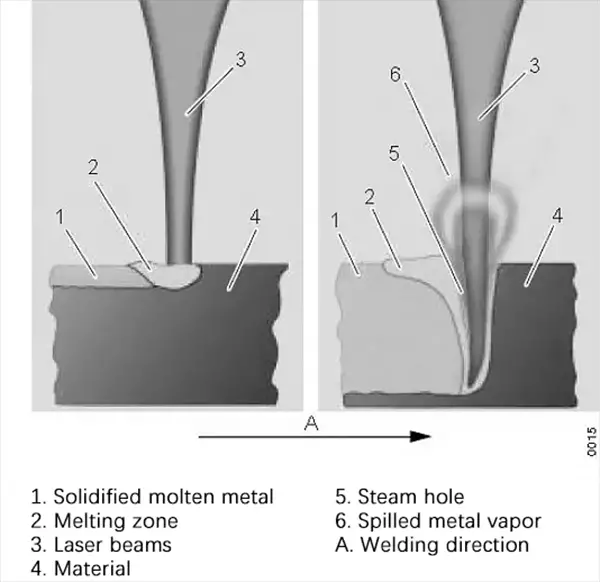
Il existe deux procédés de soudage différents pour le soudage au laser :
Dans le cas du soudage par conductivité thermique, seule la surface du matériau fond, ce qui permet d'obtenir une soudure d'une profondeur de quelques dixièmes de millimètre seulement. Ce procédé de soudage est principalement utilisé avec des lasers Nd:YAG pulsés.
En revanche, le soudage par pénétration profonde crée des soudures profondes et étroites. Ce procédé est réalisé à l'aide d'un laser Nd:YAG en mode continu.
Laser pulsé
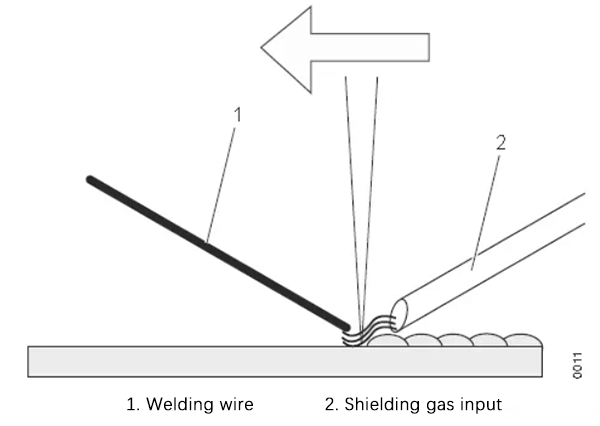
Pour obtenir les meilleurs résultats lors du soudage avec un laser pulsé, le fil de soudage (s'il est utilisé) est généralement inséré lentement. La direction de l'apport de gaz de protection peut être choisie librement.
Laser CW
Pour obtenir des résultats optimaux lors du soudage avec un laser à onde continue, il est nécessaire d'introduire le gaz de protection vers l'avant et de ralentir l'insertion du fil de soudage (le cas échéant).
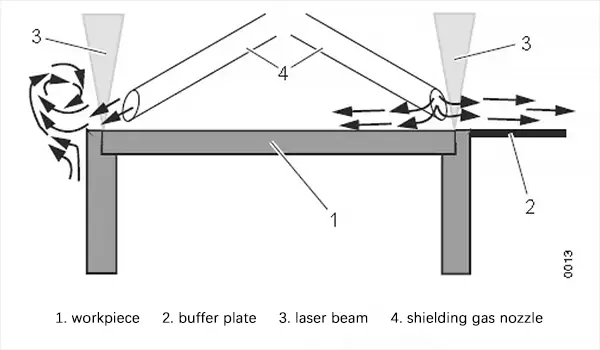
Soudage sur les bords
La buse d'alimentation en gaz de protection doit être disposée de manière à produire un flux d'air régulier et uniforme. Lors du soudage le long d'un bord, un tourbillon peut être créé, amenant l'oxygène de l'environnement vers la zone de soudage.
Si la teneur en oxygène dépasse 0,5%, le matériau peut réagir avec l'oxygène. Pour éviter les tourbillons d'air le long des bords pendant le soudage, des plaques tampons peuvent être installées.
6. Dosage du gaz de protection
Il est essentiel de mesurer avec précision le gaz de protection pour obtenir des résultats de soudage optimaux. Idéalement, un flux d'air laminaire régulier et uniforme devrait être présent au-dessus du point de traitement.
Si la quantité de gaz de protection utilisée est trop faible, la protection risque d'être insuffisante, ce qui permettra à l'humidité du gaz ou à l'air de pénétrer dans la soudure. D'autre part, si l'on utilise trop de gaz de protection, il peut créer des tourbillons qui amènent de l'air dans la zone de soudage.
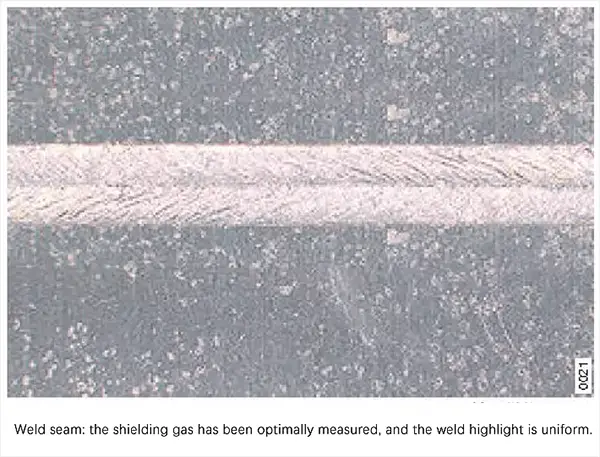
La couleur de la soudure peut donner une idée de la quantité de gaz de protection utilisée pendant le soudage. Si la soudure est grise, cela signifie qu'aucun gaz de protection n'a été utilisé. Si la soudure est jaune, la mesure du gaz de protection doit être optimisée.
Si la mesure du gaz de protection est optimisée, on obtient une soudure très brillante.
Une buse de gaz de protection munie d'un régulateur de rayon peut assurer un débit régulier de gaz de protection. Le même résultat peut être obtenu en utilisant de la laine d'acier dans la buse.
Rideau d'air transversal :
Les rideaux anti-vent sont utiles dans les cas suivants applications de soudage qui génèrent une quantité importante d'éclaboussures et de vapeur. Le rideau d'air doit être réglé de manière à ce que le flux du rideau d'air n'interfère pas avec le gaz de protection.
Suggestion :
Un simple test permet de déterminer si le jet de gaz a été réglé de manière optimale. Placez une feuille de papier au-dessus de la pièce à usiner et réglez la pression d'air du jet de manière à ce que le papier ne soit pas poussé vers le bas ou aspiré par le jet.
7. Rôle du gaz de protection
Différents gaz de protection peuvent produire des résultats différents, affectant la forme de la soudure et créant une surface de soudure plus lisse et plus polie. Le choix du gaz de protection peut également avoir une incidence sur la formation de pores dans la soudure et de projections, et entraver le couplage du faisceau laser.
Ar
Il
N2
Pas de gaz de protection
Forme de soudure
b = largeur
T = profondeur
Surface de soudure
++
+
+
–
Éclaboussures
+
+
0
–
Stomie
++
+
+
–
Couplage de faisceaux laser
–
–
–
+
Coût
–
–
0
Moins
Pour optimiser l'effet du gaz de protection, il est nécessaire d'ouvrir brièvement le gaz de protection avant et après le soudage. Après l'ouverture du gaz de protection, il s'écoule un certain temps avant que le gaz n'atteigne la pièce. Le bain de fusion encore froid après le soudage nécessite également une brève couverture par le gaz de protection.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé ce qui permettait d'obtenir une soudure parfaite ? En soudage laser, le secret réside dans l'utilisation du gaz de protection. Cet article explique comment différents gaz, comme l'azote, l'argon,...
Et si vous pouviez améliorer l'efficacité du soudage laser en ajustant simplement le débit de gaz ? Cet article examine comment le gaz à soufflage latéral affecte le plasma dans le soudage laser, révélant son impact sur le soudage...
Comment garantir des soudures sans défaut dans les alliages d'aluminium ? Cet article présente trois conseils d'experts pour minimiser la porosité lors du soudage au laser de l'aluminium. En explorant des méthodes telles que le traitement de surface, l'optimisation...
Vous êtes-vous déjà demandé comment le soudage au laser transforme le travail du métal ? Cet article dévoile les secrets du soudage au laser, en mettant l'accent sur les paramètres cruciaux qui garantissent la précision et la solidité. De l'ajustement de la puissance du laser à...
Imaginez que vous soudiez du métal à l'aide d'un faisceau de lumière : c'est précis, rapide et presque magique. C'est le soudage au laser, une technologie qui révolutionne la fabrication. Dans cet article, nous allons explorer les principes fondamentaux du...
Imaginez une méthode de soudage si précise et si puissante qu'elle peut assembler des matériaux avec une distorsion minimale et une résistance inégalée. C'est la promesse du soudage laser à pénétration profonde. Dans ce...
Dans le monde du soudage, le choix de la bonne méthode peut avoir un impact significatif sur l'efficacité et la qualité. Le soudage au laser et le soudage TIG (arc sous argon) présentent chacun des avantages et des inconvénients uniques. Le soudage au laser...
Imaginez une technique de soudage qui offre précision, distorsion thermique minimale et traitement à grande vitesse. Le soudage au laser offre ces avantages et révolutionne l'industrie manufacturière. Cet article se penche sur les...
Le soudage au laser permet d'assembler une grande variété de matériaux, mais quels sont ceux qui excellent vraiment ? Cet article explore les spécificités, couvrant tous les aspects des métaux courants tels que l'acier au carbone et l'aluminium, ainsi que...
Faites passer votre entreprise à la vitesse supérieure