Soudage du cuivre au laser : Solution laser à fibre à haute luminosité
Les secteurs de l'électronique grand public et de l'automobile jouent un rôle crucial dans la stimulation de l'utilisation du cuivre dans les processus industriels et la fabrication de produits. Avec le développement de nouvelles technologies de batteries à capacité améliorée, le besoin d'une technologie de connexion compatible augmente également. Bien que le brasage tendre reste la principale technologie pour les applications électroniques grand public de faible puissance, il doit être [...]
Les industries de l'électronique grand public et de l'automobile jouent un rôle crucial dans la stimulation de l'utilisation du cuivre dans le traitement industriel et la fabrication de produits.
Avec le développement de nouvelles technologies de batteries à capacité améliorée, le besoin d'une technologie de connexion compatible augmente également.
Bien que le brasage tendre reste la principale technologie pour les applications électroniques grand public de faible puissance, il doit être utilisé dans des situations où le courant de transmission est élevé ou lorsque les joints sont soumis à des charges et à des contraintes dynamiques importantes.
Cette tendance est particulièrement influencée par l'industrie des véhicules électriques et ses fournisseurs, qui recherchent des processus robustes et efficaces pour les opérations de production de masse telles que le stockage de l'énergie et la transmission des lignes.
Dans le passé, les propriétés physiques du cuivre et des alliages de cuivre limitaient l'utilisation de la technologie laser pour le soudage.
Toutefois, l'avènement des lasers à fibre à haute puissance et à haute luminosité a permis de surmonter ces limitations.
Grâce au développement de nouvelles technologies de traitement appropriées, il est possible de produire des joints stables et sans défaut par le biais d'un processus de fabrication efficace. processus de soudage.
Laser à infrarouge proche, le défi du soudage du cuivre
Les difficultés de soudage au laser Le cuivre est le produit de deux de ses propriétés physiques : une faible absorption de la plupart des lasers industriels à haute puissance et une conductivité thermique élevée au cours du processus.
L'absorption du cuivre augmente lorsque la longueur d'onde diminue, ce qui fait que les lasers à bande visible, tels que les lasers verts d'une longueur d'onde de 532 nm, sont bien adaptés à l'utilisation de l'énergie solaire. soudage du cuivre. Cependant, ces lasers ne sont pas disponibles ou n'ont pas été testés de manière approfondie pour la gamme de puissance nécessaire à la plupart des applications. applications de soudage.
Fig. 1 : Soudage du cuivre sans défaut grâce à un procédé d'oscillation du faisceau à grande vitesse
Les lasers infrarouges sont confrontés à des problèmes d'absorption lorsqu'ils travaillent avec des matériaux solides.
Pendant la période de soudage par pénétrationSi le matériau fond ou s'évapore, son taux d'absorption augmente considérablement.
Le taux d'absorption du cuivre solide est inférieur à 4%, mais le taux d'absorption de la vapeur de cuivre (générée pendant le soudage par pénétration profonde) est supérieur à 60% (voir le tableau ci-dessous).
Ce problème d'absorption peut être résolu en utilisant une densité de puissance très élevée, ce qui accélère la fusion et l'évaporation du cuivre et favorise donc son absorption.
Tableau : absorptivité du cuivre dans le proche infrarouge rayonnement laser sous différents états.
État
Taux d'absorption (%)
Solide
40
Liquide
10
Pénétration par le trou de serrure
>60
L'analyse vidéo à grande vitesse montre qu'un processus stable peut être établi en moins d'une milliseconde.
Pour le soudage à ondes continues (CW), ce défi doit être relevé dès le début du processus de soudage. Une fois que le processus de soudage par trou de serrure a été mis en place, il permet d'obtenir un taux d'absorption élevé et constant. En mode pulsé, cet obstacle doit être surmonté au début de chaque impulsion.
La densité de puissance élevée nécessaire au soudage peut être obtenue en utilisant un laser à fibre monomode. Ce laser à fibre type de laser a une qualité de faisceau et des performances de focalisation supérieures à celles d'autres lasers à semi-conducteurs.
IPG propose des lasers monomodes de haute puissance jusqu'à 10 kW et des lasers multimodes de haute luminosité dépassant 10 kW, avec des conceptions solides et testées industriellement.
L'utilisation de ces lasers à fibre monomodes et de ces lasers à haute luminosité de mode inférieur permet d'atteindre des intensités supérieures à 108 W/cm². Un couplage fiable peut être obtenu même à des niveaux de puissance de plusieurs centaines de watts.
Par rapport aux lasers multimodes ordinaires de même puissance, l'intensité de ces lasers est jusqu'à 50 fois supérieure.
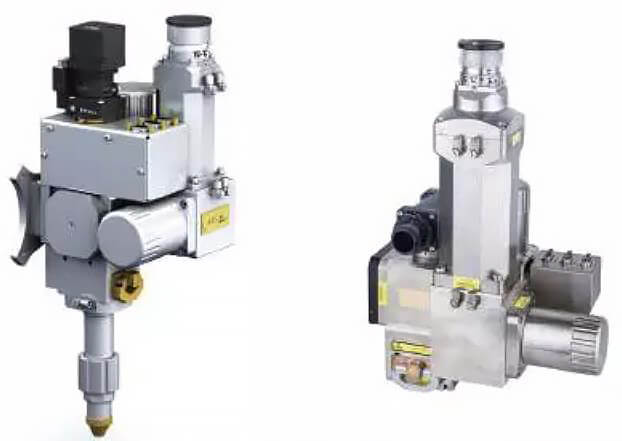
IPG propose la série YLR de lasers à fibre monomodes d'une puissance de 100W à 1000W, logés dans un châssis compact de 19″. L'entreprise propose également la série YLS de lasers à fibre d'une puissance allant jusqu'à 10 kW (figure 2).
Le rendement global des deux séries est de 40%.
Fig. 2 : Laser à fibre monomode de haute puissance : rack de type YLR-1000-SM refroidi par air (à gauche) et système de 3KW de type YLS-3000-SM (à droite).
Un autre problème lié au procédé de soudage du cuivre est l'instabilité qui se produit à de faibles vitesses de soudage.
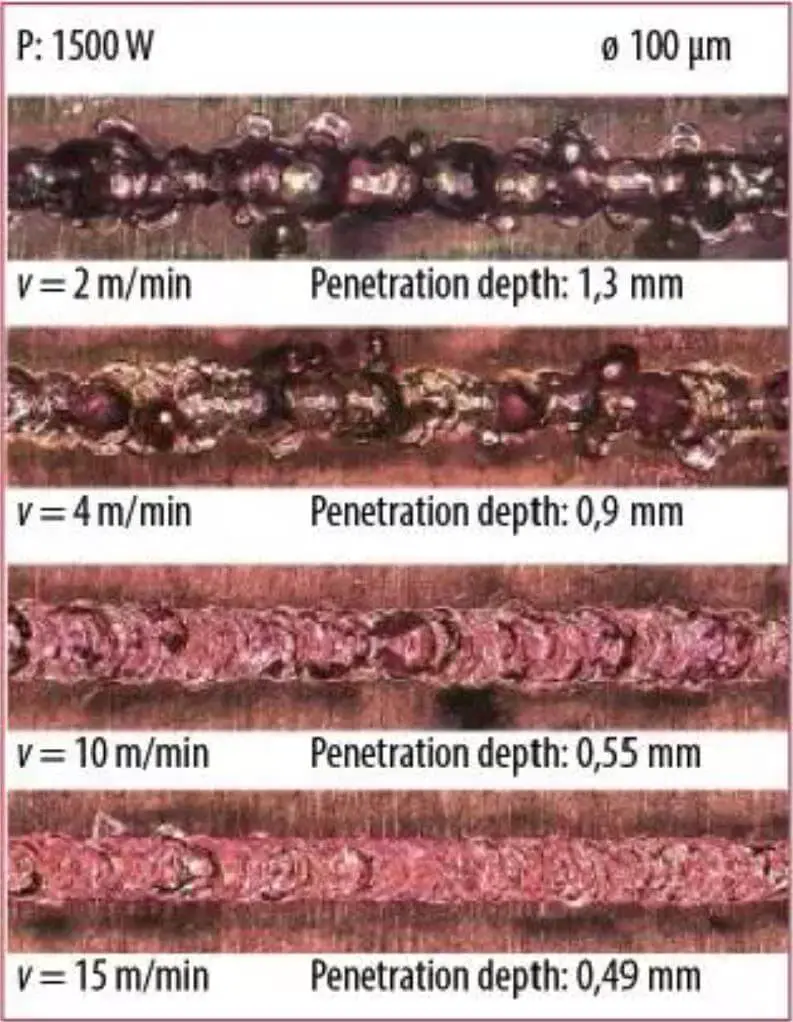
Généralement, les vitesses de soudage inférieures à 5 mètres par minute sont confrontées à des problèmes d'instabilité tels que les éclaboussures, la porosité et les surfaces de soudure irrégulières.
Toutefois, lorsque la vitesse de soudage augmente, ces instabilités disparaissent progressivement.
À des vitesses de soudage comprises entre 5 et 15 mètres par minute, la qualité atteint un niveau acceptable.
Si la vitesse de soudage dépasse 15 mètres par minute, la soudure obtenue est largement exempte de défauts (figure 3).
Cela suggère que les paramètres de soudage optimaux sont à la portée des systèmes de mouvement traditionnels, tels que les robots.
Fig. 3 : Effet de la vitesse de traitement sur qualité des soudures et la profondeur de la soudure.
De nouvelles recherches ont montré que la stabilité du processus peut être obtenue non seulement en augmentant la vitesse de soudage, mais aussi en modifiant dynamiquement la position de la lentille de guidage du faisceau.
Cette technologie d'oscillation permet de former des joints de soudure stables à des vitesses de soudage relativement faibles et de réduire considérablement la profondeur de soudure.
Grâce à cette technologie, il est possible de réaliser une soudure de cuivre de haute qualité d'une profondeur allant jusqu'à 1,5 mm en utilisant uniquement un laser à fibre monomode d'une puissance de 1KW.
La même technologie peut être appliquée aux lasers multimodes à haute luminosité.
Un laser à fibre de 6 kW avec une qualité de faisceau de 2 mm mrad a été utilisé pour les essais.soudage de qualité avec une profondeur de soudure de 5 mm.
Fig. 4 : Balancement des séries FLW-D30 et FLW-D50 joints soudés lancée par IPG
Le contrôle dynamique du faisceau peut être réalisé à l'aide d'un galvanomètre à balayage traditionnel ou d'une nouvelle tête oscillante, qui combine les avantages d'un joint soudé éprouvé et d'un galvanomètre à balayage.
Ces galvanomètres peuvent facilement incorporer des formes préprogrammées telles que des cercles, des lignes ou une "forme en 8", ainsi que des formes librement programmables à l'intérieur d'une certaine taille.
L'un de ses principaux avantages est qu'il peut utiliser une lentille de mise au point standard au lieu d'un miroir de champ f-theta, et qu'il peut gérer une densité de puissance plus élevée à un niveau de décalage de mise au point plus faible.
En outre, l'utilisation d'un rideau d'air transversal conventionnel et d'une fenêtre de protection réduit le coût des consommables.
Les séries FLW-D50 et FLW-D30 de balanciers joints de soudure Les joints soudés lancés par IPG peuvent fonctionner à des fréquences d'oscillation allant jusqu'à 1 kHz et peuvent être intégrés de manière transparente dans divers systèmes de traitement (figure 4). Ces joints soudés peuvent supporter puissance du laser jusqu'à 12 kW.
ERésultat de l'expérience
Lors du soudage d'une trajectoire complexe avec des directions de soudage changeantes, le mouvement d'oscillation circulaire donne les meilleurs résultats.
La vitesse finale du faisceau peut être contrôlée avec précision grâce à la fréquence et au diamètre d'oscillation (VC = πD f).
Dans la plupart des cas, l'impact du vecteur vitesse de soudage (VW) sur le positionnement dynamique de la vitesse du faisceau circulaire (VC) est minime, car la vitesse du faisceau est beaucoup plus rapide que la vitesse de soudage (VW).
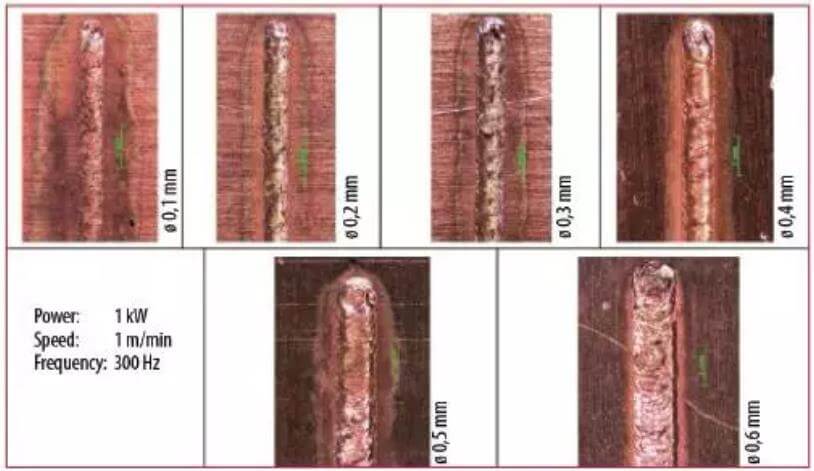
Fig. 5 : Effet de l'amplitude de l'oscillation sur la largeur et la qualité de la soudure
Le réglage idéal de la fréquence dépend de la taille du point, du diamètre de l'oscillation (et de la vitesse du faisceau circulaire qui en résulte, VC) et de la vitesse de soudage linéaire.
La figure 5 illustre la surface de soudure à puissance laser, fréquence et vitesse de soudage constantes, mais avec des diamètres d'oscillation variables.
La taille du spot est d'environ 30 μm à une distance focale de 300 mm. La puissance du laser est maintenue constante à 1kW, et la vitesse de soudage linéaire est réglée à 1 mètre par minute.
Sans mouvement de balancier, ces paramètres entraîneraient un processus instable, tel que des bassins de fusion et des pores surchauffés.
Au fur et à mesure que le diamètre d'oscillation augmente et que la vitesse du faisceau circulaire s'améliore, la qualité de la surface devient de plus en plus stable.
En fonction des paramètres d'oscillation et de la taille du spot, le faisceau et le trou de serrure peuvent se déplacer soit dans le bain de métal, soit dans les matériaux solides et re-solides, et le processus peut toujours atteindre la stabilité dans les deux cas.
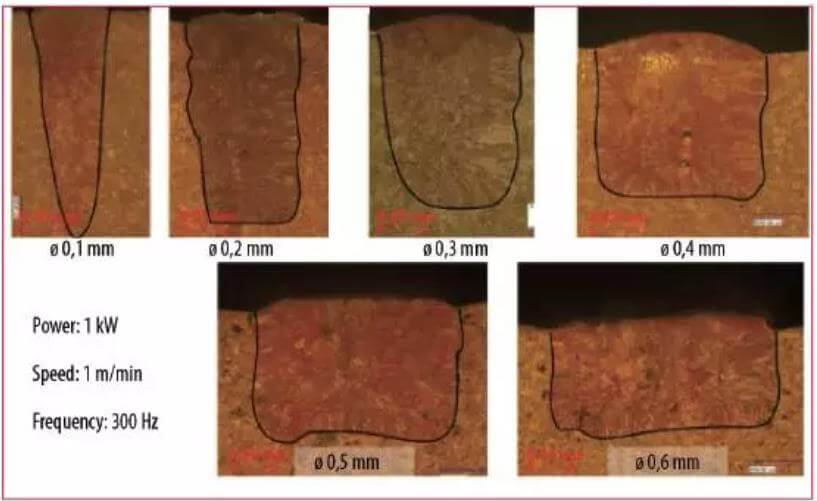
La section transversale de la soudure montre un autre avantage de cette technologie : le diamètre d'oscillation peut être utilisé pour façonner la section transversale de la soudure.
Un petit diamètre d'oscillation forme une section transversale en forme de V typique du soudage au laser, tandis qu'un diamètre plus important peut transformer la soudure d'une forme en V en une forme en U ou en un rectangle régulier (figure 6).
Lorsque l'apport d'énergie par unité de longueur de la soudure reste constant (E = P vw), la section transversale de la soudure reste pratiquement inchangée. Cette technologie permet de répondre aux exigences spécifiques en matière de section transversale pour diverses applications.
Dans le cas du soudage par recouvrement de contacts électriques, la résistance peut être réduite en augmentant la surface de contact et en contrôlant correctement la profondeur de soudage et l'apport de chaleur.
Quand le soudage de matériaux dissemblablesDans le cas d'une plaque métallique inférieure, comme le cuivre et l'aluminium, le rapport de fusion des matériaux peut être réglé en contrôlant la profondeur de soudage. En fondant peu profondément la plaque métallique inférieure, la quantité de matériau fondu peut être maintenue au minimum et la formation de composés intermétalliques peut être réduite en contrôlant le taux de dilution.
Pulse, continu ou les deux ?
Ces dernières années, des lasers à fibre à impulsion longue avec des durées d'impulsion de plusieurs millisecondes ont été introduits sur le marché, remplaçant les lasers Nd : YAG traditionnels pompés par une lampe flash dans une large gamme d'applications. Ces lasers comprennent des lasers monomodes d'une puissance moyenne de 250 W et d'une puissance de crête allant jusqu'à 2,5 kW.
Auparavant, la question de l'impulsion soudage du cuivre a été examinée. Il est essentiel d'aborder le problème de la faible absorption au début de l'impulsion et les difficultés qui en découlent pour contrôler l'apport d'énergie en raison des changements soudains de l'absorptivité et de la conduction de la chaleur.
L'utilisation d'un laser monomode pour réduire la taille du spot permet de contourner le problème de l'absorption, mais en même temps, l'apport d'énergie concentré peut entraîner des joints de soudure petits et faibles et une surchauffe de la masse fondue.
La solution à ce problème est simple et similaire au processus utilisé pour les lasers continus. La même technologie d'oscillation peut être appliquée aux lasers quasi-continus (QCW).
Le mouvement à haute fréquence du faisceau permet au faisceau laser de se déplacer sur une distance relativement longue en un temps d'impulsion relativement court, ce qui permet de réaliser efficacement la quasi-immunité.soudage en continu au cours d'une impulsion. Par exemple, une impulsion de 20 ms à une fréquence d'oscillation de 600 Hz peut produire des joints de soudure circulaires ou des soudures à fil court composées de douze faisceaux rotatifs.
En ajoutant des impulsions une à une aux soudures linéaires, il est possible d'obtenir un soudage du cuivre de haute qualité avec une faible puissance moyenne et un faible coût d'investissement correspondant. La solidification et la refusion entre les impulsions n'entraînent pas d'effets négatifs sur la qualité de la soudure. défauts de soudure tels que des pores, des éclaboussures importantes ou une profondeur de pénétration inégale.
Le diamètre d'oscillation détermine la taille et la profondeur de la soudure, et l'apport de chaleur est beaucoup plus faible, ce qui facilite le soudage de composants électriques clés avec un laser à fibre pulsé.
Résumé
Des expériences ont montré que les lasers à fibre à haute luminosité peuvent résoudre efficacement tous les problèmes connus dans les applications de soudage du cuivre. La densité de puissance élevée de ces lasers permet la formation instantanée de trous de serrure et garantit la stabilité et la haute absorptivité, même à la longueur d'onde de 1070nm.
Grâce à l'oscillation dynamique du faisceau, le processus de soudage est très stable, réduisant ou éliminant la porosité et les éclaboussures pour produire des soudures de haute qualité. Les paramètres d'oscillation du faisceau peuvent également être ajustés pour contrôler la géométrie du soudage, ce qui permet d'obtenir des soudures peu profondes dans les processus de soudage par pénétration profonde.
En utilisant un laser à fibre quasi-continu à impulsion longue, soudage par points peut être réalisée en une seule impulsion grâce au mouvement dynamique à grande vitesse du faisceau. En augmentant progressivement le nombre d'impulsions, il est possible d'obtenir des soudures de haute qualité avec une faible puissance moyenne.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure