Machine à rainurer en V pour la tôle : Le guide ultime
Vous êtes-vous déjà demandé comment les tôles obtenaient ces pliages précis et impeccables ? Cet article dévoile la magie qui se cache derrière les machines de rainurage en V. Découvrez comment elles transforment le travail des métaux, en améliorant la précision et l'esthétique dans des secteurs allant des ascenseurs aux décorations haut de gamme. Préparez-vous à explorer le monde fascinant du formage des courbes en V et son impact révolutionnaire !
Quelle est l'utilité d'une rainureuse dans le travail de la tôle ?
Une rainureuse, également appelée rainureuse en V ou machine à rainurer en V, est un outil utilisé pour tracer et fendre des rainures en V dans des plaques de métal. Cela permet de réduire le rayon de courbure et d'améliorer l'aspect des pièces de tôlerie.
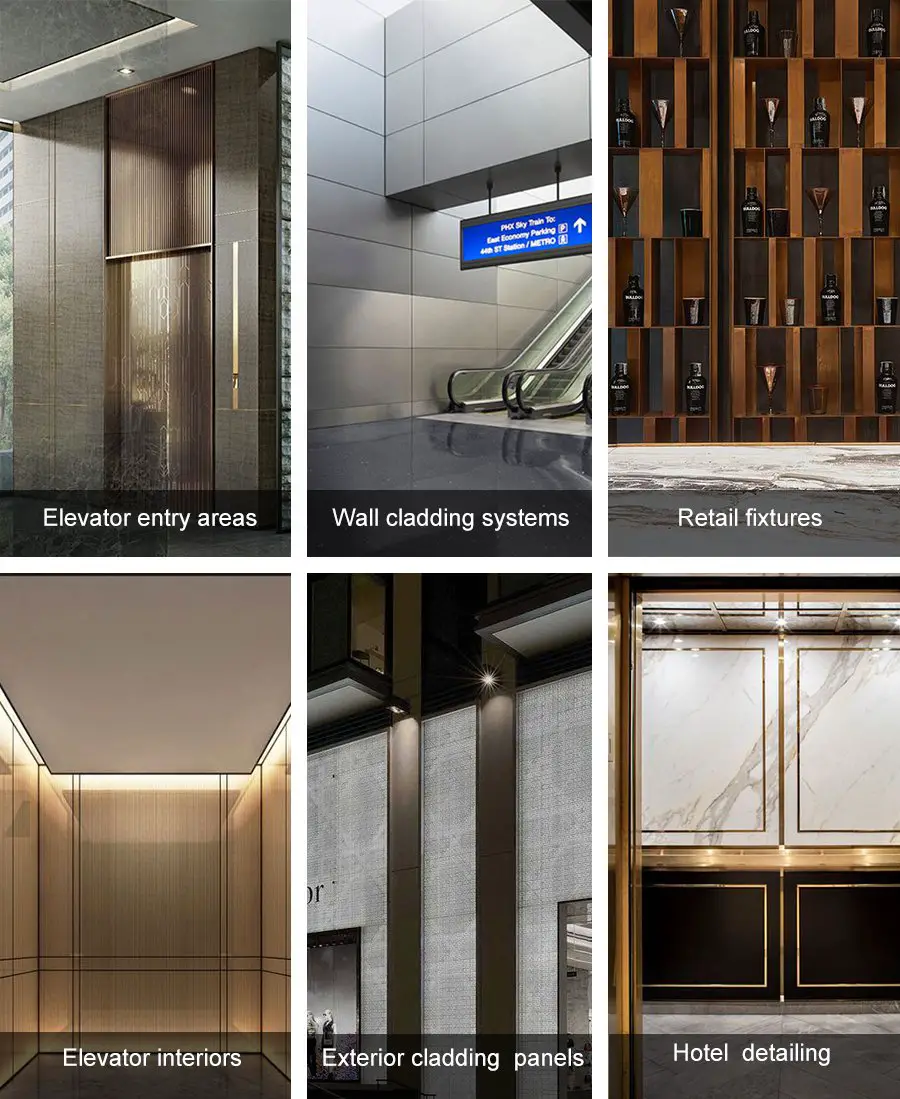
Cette machine est particulièrement utile dans les industries nécessitant un traitement de haute précision des plaques, telles que la fabrication d'ascenseurs, les matériaux d'emballage, le traitement de l'acier inoxydable, la production d'appareils électroménagers et l'affichage d'accessoires.
Avec le développement de l'économie, les hôtels, les restaurants, les centres commerciaux, les banques et les aéroports sont de plus en plus demandeurs de matériaux décoratifs métalliques avec formation de courbes pour les décorations de qualité moyenne et supérieure.
Les angle de flexion du pliage de la pièce avec des plaques d'acier inoxydable, de titane ou d'autres plaques métalliques colorées ne peut pas avoir de grands changements de couleur ;
Pas de différence de couleur évidente ;
La section courbe de la pièce est plus compliquée ;
Il peut refléter le style unique du créateur.
Les méthodes de cintrage traditionnelles telles que le cintrage forcé, le cintrage libre et même le cintrage en trois points n'ont pas été en mesure de répondre aux exigences susmentionnées.
En d'autres termes, le pliage de la tôle à l'aide d'un presse plieuse seuls ne peuvent pas répondre aux exigences du concepteur et ne peuvent pas atteindre la qualité et l'effet décoratif d'une décoration de qualité moyenne et supérieure.
C'est pourquoi une nouvelle technique de cintrage a été mise au point, à savoir la rainure en V technologie de pliage.
Quel est le processus de fabrication d'un pliage en V ?
Pour le dire simplement, c'est le cas :
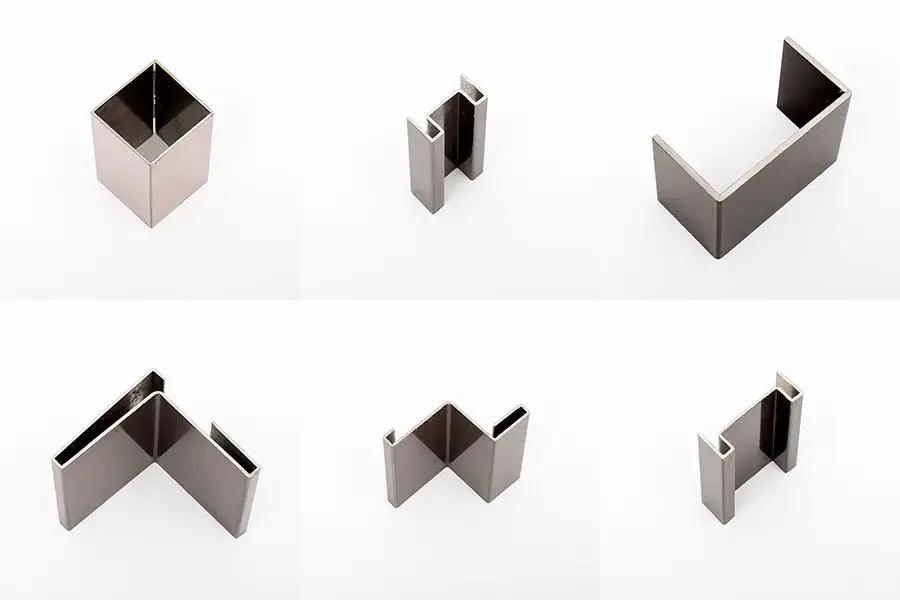
Tout d'abord, adopter la méthode de rainurage en V (ou coupe en V) sur la tôle. Ensuite, plier la tôle rainurée en différents angles et formes à l'aide d'une presse plieuse avec un moule général ou un moule spécial.
Une telle pièce courbée peut répondre aux besoins spécifiques de décoration haut de gamme dans les hôtels, les restaurants, les centres commerciaux, les banques et les aéroports.
Les principaux équipements de la technologie de cintrage des rainures en V sont les suivants presse plieuse et tôle de recouvrement en V (également appelée machine à rainurer en V).
La presse plieuse est un outil traditionnel pliage des plaques La machine de rainurage en V pour tôles minces est un nouveau type de machine de traitement des tôles, qui est l'équipement clé de la technologie de pliage par coupe en V.
La rainureuse en V est également connue sous le nom de machine de découpe en V CNC ou de machine de rainurage en V. Elle est principalement utilisée pour réaliser une certaine profondeur de découpe en V sur des plaques d'acier inoxydable. Elle est principalement utilisée pour obtenir une certaine profondeur de coupe en V sur les plaques d'acier inoxydable et les plaques d'acier ordinaire, plaques d'aluminiumLes plaques d'acier, les plaques de cuivre et les plaques composites de moins de 4 mm avant le formage par pliage.
La pièce produite avec cette technique a un faible rayon de courbure, ne présente pas de changement de couleur évident et est de petite taille. force de flexion exigences. En outre, il réduit l'erreur de rectitude de l'arête ronde des pièces longues et étroites, et l'erreur de rectitude de l'arête ronde des pièces longues et étroites. presse commune Les freins et les outils peuvent être utilisés pour plier la pièce avec une forme de section compliquée.
Les machines de rainurage en V sont largement utilisées dans des secteurs tels que la décoration en acier inoxydable, les ascenseurs, les portes de sécurité et les armoires.
Avant la mise au point d'équipements spéciaux de rainurage en V, les ateliers utilisaient généralement des raboteuses pour réaliser des rainures en V sur les tôles. Toutefois, comme la raboteuse ne dispose pas d'un dispositif de pressage efficace de la tôle, la profondeur de rainurage en V de la tôle et la distance de positionnement de la rainure en V ne peuvent pas être contrôlées avec précision. En outre, les raboteuses consomment beaucoup d'énergie et sont peu efficaces.
Actuellement, le rainurage en V des tôles est réalisé à l'aide d'une nouvelle machine de rainurage. type de métal Cette machine à rainurer les tôles est conçue et fabriquée pour répondre aux besoins spécifiques de l'industrie de la décoration moyenne et haut de gamme et de l'industrie de la fabrication d'ascenseurs. Cette machine peut réaliser des rainures en forme de V pour des matériaux tels que la tôle d'acier inoxydable, la tôle de fer et la tôle de cuivre. Avec l'installation d'accessoires spécialement dédiés, la machine à rainurer les tôles en V peut également être utilisée pour le meulage, le polissage et l'emboutissage de matériaux et de profils en tôle.
La plaque métallique est fixée, et la lame en V coupe mécaniquement la plaque. matériau métallique sur la piste de mouvement pour former une rainure en V.
La taille de l'angle de pliage est liée à la profondeur de la rainure en V.
Plus l'angle de pliage est faible, plus la profondeur de la rainure en V à réaliser est importante.
Plusieurs paramètres techniques ont un impact plus important sur la qualité de l'eau. groove processus.
Les paramètres techniques d'une machine à rainurer sont présentés ci-après à titre d'exemple (figure 2).
Distance minimale de la rainure en V par rapport au côté (mm)
10
Vitesse de rainurage (m/min)
40
Résolution du mouvement gauche-droite du porte-outil (mm)
0.001
Précision de positionnement (mm)
±0.001
Résolution du mouvement de montée et de descente du porte-outil (mm)
0.001
Précision de positionnement (mm)
±0.01
Puissance principale (Kw)
4.4
(1) Largeur et longueur maximales de la tôle rainurée : Ce paramètre affecte la taille maximale de la tôle que l'équipement de rainurage en V peut traiter.
(2) Épaisseur maximale de la tôle fendue : Ce paramètre affecte l'épaisseur maximale de la tôle que l'équipement peut traiter.
(3) La distance minimale de la rainure en V par rapport au bord : Ce paramètre indique la distance minimale entre le bord de la feuille rainurée et le bord de la plaque lors du traitement des plaques métalliques. Cette distance est principalement utilisée par la machine à rainurer pour saisir la distance de la rainure. En outre, la distance de sécurité fixée par le fabricant, plus la valeur de la distance minimale de la rainure en V par rapport au bord est faible, plus la valeur de la distance minimale du bord de la rainure par rapport au bord du matériau de la plaque est faible.
(4) Vitesse de coupe : ce paramètre reflète la vitesse du mouvement linéaire de l'outil lors de l'usinage de plaques métalliques. Plus la valeur est élevée, plus l'efficacité de traitement de l'équipement est grande.
(5) Résolution des mouvements de gauche et de droite, de haut en bas et précision de positionnement du porte-outil : Chaque paramètre reflète principalement la précision de traitement de l'équipement. À l'heure actuelle, la précision de positionnement minimale que la technologie nationale peut atteindre est de ±0,01 mm.
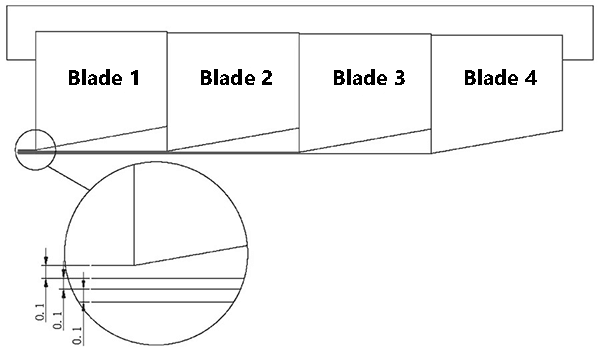
Outre les paramètres de l'équipement mentionnés ci-dessus qui influent sur le processus de rainurage, un autre paramètre important est la lame.
La qualité et le nombre de lames affectent directement l'efficacité de l'usinage et la vitesse d'usure de l'outil.
Les équipements de rainurage traditionnels utilisent trois lames pour une coupe simultanée, tandis que la technologie actuelle utilise quatre lames pour une coupe simultanée.
La structure de la lame est illustrée à la figure 3.
Figure 3 Schéma de la structure de l'outil
Il y a une distance de 0,1 mm entre chaque lame, et la profondeur maximale d'une seule rainure avec quatre lames peut atteindre 0,6 mm.
Pour garantir la qualité du processus de rainurage et prolonger la durée de vie de la lame, la profondeur d'un seul processus de rainurage fixée par la plupart des entreprises est de 0,4 à 0,5 mm.
Les dernières lames développées dans l'industrie sont en alliage, et chaque lame peut être utilisée pour rainurer 2500 à 3000 mètres de matériau en acier inoxydable.
Classification de la tôlerie en V
Actuellement, la longueur de la plaque métallique pour le rainurage en V est de 2500 mm, 3200 mm, 4000 mm, 5000 mm, 6000 mm et la largeur de traitement de la tôle est principalement de 1250 mm, 1500 mm, 2200 mm, 2400 mm.
Le type le plus populaire est la machine à rainurer en V 4000×1250 (L*L).
Si elle est classée par le style de la structureLa machine de rainurage en V de la tôle peut être divisée en 4 types :
Type de table de travail mobile
La structure de la poutre est fixe et le porte-outil peut être positionné sur la poutre transversale avant la rainure.
La tôle à usiner est fixée sur la table de travail par un dispositif de pression, et la rainure en forme de V est réalisée en déplaçant la table de travail d'avant en arrière le long du long rail. Ce processus est similaire à celui d'une raboteuse spécialisée.
Cependant, la consommation d'énergie est très élevée lors du rainurage en V de la tôle, car la table de travail, entraînée par le moteur, se déplace d'avant en arrière le long du long rail.
Déplacement de la poutre le long d'un long rail Type
La table de travail est fixe et la feuille traitée est fixée sur la table de travail par un dispositif de pressage. Le porte-outil est positionné sur la traverse en se déplaçant de gauche à droite. Le rainurage en V est réalisé en déplaçant la poutre d'avant en arrière le long du long rail de la table de travail. Pendant le processus de rainurage en V, la table de travail est fixe, mais la consommation d'énergie est très élevée en raison du mouvement de va-et-vient de la poutre le long du long rail.
Déplacement de la poutre le long d'un rail court Type
La table de travail est fixe et la feuille à traiter est fixée sur la table de travail à l'aide d'un dispositif de pressage.
Le faisceau se déplace d'avant en arrière le long du rail court de la table de travail pour effectuer le positionnement du pré-grooving.
Le porte-outil effectue la coupe en V en se déplaçant de gauche à droite le long du faisceau.
La consommation d'énergie est faible en raison de la fixité de la table de travail et de la poutre pendant le rainurage en V, et la puissance nécessaire pour entraîner le mouvement alternatif du porte-outil le long du long rail est bien inférieure à la puissance nécessaire pour entraîner la table de travail et la poutre.
Type de poutre fixe et de table de travail
Poutre fixe et table de travail, et la feuille traitée est positionnée pour le pré-grooving par le dispositif d'alimentation qui se déplace d'avant en arrière.
Le porte-outil effectue la coupe en V avec un mouvement de va-et-vient à gauche et à droite sur la poutre.
Pendant la coupe en V, il suffit d'entraîner le porte-outil pour qu'il effectue un mouvement de va-et-vient le long du long rail, et un dispositif d'alimentation léger est adopté pour le positionnement du pré-tournage sans qu'il soit nécessaire d'entraîner une poutre de plusieurs tonnes.
Il s'agit donc de la consommation d'énergie la plus faible et de l'effet d'économie d'énergie le plus évident.
Si on les classe selon la méthode de contrôle, les plaques minces en V peuvent être divisées en plusieurs catégories :
Machine à rainurer en V à affichage numérique
Machine à rainurer en V à commande numérique
La résolution de l'affichage est de 0,01 mm, ce qui est suffisant pour répondre aux besoins réels.
Principales caractéristiques de la technologie de formage de courbes en V
Fig.1 Processus de formation d'un coude par rainurage en V
1. Faible force de flexion nécessaire pour plier la pièce à usiner
La force de flexion est plus importante pour le pliage de plaques épaisses et plus faible pour les pièces minces.
Dans la technique de cintrage par rainure en V, la force de cintrage nécessaire est réduite en coupant la plaque en V au niveau de la rainure. position de flexionréduisant ainsi l'épaisseur de la plaque.
La profondeur de la rainure en V étant égale à la moitié de l'épaisseur de la plaque, cela permet d'économiser jusqu'à 50% de force de flexion.
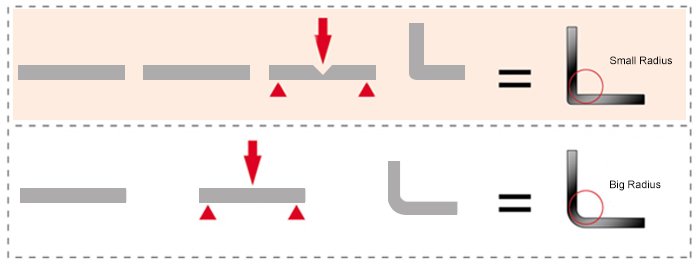
2. Un faible rayon de courbure de la pièce
Pour le cintrage libre, le rayon de cintrage est proportionnel à la largeur de l'ouverture en V de la matrice. La largeur de l'ouverture de la matrice est généralement de 8 à 12 fois l'épaisseur de la plaque.
Pour obtenir un rayon de courbure plus petit, vous devez choisir une matrice avec une largeur d'ouverture en V plus petite.
Plus la plaque est épaisse, plus la largeur de l'ouverture en V de la matrice est grande et plus le rayon de courbure est important.
Au contraire, plus la plaque est mince, plus la largeur de l'ouverture en V de la matrice sélectionnée est petite et plus le rayon de courbure est faible.
L'épaisseur de la plaque est réduite à la position de pliage par le rainurage en V, et le rayon de pliage de la pièce est naturellement réduit en proportion.
Dans la gamme de résistance des tôles, plus l'épaisseur restante est faible, plus le rayon de courbure de la pièce est réduit.
3. Petits changements de couleur sur les bords arrondis des pièces.
Pendant le processus de cintrage en V de la plaque, l'intérieur du rayon de cintrage de la pièce est soumis à une force de compression et subit une déformation par compression.
L'extérieur du rayon de courbure est soumis à une force de traction et subit une élongation.
Les principaux facteurs qui influencent les changements de couleur de l'arête arrondie pliée de la pièce sont la déformation de l'élongation causée par la résistance latérale à la traction.
Cela se voit à la forme en V processus de pliage de la tôle que la déformation d'allongement causée par la force de traction latérale est également liée à l'épaisseur de la tôle.
Le rainurage en V de la plaque permet de réduire l'épaisseur de la plaque à la position de pliage et de réduire la déformation d'allongement générée par la force de traction latérale pendant le pliage, ce qui permet d'obtenir de petits changements de couleur sur les bords arrondis de la pièce pliée.
4. Petit rectitude erreurs de l'arête arrondie courbée de la pièce étroite et longue
En le processus de pliage une pièce étroite et longue, l'intérieur du rayon de courbure génère une déformation par compression sous l'effet d'une force de compression dans le sens de la largeur, tandis que les matériaux de déformation se déplacent aux deux extrémités dans le sens de la longueur. L'extérieur du rayon de courbure génère une élongation sous l'effet d'une force de traction dans le sens de la largeur, les matériaux se déplaçant vers le centre dans le sens de la longueur.
La ligne d'arête pliée de la pièce prend alors une forme concave au centre. Plus la déformation de flexion est importante, plus la forme concave centrale de la ligne d'arête est prononcée. Inversement, plus la déformation de flexion est faible, moins la forme concave centrale de la ligne d'arête est prononcée. Étant donné que le rainurage en V réduit l'épaisseur de la tôle en position de flexion, la déformation de flexion est également réduite.
Par conséquent, la technique de formage des courbes par rainurage en V minimise les erreurs de rectitude de la ligne de bord de la pièce étroite et longue.
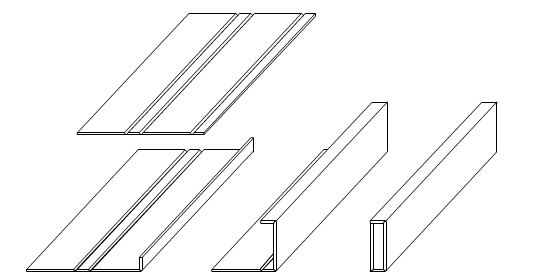
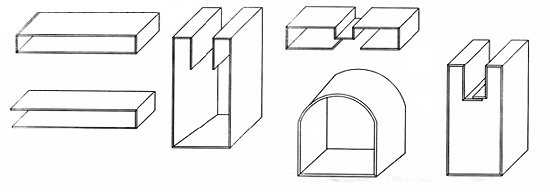
Pour la presse plieuse, seuls des outils généraux sont nécessaires pour réaliser la technique de formage par rainurage en V.
Certaines pièces présentant des sections complexes ou fermées peuvent être pliées sans outillage spécial en contrôlant correctement la profondeur du rainurage et la longueur de l'arête (comme le montre la figure 2), ce qui permet de réduire les dépenses liées à l'utilisation d'outils complexes de conception spéciale et de raccourcir le cycle d'usinage.
Fig.2 Forme de la coupe transversale de la pièce
Perspectives d'application de la technologie de formage de coudes par rainurage en V
La technologie de formage des courbes en V a gagné beaucoup de terrain dans diverses industries en raison de ses avantages distincts et de son intégration transparente dans les processus de pliage existants. Cette technique innovante ne nécessite que l'ajout d'une machine à rainurer les tôles en V aux installations de pliage traditionnelles, ce qui en fait une solution rentable et facile à mettre en œuvre.
Cette technologie a d'abord été largement adoptée dans les secteurs en plein essor de l'architecture et de la décoration d'intérieur de moyenne à haute gamme. Sa capacité à créer des courbes précises et esthétiques avec un minimum de contraintes matérielles l'a rendue particulièrement utile pour la production de panneaux métalliques décoratifs, de bordures et d'éléments architecturaux personnalisés.
Par la suite, l'industrie de la fabrication d'ascenseurs a adopté le formage des courbes en V. La capacité de cette technologie à produire des courbes nettes et précises dans des métaux plus épais s'est avérée inestimable pour créer des intérieurs de cabines d'ascenseurs, des panneaux de portes et des composants structurels avec une rigidité accrue et un poids réduit.
Plus récemment, les experts en fabrication d'appareils médicaux et d'armoires de commande électriques ont manifesté un vif intérêt pour le formage de courbes en V. Dans la fabrication de dispositifs médicaux, la technologie offre la possibilité de créer des conceptions complexes et hygiéniques avec des angles lisses qui sont plus faciles à stériliser. Pour les armoires électriques, elle permet de produire des armoires dotées de meilleures propriétés de blindage EMI et d'une meilleure gestion thermique grâce à un placement stratégique des plis.
Au fur et à mesure que les professionnels de l'industrie acquièrent une meilleure compréhension de la technologie de formage des courbes en V, son champ d'application continue de s'étendre. Les applications potentielles futures pourraient inclure les composants aérospatiaux, les panneaux de carrosserie automobile et les systèmes CVC avancés, où le pliage précis d'alliages à haute résistance et de géométries complexes est essentiel. La capacité de cette technologie à réduire le retour élastique des matériaux, à améliorer la précision du pliage et à préserver l'intégrité des matériaux en fait un outil précieux pour les industries exigeant un formage de haute précision des tôles.
Mode d'emploi de la machine de rainurage en V CNC pour tôle automatique
Méthode d'utilisation de l'écran tactile PLC
Démarrer la machine à rainurer en V
Ouvrez l'interrupteur d'air sur le côté droit du boîtier électrique, puis enclenchez l'interrupteur à clé sur le panneau avant.
L'ensemble de la machine est sous tension.
L'écran tactile affiche l'écran initial après un délai de trois secondes.
Surveillance du rainurage en V
Sur l'écran tactile lumineux, l'ensemble de la machine entre en mode de surveillance des opérations et affiche les informations suivantes :
(1) Position du faisceau
Cette position représente la distance entre le faisceau et le point initial et est détectée par le codeur à vis. Les chiffres affichés indiquent le numéro de la ligne de rainurage.
(2) Position cible
La position cible du faisceau en cours de déplacement est affichée. Si la rainureuse n'a pas commencé à rainurer lorsque le faisceau atteint la position cible, appuyez sur le bouton "mouvement du faisceau" et la machine ne bougera pas.
(3) Distance actuelle
Cette distance est la distance entre le sillon actuel et le sillon précédent.
(4) Position du porte-lame
La position du porte-lame est affichée sous forme de point 3D par rapport au point d'origine ou au point initial. La position est mesurée par le codeur du moteur pas à pas sur la tige de la vis, et si la position est supérieure à 29,8 mm, le porte-outil ne bougera pas. Le nombre à l'arrière indique le nombre de rainures.
(5) La largeur et l'épaisseur de la plaque sont définies comme paramètres de travail.
(6) Appuyez sur le bouton de démarrage pour commencer le rainurage lorsque le voyant de position clignote. Lorsque le voyant de profondeur clignote, appuyez sur le bouton "Move" pour passer à la position suivante pour le rainurage.
(7) Appuyez sur "opération manuelle" pour contrôler manuellement l'écran d'opération.
(8) Appuyez sur le bouton "open groove preparation" pour déplacer le faisceau vers l'avant de la plate-forme et initialiser les différents paramètres de rainurage afin de préparer le rainurage de la plaque métallique suivante.
La poutre ne se déplace pas si la position de la poutre est inférieure au décalage de la position initiale, mais l'initialisation des paramètres est normale, et il ne faut pas appuyer sur le bouton pendant le rainurage.
(9) Pour remplacer la lame, un bouton de pause de rainurage est mis en place.
Lorsque l'on appuie sur le bouton, la machine à rainurer s'arrête de fonctionner, puis on appuie sur le bouton pour redémarrer la machine.
(10) Appuyez sur "parameter setting" pour passer à l'écran de réglage des paramètres.
Fonctionnement manuel
(1) "Avancer le faisceau" signifie faire avancer le faisceau manuellement, et la vitesse de déplacement est définie dans les paramètres du système.
(2) "Faisceau vers l'arrière" signifie que le faisceau est déplacé vers l'arrière manuellement et que la vitesse de déplacement est définie dans les paramètres du système.
(3) "Porte-outil vers la gauche" signifie que le porte-outil est déplacé manuellement vers la gauche et que la vitesse de déplacement est définie dans les paramètres du système.
(4) "Porte-outil vers la droite" signifie que le porte-outil est déplacé manuellement vers la droite et que la vitesse de déplacement est définie dans les paramètres du système.
(5) "Porte-outil vers le haut" signifie déplacer manuellement le porte-outil vers le haut.
(6) "Abaisser le porte-outil" signifie déplacer manuellement le porte-outil vers le bas.
(7) "Instructions d'utilisation" : appuyez sur ce bouton pour passer à l'écran d'instructions d'utilisation.
(8) "Alignement de l'origine" : appuyez sur ce bouton pour exécuter la fonction de retour de l'original afin de corriger la position du faisceau.
En général, il n'est pas nécessaire d'effectuer la fonction de retour à l'origine (car l'ordinateur n'a pas la fonction de mémoire de localisation).
Toutefois, si la machine à rainurer s'est arrêtée pendant plus de deux jours, ou si la position n'est pas correcte en raison d'autres circonstances, la fonction de retour à l'origine doit être exécutée d'abord après l'électrification afin de garantir le fonctionnement normal de la machine.
Réglage des paramètres
Appuyez sur le bouton "parameter setting" pour accéder à l'écran de paramétrage, où l'espacement des rainures peut être réglé pour un maximum de 50 rainures.
La première rainure peut être définie avec une valeur minimale de 8 mm et un espacement maximal de 1220 mm, et il n'y a pas de limites pour les autres rainures.
Après avoir appuyé sur le menu du paramètre que vous souhaitez régler, un clavier numérique apparaît à l'écran. "ENT" est le bouton de confirmation de la saisie, "ES" signifie que la saisie est annulée et "CR" est le bouton de réinitialisation de la saisie. Tous les paramètres sont positifs, et si un nombre négatif est saisi, la machine signale une erreur.
Appuyez sur la touche "retour" pour revenir à l'écran de réglage.
Dans le réglage des paramètres, appuyez sur le bouton "paramètres du système" pour revenir à l'écran des paramètres du système.
Après avoir réglé les paramètres, vérifiez-les soigneusement en fonction de la liste des paramètres. fiche de processus pour éviter les erreurs.
La distance #1 correspond à la distance verticale entre la première rainure et le point initial. La distance #2 correspond à la distance verticale entre la première et la deuxième rainure, et ainsi de suite pour chacune des distances entre les rainures.
Dans l'écran de paramétrage, le processus en cours peut être effacé en sélectionnant "parameter full clearance".
Paramètres du système
Les paramètres du système comportent plusieurs types de boutons :
(1). L'"avance à la décélération" est la position dans laquelle le faisceau décélère d'une vitesse élevée à une vitesse constante.
Ce paramètre est crucial pour le positionnement.
Si chaque positionnement dépasse la course, il faut augmenter ce paramètre, généralement fixé à 8 mm, avec un réglage maximum de 9,999 mm.
(2). Le "positionnement avant" est la position désignée pour le positionnement avant l'arrêt.
Après l'arrêt, la poutre se déplace vers la position de positionnement sous l'action de l'inertie.
Si la machine à rainurer ne s'arrête pas à la bonne position pour chaque arrêt, cela signifie que le réglage du paramètre est trop important.
Dans le cas contraire, le réglage du paramètre est trop faible. La valeur maximale de ce paramètre peut être fixée à 0,8 mm.
(3). L'"erreur admissible" est l'erreur admissible après le positionnement. Le rainurage n'est pas autorisé s'il n'est pas compris dans cette plage, et une correction manuelle est nécessaire.
(4). "L'erreur de point initial" correspond à la distance entre la pointe de la lame et le bord après correction de l'origine.
Le réglage minimum est de 8 mm.
Dans le cas contraire, le détecteur de proximité en position frontale doit être ajusté à temps.
Rainurage (coupe en V)
1). Les rainures doivent répondre aux conditions suivantes
L'interrupteur d'arrêt d'urgence n'est pas enfoncé ;
Positionnement (voyant clignotant) ;
Le pied de pression situé sur le côté presse la tôle ;
Il n'y a pas de limite à droite ou à gauche du porte-outil ;
Le faisceau n'est pas hors de portée ;
Le bouton d'arrêt du porte-outil n'est pas enfoncé ;
La position longitudinale de la pointe de la lame est ≥ 8 mm ;
2). Poutre mobile
Lorsque le rainurage est terminé, appuyez sur le bouton "Move Beam" pour déplacer le faisceau vers la position de rainurage suivante, qui est automatiquement ajoutée à la position cible par la machine de rainurage.
Après le positionnement automatique de la poutre, un processus de rainurage doit être effectué avant que la poutre ne puisse à nouveau se déplacer. Ce processus se poursuit jusqu'à ce que toutes les lignes de rainurage soient terminées.
3). Conditions pour les faisceaux mobiles
La course de la poutre n'est pas supérieure à 1220 mm ;
Le positionnement ne clignote pas OK ;
La position du faisceau n'est pas supérieure à la position cible ;
Le dispositif de pression de suivi se soulève ;
L'interrupteur d'arrêt d'urgence n'est pas enfoncé ;
L'interrupteur de fin de course avant du faisceau est connecté ;
Le contacteur de moteur rainuré n'est pas rentré.
4). Appuyez sur le bouton "Rainurage prêt" pour déplacer la poutre vers l'avant de la plate-forme.
Les accessoires de la machine à rainurer
Onduleur
Contrôleur programmable
Moteur pas à pas
Conducteur de pas
Encodeur
Détecteur de proximité
Alimentation de l'interrupteur
Écran tactile
Méthode d'opération pour le rainurage mécanique
Posez la tôle à plat sur l'établi. Si la tôle est munie d'un film protecteur, le côté avec le film protecteur doit être orienté vers le bas. Un côté de la tôle s'accroche au bloc de référence situé devant la table de travail.
Appuyez sur le bouton de pression de la tôle pour serrer le bord de la tôle et achever le positionnement de la tôle.
Régler correctement la position du bloc de fin de course du détecteur de proximité à gauche et à droite du bloc coulissant du porte-outil en fonction de la longueur de la plaque.
Déterminer l'espacement des rainures et l'ajustement avant et arrière du faisceau. Appuyez sur le bouton "alignement de l'origine" de l'écran tactile de l'automate programmable pour réaliser un positionnement précis. En d'autres termes, le déplacement de la poutre jusqu'à la première position de la rainure, appuyer sur le bouton de suivi pour presser fermement le matériau de la plaque.
Le bloc de lame d'une épaisseur de 35 mm est utilisé pour régler le point initial de la lame, bloquer la vis de pression et vérifier le bloc de lame pour s'assurer de la hauteur de la lame. Il s'agit d'un travail préparatoire important pour garantir la profondeur précise des rainures et la production de rainures sûres.
Vérifiez si la lame est en bon état et si elle est très usée, desserrez-la. Appuyez sur la vis et faites pivoter la lame de 90 degrés, c'est-à-dire remplacez-la par un nouveau tranchant. Ou retournez la lame et changez une autre surface de lame.
Appuyez sur le bouton d'insertion du panneau de commande de l'armoire électrique pour effectuer le premier rainurage. En général, la profondeur du premier rainurage est de 0,3 mm, suivie de l'épaisseur de la plaque traitée.
Lorsque la profondeur de la rainure est conforme aux exigences, la lame de rainurage sort de la surface de la plaque. Le cadre coulissant se déplace automatiquement jusqu'à la position limite droite prédéfinie. L'automate programmable contrôle le déplacement de la poutre vers la rainure suivante, puis le deuxième rainurage est effectué. Jusqu'à ce que l'ensemble du processus de rainurage soit terminé, appuyez sur le "bouton de libération" de la pression du matériau de suivi sur la station d'exploitation mobile et desserrez le dispositif de presse de suivi. L'automate programmable exécute l'instruction de positionnement de la rainure suivante. La poutre retourne immédiatement à la rainure suivante et répète l'opération jusqu'à ce que toutes les rainures soient terminées.
Une fois les travaux de rainurage terminés, desserrez tous les dispositifs de pressage, ramenez le faisceau dans la position appropriée, retirez les matériaux de la plaque et nettoyez la table de travail.
Lorsque le refroidissement par pulvérisation est nécessaire, l'interrupteur de l'armoire électrique est d'abord ouvert, et le système de refroidissement est automatiquement lubrifié pendant le processus de coupe.
Procédure d'utilisation sûre de la machine de rainurage en V à commande numérique
La machine à rainurer CNC doit être entretenue et utilisée par une personne spécialement affectée à cette tâche ;
L'opérateur d'une machine à rainurer en V à commande numérique doit suivre la formation dispensée par le département professionnel. Après avoir passé l'examen et obtenu le certificat de qualification, l'opérateur peut travailler de manière indépendante ;
Avant l'opération, il faut porter des vêtements de travail à manches longues (pour éviter les brûlures causées par les projections de débris rainurés) et des gants pour charger et décharger la tôle ;
Avant de démarrer la machine à rainurer en V, vérifiez si la table de la machine est propre, en particulier entre les pinces et la table ;
Réinitialisez l'origine après le démarrage. Lors du travail, vérifiez que la pièce est conforme aux exigences du processus et saisissez correctement la taille et la profondeur de rainurage ;
Lorsque l'opérateur est placé sur la petite feuille, n'oubliez pas de la manipuler légèrement. Avant le chargement, nettoyez la surface de la machine et la table d'alimentation, et ne laissez pas de fil rainuré résiduel ou d'autres objets divers ;
Lors du fonctionnement de la machine à rainurer, vérifiez que la plaque est poussée vers l'origine. Le personnel ne doit pas étendre la tête ni aucune partie du corps dans la zone du moteur de la machine (pour éviter d'être blessé par la machine). Le pistolet à air comprimé et la main ne doivent pas être placés sous la pince fixe ;
Lorsque la rainureuse est en mouvement, l'opération doit être arrêtée en cas de collision de la machine ou des matériaux. Tout d'abord, réinitialisez l'origine pour empêcher le déplacement de l'origine au moment de la collision ;
Après le rainurage, placez délicatement la feuille dans la position prévue afin d'éviter de rayer la pièce ;
Après l'opération, procédez à l'entretien quotidien de la machine à rainurer, coupez l'alimentation électrique et nettoyez le lieu de travail.
Machine à rainurer en V à portique (horizontale) et machine à rainurer en V verticale : Laquelle choisir ?
Lorsqu'ils choisissent une machine de rainurage en V pour la fabrication de métaux, les fabricants sont souvent confrontés au choix entre une machine de rainurage en V à portique (horizontale) et une machine de rainurage en V verticale. Pour faire un choix éclairé, il est essentiel de comprendre les principales différences entre leur conception, leur fonctionnement et leurs capacités.
Actuellement, deux types principaux de machines de rainurage en V dominent le marché : les configurations verticales et horizontales (portiques).
Les machines de rainurage vertical en V ont une structure qui rappelle celle d'un cadre de porte. Dans cette configuration, un dispositif spécialisé positionne la plaque de métal à l'endroit précis du traitement. Une fois bien fixée, la rainure en V est créée par le mouvement linéaire de l'outil de coupe. L'outil de coupe effectue un mouvement en ligne droite pour l'usinage, tandis que la pièce est repositionnée si nécessaire pour faciliter l'opération de rainurage. Cette conception est particulièrement efficace pour les petites plaques et offre une excellente stabilité pendant le processus de coupe.
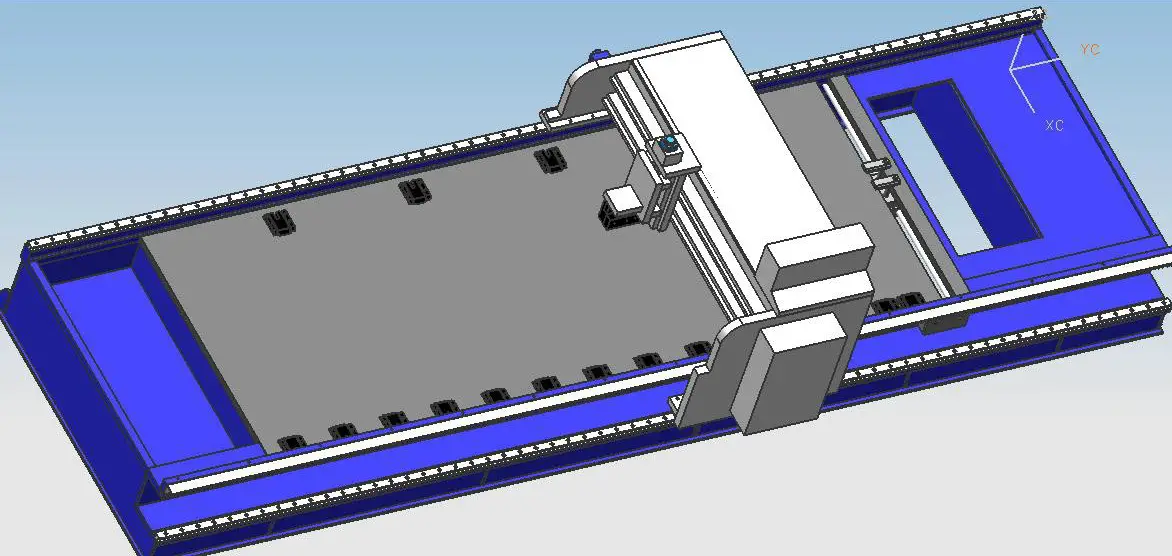
En revanche, les machines de rainurage en V horizontales (à portique) utilisent une approche différente. Ces machines se caractérisent par une table de travail spacieuse où la plaque métallique est fermement fixée à l'aide de pinces à pression. Le mécanisme de coupe est monté sur un portique, formant une structure mécanique automatisée qui se déplace au-dessus de la pièce. Le système de positionnement de l'outil sur le portique localise d'abord la trajectoire d'usinage le long de l'axe Y, puis l'ensemble du portique se déplace sur l'axe X, entraînant l'outil de coupe pour effectuer la rainure en V. Dans cette configuration, la pièce à usiner reste sur la table de travail, ce qui permet d'obtenir un résultat optimal. Dans cette configuration, la pièce reste immobile pendant que l'outil de coupe exécute le processus de rainurage.
Chaque type de machine de rainurage en V offre des avantages distincts en fonction de facteurs tels que la taille de la pièce, le volume de production et les exigences spécifiques de l'application. Le choix entre les configurations verticales et horizontales dépend souvent de considérations telles que l'espace disponible, les capacités de manutention et la complexité des rainures en V à usiner.
Chaque type de rainureuse présente des avantages et des inconvénients (tableau 1).
Tableau 1 Comparaison des technologies de rainurage vertical et horizontal en V
Objet
Rainure verticale en V
Gantry V Groover
Gamme de traitement
Lors de l'usinage de pièces à rainurer, si la pièce est longue, il faut ajouter une table pour porter la pièce lors de l'usinage du côté court, ce qui n'est pas pratique.
Usinage CNC à trois axes avec une large gamme de traitement, adapté à une variété de formes de grande taille.
Technologie de traitement des tables de travail
La surface de la table de travail est en acier inoxydable.moule de qualité après un traitement thermique global, et est finement broyé par une meuleuse. La finesse de la surface atteint un effet miroir.
La surface de la table de travail est soudée par des plaques de fer ordinaires. La dureté de la pièce à usiner est supérieure à celle-ci. Le fil d'acier rainuré, les lames endommagées, etc. rendent la surface de la table de travail piquée (la fonction d'auto-rabotage est nécessaire pour restaurer régulièrement la surface de la table de travail).
Efficacité de la transformation
La distance minimale entre la rainure en V et le bord est de 10 mm, et la vitesse de coupe est de 40 m/min.
La distance minimale entre la rainure en V et le bord est de 8 mm, et la vitesse de coupe est de 50 m/min ou plus.L'alimentation réciproque n'est pas nécessaire, elle est donc plus efficace.
Perte de puissance
Le porte-outil se déplace d'avant en arrière avec moins de pertes (puissance du moteur principal 4,4 kW).
Le portique et le porte-outil se déplacent ensemble d'avant en arrière, et la perte est importante (la puissance du moteur principal est de 5,5 kW).
Sécurité
La machine à rainurer verticale serre automatiquement la pièce à usiner par pression hydraulique, se positionne automatiquement et travaille automatiquement. L'opérateur est éloigné des parties mobiles de la machine.
La pièce à usiner est serrée dans la zone de mouvement de la machine. Le portique se déplace à grande vitesse, et la partie commande se déplace avec le portique. L'opérateur doit veiller à une utilisation sûre.
Effet global
En raison de la nécessité d'une alimentation automatique après la saisie de la pièce, les déchets de fer générés par le rainurage rayent souvent la surface décorative, et un alignement et un déplacement fréquents sont nécessaires lors du traitement de pièces de grande taille, ce qui risque davantage d'endommager la surface.
Il n'est pas nécessaire de déplacer la pièce pendant le traitement. Elle peut être utilisée par une seule personne pendant toute la durée du processus, et la surface décorative de la pièce ne sera pas rayée, ce qui garantit la qualité du traitement de surface (une raison importante pour l'utilisation dans l'industrie des ascenseurs).
Les caractéristiques d'application de ces deux types de produits ressortent des éléments de comparaison.
Le choix spécifique de l'équipement pour le traitement doit être déterminé en fonction des exigences de l'industrie et des caractéristiques de la pièce.
En général, la machine à rainurer en V à portique a un rendement élevé, mais la précision du rainurage (fente) n'est pas aussi bonne que celle de la machine à rainurer en V verticale.
De plus, si la tôle a une forme non spécifique (découpée par découpe au laser), et que plusieurs lignes de rainurage seront nécessaires, nous vous suggérons de choisir une machine de rainurage en V verticale.
Si la tôle est une pièce entière ou une pièce plus symétrique, telle que carrée ou rectangulaire, nous recommandons de choisir la rainureuse en V à portique ou horizontale.
En outre, le prix actuel de la machine à rainurer en V de type portique est légèrement inférieur à celui de la machine à rainurer en V verticale, et le type portique reste l'option la plus populaire et est choisi par la plupart des clients.
Réflexions finales
Les clients ayant des exigences de plus en plus élevées en matière d'esthétique de leurs produits, l'application du processus de rainurage est de plus en plus répandue.
On pense que le processus de rainurage apportera certainement plus d'avantages et de contributions à l'industrie manufacturière à l'avenir.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment perfectionner l'art d'utiliser un outil de rainurage ? Cet article présente les 10 conseils essentiels pour optimiser votre processus de rainurage, de la sélection de l'outil...
Vous êtes curieux de savoir comment une machine de rainurage en V peut transformer votre processus d'usinage des métaux ? Cet article vous guide à travers les étapes essentielles et les précautions de sécurité à prendre pour utiliser efficacement la machine. De la préparation à l'équipement...
Vous êtes-vous déjà demandé comment les dessins métalliques complexes des voitures et des avions prenaient vie ? Cet article explore le monde fascinant des techniques de pliage et de rainurage de la tôle, révélant comment...
Vous êtes-vous déjà demandé comment calculer avec précision la longueur dépliée dans le cas d'un cintrage par rainurage ? Ce guide présente les différences entre les calculs de cintrage avec et sans rainure, ainsi que des exemples pratiques pour le cintrage à l'équerre...
Faites passer votre entreprise à la vitesse supérieure