Pendant le soudage par fusion, une série de changements de la fusion à l'état solide se produisent dans la soudure sous l'action de la source de chaleur du soudage.
En outre, la structure et les propriétés du métal de base des deux côtés de la soudure qui ne sont pas fondus sont modifiées en raison de l'influence du transfert de chaleur du soudage.
Il existe également une zone de transition entre le métal de base et la soudure qui se distingue à la fois de la soudure et du métal de base et qui peut avoir un impact considérable sur les performances du joint soudé.
1 - Soudure
2 - Zone de fusion
3 - Zone affectée par la chaleur
4 - Métal de base
1. Structure et performance de la zone de fusion
La zone de fusion, une région critique dans les joints soudés, marque la transition entre le métal soudé et la zone affectée thermiquement (ZAT). Cette zone microscopique, souvent difficile à discerner même sous grossissement, joue un rôle essentiel dans l'intégrité globale de la soudure.
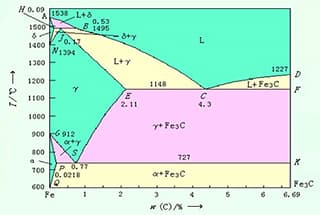
Dans les structures en acier, la "structure surchauffée" représente un défaut interne important. Caractérisée par des grains de taille anormale, cette structure se forme lorsque l'acier est chauffé au-dessus de sa température AC3 (la température à laquelle la formation d'austénite est terminée) pendant des périodes prolongées ou lorsque des températures élevées sont maintenues après le chauffage. Ce phénomène peut avoir un impact important sur les propriétés mécaniques de l'acier.
La zone de fusion connaît des températures situées entre les lignes solidus et liquidus du diagramme de phase fer-carbone. Dans cette plage de températures, le métal existe dans un état partiellement fondu, souvent appelé "zone pâteuse" ou "région semi-solide". Cette zone est caractérisée par des grains extrêmement gros et, lors du refroidissement, donne une structure grossière et surchauffée. Cette microstructure présente une faible plasticité et une ténacité réduite, ce qui peut compromettre les performances de la soudure sous contrainte.
La position unique de la zone de fusion dans le joint de soudure la rend particulièrement sensible aux défauts. Ses hétérogénéités chimiques et structurelles inhérentes servent souvent de sites d'initiation pour les fissures ou les défaillances fragiles localisées. Par conséquent, cette zone représente généralement la zone où la résistance à la rupture est la plus faible dans le joint soudé, ce qui en fait un point critique pour le contrôle de la qualité et les essais non destructifs dans les processus de soudage.
Pour atténuer ces problèmes, les ingénieurs en soudage utilisent souvent des techniques telles que le contrôle de l'apport de chaleur, la sélection appropriée des matériaux d'apport et les traitements thermiques après soudage afin d'optimiser la microstructure et les propriétés de la zone de fusion. Les technologies de soudage avancées, comme le soudage par faisceau d'électrons ou le soudage au laserL'utilisation d'un système de gestion de l'eau, peut également contribuer à minimiser la largeur de la zone de fusion et à réduire les risques qui y sont associés.
2. Cycle thermique de soudage
Le processus par lequel la température d'un point d'un élément soudé change au fil du temps sous l'influence de la température de l'élément soudé. chaleur de soudage est connu sous le nom de "cycle thermique de soudage". Ce terme fait référence à un point spécifique de la pièce soudée où la source de chaleur est proche.
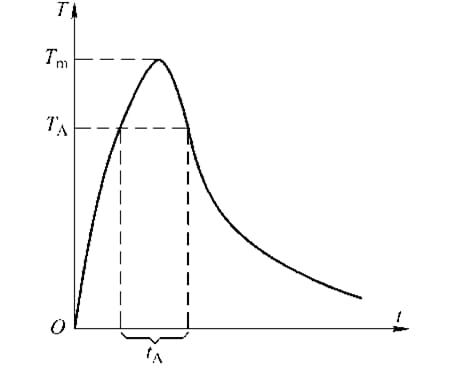
Au cours de la Cycle thermique du soudagela température au point augmente jusqu'à atteindre sa valeur maximale. Au fur et à mesure que la source de chaleur s'éloigne, la température diminue progressivement pour revenir à la température ambiante. Ce processus peut être représenté par une courbe.
Courbe du cycle thermique de soudage
- Tm - température maximale de chauffage
- TA - température de transition de phase
- tA - temps de séjour au-dessus de la température de transition de phase
3. Structure et propriétés de la zone affectée thermiquement par le soudage
La "zone affectée par la chaleur" (ZAC) désigne la région où la structure métallurgique et les propriétés mécaniques du métal de base sont modifiées à la suite de l'exposition à la chaleur (mais pas de la fusion) au cours du processus de soudage. processus de soudage. Les caractéristiques et les propriétés de la ZHA sont le reflet des propriétés et de la qualité du joint soudé.
Pour les aciers à faible teneur en carbone et les aciers à haute résistance faiblement alliés avec un minimum d'éléments d'alliage, la zone affectée par la chaleur du soudage peut être divisée en "zone surchauffée", "zone de normalisation", "zone de recristallisation incomplète" et "zone de recristallisation".
Soudage de la zone affectée thermiquement d'un acier non trempable
- Zone de fusion
- Zone surchauffée
- Normalisation de la surface
- Zone de recristallisation incomplète
- Zone de recristallisation
- Métal de base
Structure surchauffée : widmanstatten structure
Dans la zone surchauffée de la zone affectée par la chaleur du soudage, la formation d'une couche grossière d'oxyde d'aluminium dans la zone affectée par la chaleur du soudage a lieu. austénite Le grain de cémentite donne lieu à une structure surchauffée particulière en cas de refroidissement rapide. Cette structure est caractérisée par des aiguilles de ferrite (cémentite) parallèles à l'intérieur du grain grossier. austénite La structure surchauffée est connue sous le nom de "structure de ferrite (cémentite) Widmanstatten". Cette structure surchauffée est connue sous le nom de "structure de ferrite (cémentite) Widmanstatten".
En termes simples, lorsque le grain d'austénite est gros et que la vitesse de refroidissement est appropriée, la phase pré-eutectoïde de l'acier forme une perlite en flocons en forme d'aiguilles. La structure Widmanstatten présente non seulement une taille de grain importante, mais aussi une diminution significative de la flexibilité du métal en raison de la surface fragile créée par les nombreuses aiguilles de ferrite, ce qui est une cause majeure de fragilisation du joint soudé dans l'acier qui n'est pas facilement trempé.
La largeur de la zone affectée thermiquement (ZAT) est influencée par plusieurs facteurs, notamment la méthode de soudage, les paramètres de soudage, la taille et l'épaisseur de l'élément soudé, les propriétés physiques thermiques du matériau métallique et la forme du joint.
Il est possible de réduire la largeur de la ZHA en utilisant de plus petits paramètres de soudageIl s'agit de réduire le courant de soudage et d'augmenter la vitesse de soudage.
La largeur de la ZHA varie en fonction de la méthode de soudage utilisée. La largeur totale de la ZHA pour l'électrode soudage à l'arc est d'environ 6 mm, tandis qu'il est d'environ 2,5 mm pour le soudage à l'arc submergé et d'environ 27 mm pour le soudage au gaz.
Méthodes de contrôle et d'amélioration des propriétés des joints soudés
1. Correspondance des matériaux
L'"adéquation matérielle" concerne principalement le choix des matériaux de soudage.
Pour l'acier à faible teneur en carbone, l'acier de construction à haute résistance faiblement allié et l'acier à basse température, il n'est pas nécessaire que la composition du métal de soudure et du métal de base soit identique, mais les propriétés mécaniques doivent être les mêmes que celles du métal de base.
Lorsque l'on travaille avec de l'acier résistant à la chaleur et de l'acier inoxydable, la composition chimique du matériau de soudage doit correspondre étroitement à celle du métal de base afin de garantir que la soudure présente des performances à haute température et une résistance à la corrosion similaires à celles du métal de base.
2. Contrôler le taux de fusion
Dans le soudage par fusion, la proportion de métal de base fondu dans le métal soudé est appelée taux de fusion.
La formule de calcul du ratio de fusion est la suivante :
r = Fm/(Fm+Ft)
Où
- r - rapport de fusion ;
- Fm - la surface de section transversale du métal de base en fusion :
- Ft - la surface de section transversale du métal d'apport dans la soudure.