Les pieds à coulisse sont des instruments de mesure de précision indispensables, largement utilisés dans divers secteurs de la fabrication et de l'ingénierie. Ces outils polyvalents permettent de mesurer avec une grande précision les dimensions critiques des pièces, notamment la longueur, le diamètre intérieur, le diamètre extérieur et la profondeur.
La conception des pieds à coulisse comprend une échelle principale et une échelle de Vernier coulissante, permettant des mesures avec des résolutions typiques de 0,02 mm ou 0,001 pouce. Ce niveau de précision est crucial pour le contrôle de la qualité dans la fabrication des métaux, les opérations d'usinage et les processus d'assemblage où des tolérances serrées sont essentielles.
Vue d'ensemble des pieds à coulisse
Les pieds à coulisse sont des instruments de mesure de haute précision largement utilisés dans les processus de fabrication et de contrôle de la qualité. Ils se composent d'une échelle principale et d'une échelle à vernier coulissante, ce qui permet de mesurer avec précision les dimensions linéaires. La conception de l'appareil permet d'effectuer des mesures externes et internes, ainsi que des mesures de profondeur.
La précision des pieds à coulisse est déterminée par la valeur de l'échelle sur le vernier, qui peut être classée en trois catégories communes :
- Résolution de 0,1 mm : Précision standard, adaptée aux mesures générales
- Résolution de 0,05 mm : Plus grande précision, utilisée pour des applications plus exigeantes
- Résolution de 0,02 mm : Précision maximale, utilisée pour les contrôles dimensionnels critiques
Les pieds à coulisse modernes intègrent souvent des affichages numériques pour faciliter la lecture, tout en conservant l'échelle de vernier traditionnelle pour plus de fiabilité. La plage de mesure s'étend généralement de 0 à 150 mm ou de 0 à 6 pouces, des tailles plus grandes étant disponibles pour des applications spécialisées.
Les principales caractéristiques des pieds à coulisse sont les suivantes :
- Double échelle (métrique et impériale) pour plus de polyvalence
- Construction en acier inoxydable trempé pour la durabilité et la résistance à la corrosion
- Mécanisme de réglage fin pour des mesures précises
- Vis de blocage pour maintenir la position de mesure
Un étalonnage correct et une manipulation soigneuse sont essentiels pour maintenir la précision des pieds à coulisse et garantir des mesures fiables dans diverses applications industrielles et scientifiques.
Méthode de lecture du pied à coulisse
Si l'on prend l'exemple d'un pied à coulisse précis dont l'échelle est de 0,02 mm, la méthode de lecture peut être divisée en trois étapes :
1) La valeur du millimètre entier est lue sur la base de l'échelle la plus proche de la règle principale, à gauche de la ligne zéro de l'échelle du vernier.
2) La valeur décimale est lue en multipliant par 0,02 le nombre de graduations alignées sur la règle principale à droite de la ligne zéro de l'échelle du vernier.
3) La mesure finale est obtenue en additionnant les parties entières et décimales détaillées ci-dessus.
Méthode de lecture d'un pied à coulisse de 0,02 mm.
Comme le montre la figure ci-dessus, la ligne zéro de l'échelle à vernier correspond à la marque de 64 mm sur l'échelle principale. La neuvième ligne derrière la ligne zéro de l'échelle à vernier s'aligne sur une ligne de l'échelle principale.
La neuvième ligne derrière la ligne zéro de l'échelle du vernier représente : 0,02×9= 0,18mm ;
Par conséquent, la dimension de la pièce mesurée est : 64+0,18=64,18mm.
Instructions pour l'utilisation d'un pied à coulisse
Avant de prendre des mesures, assurez-vous du bon étalonnage du pied à coulisse. Fermez complètement les mâchoires et vérifiez que le repère zéro de l'échelle de Vernier s'aligne précisément sur le repère zéro de l'échelle principale. Si l'alignement est parfait, procédez aux mesures. En cas de désalignement, enregistrez l'erreur de zéro en vue d'une compensation ultérieure.
Une erreur de zéro positive se produit lorsque le zéro du Vernier est à droite du zéro de la balance principale, tandis qu'une erreur de zéro négative se produit lorsqu'il est à gauche. Cette convention reflète les principes de la ligne des nombres, où la droite est positive et la gauche négative. Il faut toujours tenir compte de cette erreur dans les mesures finales pour garantir la précision.
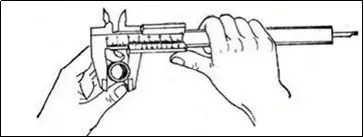
Pour mesurer, saisissez fermement le corps principal du pied à coulisse dans votre main dominante, généralement la droite. Utilisez votre pouce pour faire glisser l'échelle de Vernier en douceur. Cette technique assure la stabilité et un contrôle précis pendant la mesure.
Pour les mesures externes, tenez l'objet dans votre main non dominante (généralement la gauche) et placez-le délicatement entre les mâchoires principales. Ajustez les mâchoires jusqu'à ce qu'elles soient en contact ferme et régulier avec la surface de l'objet, sans exercer de pression excessive, ce qui pourrait fausser les mesures. Pour les mesures internes, utilisez les petites saillies situées sur la partie supérieure des mâchoires.
Une fois l'objet bien positionné, reportez-vous aux échelles pour effectuer votre lecture :
- Notez la dernière division visible de l'échelle principale avant le zéro du Vernier.
- Identifier la ligne de l'échelle Vernier qui s'aligne le plus étroitement avec n'importe quelle ligne de l'échelle principale.
- Additionnez ces deux relevés pour obtenir la mesure finale.
La figure ci-dessous illustre ce processus de lecture :
N'oubliez pas de tenir compte de l'erreur du zéro dans votre calcul final. Une pratique régulière vous permettra d'améliorer votre rapidité et votre précision dans l'utilisation de cet instrument de précision.
Applications des pieds à coulisse
Les pieds à coulisse, instruments de mesure polyvalents et précis, trouvent de nombreuses applications dans divers domaines de l'industrie et de l'ingénierie. Leur capacité à fournir des mesures précises les rend indispensables au contrôle de la qualité, à la fabrication et à la recherche. Les quatre applications clés suivantes démontrent la polyvalence des pieds à coulisse :
- Mesure des dimensions extérieures des pièces :
Il s'agit de mesurer la largeur, la longueur et l'épaisseur d'objets plats ou rectangulaires. La balance principale et la balance à vernier sont utilisées conjointement pour obtenir des mesures précises d'éléments extérieurs.
- Mesure du diamètre extérieur des pièces cylindriques :
Les mâchoires extérieures du pied à coulisse sont utilisées pour mesurer le diamètre d'objets ronds tels que les arbres, les tiges et les tuyaux. Cette application est cruciale pour garantir la précision des dimensions lors des opérations d'usinage.
- Mesure du diamètre intérieur des pièces :
Les mâchoires intérieures du pied à coulisse sont utilisées pour mesurer le diamètre interne des trous, des alésages et des cavités. Cette application est essentielle dans la mécanique de précision et les processus d'assemblage où des tolérances serrées sont requises.
- Mesure de la profondeur des pièces :
La tige ou la sonde de profondeur du pied à coulisse est utilisée pour mesurer la profondeur des trous borgnes, des fentes ou des évidements. Cette fonction est particulièrement utile dans les processus de fabrication impliquant des géométries complexes.
La figure ci-dessous présente les techniques de mesure spécifiques à ces quatre applications :
Précautions d'emploi
Le pied à coulisse est un instrument de mesure très précis. Certaines précautions doivent être prises lors de son utilisation :
1. Avant toute utilisation, nettoyer les surfaces de mesure des deux mâchoires. Fermez les mâchoires et vérifiez si la ligne zéro de l'échelle du vernier est alignée avec la ligne zéro de l'échelle principale. En cas de désalignement, ajuster la lecture de la mesure en fonction de l'erreur d'origine.
2. Lors de la mesure d'une pièce, les surfaces de mesure des mors doivent être parallèles ou perpendiculaires à la surface de la pièce. Évitez les inclinaisons et les forces excessives afin d'éviter la déformation ou l'usure des mâchoires, ce qui pourrait affecter la précision de la mesure.
3. Lors de la lecture de l'étalonnage, votre ligne de visée doit être perpendiculaire à la surface de l'échelle. Dans le cas contraire, la valeur mesurée peut être inexacte.
4. Lors de la mesure du diamètre intérieur, faire pivoter doucement le pied à coulisse pour trouver la valeur maximale.
5. Après avoir utilisé le pied à coulisse, nettoyez-le soigneusement, appliquez une huile de protection et rangez-le à plat dans un étui pour éviter qu'il ne rouille ou ne se déforme.
Le micromètre, également connu sous le nom de jauge à vis, est un autre instrument de mesure précis. Les paragraphes suivants expliquent les principes, la structure et les méthodes d'utilisation du micromètre.
Qu'est-ce qu'un micromètre ?
Un micromètre, également connu sous le nom de micromètre à vis, est un instrument de mesure de précision conçu pour effectuer des mesures dimensionnelles très précises. Il offre une précision supérieure à celle d'outils tels que les pieds à coulisse, permettant généralement des mesures jusqu'à 0,001 pouce (0,025 mm), voire 0,0001 pouce (0,001 mm) dans certains modèles spécialisés.
L'appareil se compose d'un cadre en forme de C avec une broche qui se déplace dans un manchon. La broche est reliée à un dé à coudre, qui est marqué de graduations. La rotation de la cosse fait avancer ou reculer la broche, ce qui permet de mesurer avec précision l'objet placé entre la face de la broche et l'enclume.
La plupart des micromètres standard ont une plage de mesure de 25,4 mm (1 pouce), bien que des modèles avec des plages plus larges soient disponibles pour des applications spécifiques. La précision et la fiabilité des micromètres les rendent indispensables dans les processus d'usinage, de travail des métaux et de contrôle de la qualité où des tolérances serrées sont essentielles.
La structure d'un micromètre
Un micromètre standard se compose généralement des éléments suivants :
- Cadre : Le corps en forme de C qui contient tous les autres composants.
- Enclume : la face de mesure fixe.
- Broche : La face de mesure mobile qui avance ou se rétracte.
- Dé à coudre : Le cylindre rotatif avec des graduations, fixé à la broche.
- Manchon : le baril stationnaire avec une échelle linéaire.
- Arrêt à cliquet : Mécanisme permettant d'assurer une pression de mesure constante.
- Contre-écrou : Utilisé pour bloquer la broche en place après une mesure.
- Filet de la broche : Le fil précis qui déplace la broche lorsque le dé à coudre est tourné.
Ces composants fonctionnent ensemble pour permettre des mesures précises de petites distances ou épaisseurs, généralement de l'ordre de 0-25 mm ou 0-1 pouce, avec une précision souvent de 0,01 mm ou 0,001 pouce.
Principe de fonctionnement de la jauge micrométrique à vis
La jauge micrométrique à vis fonctionne selon le principe de l'amplification hélicoïdale, un concept fondamental en métrologie de précision. Ce principe exploite la relation entre le mouvement rotatif et le mouvement linéaire dans un mécanisme à vis. Lorsque la vis effectue un tour complet dans son écrou, elle avance ou se rétracte axialement d'une distance égale à son pas.
Cet avantage mécanique permet de convertir un petit déplacement linéaire en un mouvement de rotation plus important et plus facilement mesurable. Par conséquent, des déplacements axiaux minimes peuvent être quantifiés avec précision en observant les positions angulaires sur la circonférence du dé à coudre.
Dans un micromètre de précision typique, le filetage est conçu avec un pas de 0,5 mm. Le dé à coudre, qui sert d'échelle mobile, est divisé avec précision en 50 incréments égaux. Un tour complet du dé à coudre correspond à un mouvement linéaire de 0,5 mm de la broche.
Dans cette configuration, chaque incrément sur le dé à coudre représente un déplacement linéaire de 0,01 mm (0,5 mm / 50 divisions). Cette relation constitue la base de la résolution de mesure du micromètre. L'échelle fixe du manchon, généralement graduée en incréments de 0,5 mm, fonctionne en conjonction avec le dé à coudre pour permettre des lectures jusqu'à 0,01 mm.
Les micromètres perfectionnés intègrent une échelle vernier sur le manchon, ce qui permet une interpolation entre les divisions du dé à coudre. Cette amélioration permet de mesurer avec une résolution de 0,001 mm (1 μm), ce qui vaut à l'appareil son nom familier de "règle des millièmes" dans certaines régions.
La précision et la fiabilité des mesures micrométriques dépendent de facteurs tels que la précision du filetage, la qualité des faces de mesure et les techniques d'étalonnage et d'utilisation appropriées. Un étalonnage régulier par rapport à des cales étalons certifiées est essentiel pour maintenir la précision des mesures et la traçabilité aux normes internationales.
Comment utiliser le micromètre à vis
Lorsque nous aidons nos clients à connecter notre dispositif d'acquisition de données au micromètre à vis pour des mesures à haut rendement, nous leur demandons généralement de respecter les points suivants :
1. Avant toute utilisation, vérifier le point zéro : Tourner lentement la molette de réglage fin D′ pour mettre en contact la tige de mesure (F) et l'enclume de mesure (A) jusqu'à ce qu'un déclic se fasse entendre. À ce stade, le marquage du zéro sur le manchon mobile doit s'aligner sur la ligne de base (longue ligne horizontale) du manchon fixe, sinon il y a une erreur de zéro.
2. Tenir le pied à coulisse (C) de la main gauche et, de la main droite, tourner le bouton de réglage grossier (D) de manière à ce que l'espace entre la tige de mesure (F) et l'enclume (A) soit légèrement plus grand que l'objet à mesurer. Insérer l'objet, puis tourner le bouton de blocage (D') jusqu'à ce que l'objet soit fixé et que le cliquet émette un son. Une fois la tige de mesure fixée en manipulant le bouton de verrouillage (G), effectuer la lecture.
Méthode de lecture de la jauge à vis micrométrique
- Commencez par lire l'échelle fixe (échelle du manchon). Cette échelle mesure généralement en millimètres et est marquée par incréments de 1 mm.
- Observez la position du dé à coudre par rapport à la ligne de référence du manchon. Si la ligne zéro du dé à coudre se trouve au-delà de la ligne de référence, lisez la dernière marque millimétrique visible sur le manchon. Si une ligne d'un demi-millimètre est visible entre le dernier millimètre entier et le bord du dé à coudre, ajoutez 0,5 mm à votre lecture. Si elle n'est pas visible, ajoutez 0,0 mm.
- Il faut ensuite lire l'échelle rotative du dé à coudre (échelle mobile). Cette échelle est généralement divisée en 50 ou 100 divisions, chacune représentant 0,01 mm ou 0,001 mm, respectivement. Repérez la ligne de l'échelle du dé à coudre qui correspond le mieux à la ligne de référence du manchon. Multipliez ce nombre par le facteur d'échelle (généralement 0,01 mm) pour obtenir la mesure précise.
- La lecture finale est la somme des lectures de l'échelle fixe, de la demi-échelle (le cas échéant) et de l'échelle du dé à coudre.
Par exemple, si l'échelle fixe indique 5 mm, que la demi-échelle est visible (0,5 mm) et que l'échelle du dé à coudre indique 28 (28 × 0,01 = 0,28 mm), la lecture totale sera de 5,78 mm.
Les jauges à vis micrométriques sont capables d'effectuer des mesures à 0,01 mm (10 micromètres) ou même 0,001 mm (1 micromètre) près dans les modèles de haute précision. Cette précision exceptionnelle dans la mesure des petites dimensions est la raison pour laquelle l'instrument est souvent appelé simplement "micromètre" dans les contextes d'ingénierie et de fabrication.
Pour garantir des relevés précis, il est essentiel de maintenir un étalonnage correct, d'utiliser une pression de mesure constante (souvent obtenue grâce à un mécanisme à cliquet) et de vérifier régulièrement l'erreur de zéro. En outre, la compréhension de l'échelle de vernier sur certains modèles peut améliorer la précision des mesures.
Remarques concernant la jauge micrométrique à vis
Lors de la mesure, approchez l'objet avec précaution à l'aide du dé à coudre jusqu'à ce que la broche soit proche de la pièce. Passez ensuite à la butée à cliquet ou au dé à friction pour le réglage final. Cette approche contrôlée permet d'éviter une pression excessive, de garantir des mesures précises et de protéger à la fois le micromètre et l'objet mesuré contre les dommages.
Observez attentivement l'échelle du manchon fixe. Vérifiez si la ligne d'un demi-millimètre est visible entre deux graduations d'un millimètre entier. Cette ligne intermédiaire est cruciale pour une lecture précise avec une résolution de 0,5 mm.
Incluez toujours le chiffre des millièmes dans votre lecture, même lorsque le point zéro du dé à coudre est parfaitement aligné avec la ligne de référence du manchon. Dans ce cas, enregistrez le millième en tant que "0". Cette pratique permet de maintenir la cohérence et d'éviter les erreurs d'arrondi dans les calculs ultérieurs.
Avant chaque utilisation, vérifiez l'erreur de zéro en fermant complètement le micromètre. Si le zéro du dé à coudre n'est pas aligné sur la ligne de référence du manchon, notez cet écart comme étant l'erreur de zéro. Pour les erreurs positives, soustrayez cette valeur de votre lecture finale ; pour les erreurs négatives, ajoutez-la. Vous pouvez également régler la position du dé à coudre à l'aide de la clé fournie pour éliminer mécaniquement l'erreur de zéro.
Entretenez correctement le micromètre en nettoyant régulièrement les faces de mesure, en lubrifiant le filetage de la broche et en le rangeant dans un étui de protection pour éviter la corrosion et les dommages physiques.
Pour une précision optimale, utilisez le micromètre à une température constante, idéalement 20°C (68°F), qui est la température de référence standard pour la plupart des mesures de précision. Des variations de température importantes peuvent affecter à la fois le micromètre et la pièce en raison de la dilatation thermique.
Utilisation et entretien corrects de la jauge à vis micrométrique
Entretien après utilisation : Après chaque utilisation, nettoyez soigneusement le micromètre avec un chiffon doux. Appliquez une fine couche d'huile protectrice appropriée pour éviter la corrosion. Rangez l'instrument dans son étui, de préférence dans un environnement à température contrôlée et à faible taux d'humidité afin de préserver la précision à long terme et d'éviter les dommages.
Vérifier la précision du réglage du zéro : avant chaque utilisation, fermer la broche contre l'enclume et s'assurer que les marques du zéro sur le manchon et le dé à coudre s'alignent parfaitement. En cas de désalignement, ajuster à l'aide de la clé fournie ou consulter la procédure d'étalonnage du fabricant.
Préparer la pièce : Nettoyez soigneusement la surface à mesurer, en éliminant tout débris, bavure ou contaminant susceptible d'affecter la précision. Pour les mesures sensibles à la température, laissez la pièce atteindre la température ambiante.
Positionner des pièces plus grandes : Pour les pièces dépassant la capacité du micromètre, utilisez un bloc en V de précision ou une plaque de surface pour garantir un alignement stable et perpendiculaire pendant la mesure.
Nettoyer les surfaces de mesure : Essuyez délicatement la pointe de la broche et la face de l'enclume avec un chiffon non pelucheux pour éliminer toute particule ou résidu d'huile qui pourrait compromettre la précision de la mesure.
Appliquer une force de mesure constante : Utilisez toujours la butée à cliquet ou le dé à friction lorsque vous réglez la broche. Cela garantit une pression de contact uniforme, généralement de l'ordre de 5 à 10 N, évitant ainsi un serrage excessif et des dommages potentiels à la fois au micromètre et à la pièce à usiner.
Préservez l'intégrité de l'étalonnage : Ne jamais démonter le micromètre ou desserrer le couvercle arrière, car cela pourrait modifier le réglage critique du zéro et la précision globale de l'instrument.
Éviter la contamination : Ne pas introduire d'huile de machine standard entre le manchon fixe et le dé mobile. Si une lubrification est nécessaire, n'utiliser que des huiles spécialisées pour instruments recommandées par le fabricant.