La soudure d'angle est la technique de soudage la plus couramment utilisée pour assembler des structures en acier au cours du processus de soudage. Par conséquent, les soudeurs sont souvent confrontés à différents types de soudures d'angle, chacun étant soumis à des normes différentes.
Alors, comment s'assurer que l'on soude correctement les soudures d'angle et que l'on produit des soudures d'angle de haute qualité qui répondent aux exigences requises ? Aujourd'hui, j'aimerais présenter brièvement ce sujet.
1. Sélection du métal de base
Prenons l'exemple d'un panneau d'essai de taille 200 en Q355 pour une brève introduction.
2. Sélection des matériaux de soudage
Matériau de soudage : E5015 (J507) baguette de soudure La température de séchage doit être de 350 ℃, la conservation de la chaleur doit être d'une heure et le fil de soudure doit être conforme à la norme nationale ER50-6 (norme américaine ER70S-6).
3. Nettoyage avant soudage
Pour le soudage d'angle, il est essentiel de nettoyer les deux côtés de la soudure dans une fourchette de 15 à 20 mm. La surface de la plaque doit être exempte de toute pellicule d'oxyde, de rouille, d'huile ou d'eau, qui peut être enlevée à l'aide d'une meule ou par traitement chimique.
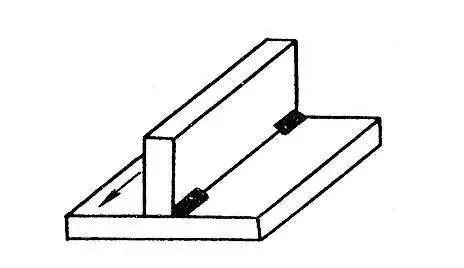
4. Fixation des points d'assemblage
Idéalement, l'espace de soudure pour le soudage d'angle doit être aussi réduit que possible. La fixation par points est généralement effectuée au dos de la plaque, la longueur de la fixation par points étant d'environ 10 mm. En général, deux ou trois points suffisent pour la fixation, comme illustré dans le diagramme ci-dessous :
5. Paramètres de soudage
|
Répartition des cordons de soudure
|
Niveau de soudage
|
Diamètre de l'électrode mm
|
Courant de soudage A
|
Tension de soudage
|
Vitesse de soudage mms
|
Apport de chaleur KJmm
|
|
a=7mm
|
1
|
3.2
|
120-140
|
/
|
/
|
/
|
|
2, 3
|
4.0
|
160-180
|
/
|
/
|
/
|
6. Opération de soudage
Soudure d'appui
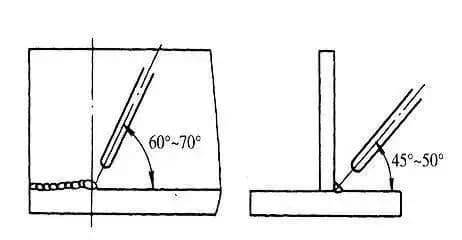
1.1 Angle de l'électrode et méthode de manipulation de l'électrode
L'angle de l'électrode pour le soudage d'angle à la racine est illustré dans la figure. Pour garantir un soudage correct, allumez l'arc sur le côté gauche de la plaque d'essai et effectuez de brefs essais de soudage. soudage à l'arc.
Utilisez une électrode droite pour souder vers la droite et alignez l'arc avec l'angle supérieur de la racine. Appuyez sur l'arc pour vous assurer que l'angle supérieur et les deux plaques latérales sont soudés.
Lors du soudage à l'envers, utilisez la méthode de déplacement de l'électrode en ligne droite pour le balancement. Le soudage rapide sans balancement peut également permettre d'obtenir la pénétration requise.
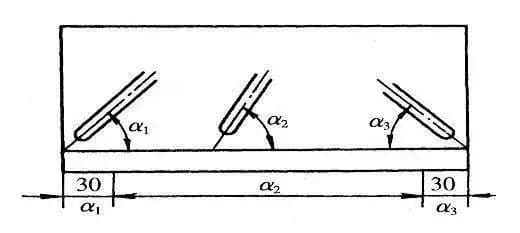
Au début et à la fin d'une opération de soudage, il est courant de subir un soufflage de biais magnétique, qui peut avoir un impact négatif sur la qualité de la soudure. Pour atténuer ce phénomène, il est nécessaire d'ajuster l'angle de la baguette de soudage de manière appropriée.
Généralement, l'orientation de l'arc vers le bain de fusion permet de contrôler le soufflage du biais magnétique et d'obtenir une température plus élevée. soudure de qualité.
Comme le montre la figure.
1.2 Joint de cordon de soudure
L'arc doit être amorcé à 10 mm en avant du cratère sur le joint. Lorsque l'arc allongé se déplace rapidement vers le cratère, remplissez le cratère en suivant sa forme, puis procédez au soudage normal.
Soudage du couvercle
Avant le soudage, il est important d'éliminer les scories et les éclats de soudure de la première passe afin d'éviter les défauts d'inclusion de scories.
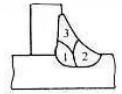
Le couvercle doit être soudé deux fois, en commençant par le cordon de soudure inférieur suivi du cordon de soudure supérieur.
Lors du soudage du cordon de soudure inférieur, l'arc doit être aligné sur le bord inférieur du cordon de soudure de la racine, et l'électrode doit être déplacée en ligne droite avec un angle d'électrode supérieur à 45°.
Lors du soudage du cordon de soudure supérieur, l'arc doit être aligné avec le bord supérieur du cordon de soudure de la racine. L'électrode peut osciller latéralement tout en se déplaçant en ligne droite, avec un angle d'électrode inférieur à 45°, comme le montre la figure ci-dessous :
Schéma de chaque couche de la chaussée
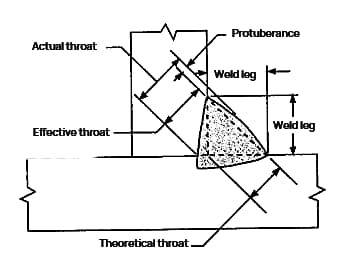
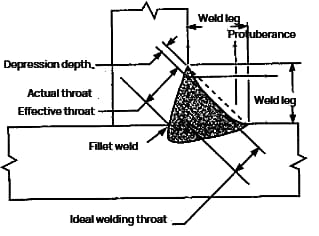
Représentation de la taille du congé
Soudure d'angle par projection
Soudure d'angle en retrait
Gorge théorique : la distance verticale entre le pied du joint et le biseau dans le plus grand triangle droit inscrit dessiné dans le profil de la soudure d'angle.
Gorge efficace : la distance minimale entre la surface de la soudure d'angle et la racine de la soudure, moins la partie surélevée.
Gorge réelle : la distance la plus courte entre la surface de la soudure d'angle et la racine de la soudure.
Dans le cas d'une soudure d'angle concave, comme il n'y a pas de partie convexe, la gorge effective est égale à la gorge réelle.
Taille des jambes : la distance entre la racine du joint et la pointe de la soudure d'angle.
Embout de soudure : le point d'intersection entre la surface de la soudure et le métal de base.
Pour déterminer la taille d'une soudure d'angle, il est important de savoir si la soudure est convexe ou concave.
Convexe soudures d'angle ont une surface de soudure légèrement bombée, qui est liée à la hauteur du renflement.
La hauteur du renflement d'une soudure d'angle est équivalente à la hauteur du renfort d'une soudure à la molette.
La présence d'une bosse dans la soudure signifie que la surface de la soudure est bombée.
Pour les formes convexes et concaves, la taille d'une soudure d'angle à hauteur de jambe égale est exprimée comme "le bord droit du plus grand triangle droit isocèle obtenu dans le profil de la soudure d'angle (les deux jambes sont de longueur égale)".
Par conséquent, la jambe de soudure d'une soudure d'angle convexe est égale à la taille de la soudure, tandis que la taille de la jambe de soudure d'une soudure d'angle concave est légèrement inférieure à la longueur de la jambe de soudure.