Contrôles du serrage des écrous et des goujons à souder (essais et inspections)
Vous êtes-vous déjà demandé comment l'intégrité des écrous et vis soudés de votre voiture était garantie ? Cet article révèle le processus méticuleux des contrôles de qualité et des inspections qui assurent la sécurité et la fiabilité de votre véhicule. Découvrez comment divers tests et normes sont appliqués pour garantir la solidité et la durabilité de ces composants essentiels.
L'appareil de serrage des écrous et des vis à souder nécessite une assurance de qualité au cours du processus d'installation. Garantir l'intégrité de ces composants est essentiel pour maintenir la fiabilité et la sécurité globales de la structure assemblée. Pour évaluer la qualité de la soudure et la fiabilité du processus, il est essentiel de contrôler la résistance de l'installation tout au long de la procédure. Ce contrôle continu permet de détecter toute déviation ou anomalie susceptible de compromettre l'intégrité de la soudure.
Pour renforcer la fiabilité du processus d'installation, des mesures supplémentaires d'assurance de la qualité peuvent être intégrées dans le flux de production. Ces mesures peuvent inclure la collecte et l'analyse de données en temps réel, des systèmes d'inspection automatisés et des techniques de contrôle statistique des processus (SPC). En incorporant ces méthodes avancées d'assurance qualité, les fabricants peuvent potentiellement éviter la nécessité d'inspections ultérieures des écrous et vis à souder, ce qui permet de rationaliser le processus de production et de garantir une qualité constante.
1. Vue d'ensemble
Ce document normatif traite du serrage des écrous et goujons soudés sur les plaques d'acier et décrit le processus d'installation des boulons. Il détaille les conditions d'installation des soudures pour l'ensemble du véhicule. Les services compétents sont responsables de ces inspections. Les méthodes non mentionnées dans le document ne doivent pas être utilisées. Le service de fabrication exige une inspection du processus. En cas de problèmes de qualité, le service qualité peut augmenter le nombre d'inspections aléatoires. Pour améliorer la qualité et le système, et en réponse aux problèmes de qualité, il est nécessaire de procéder à des essais destructifs sur le châssis du véhicule.
2. Autres documents applicables
MBN 73B - Ecrous hexagonaux
MBN 73C - Ecrous carrés
MBN 75 - Goujons filetés à souder
MBN 10176 - Ecrous hexagonaux à collerette
MBN 10369 - Ecrous ronds
MBN 10390 - Ecrous ronds en forme de dôme
MBN 10391 - Goujons à souder avec anneau de soudure
N13008 - Écrous à collerette
DIN EN ISO 14270 - Taille des échantillons et procédures d'essai pour le décapage mécanique des points de soudure et des joints
DIN EN ISO 14272 - Taille des échantillons et procédures d'essai pour l'essai de traction transversale des points de soudure
DIN EN ISO 14273 - Taille des échantillons et procédures d'essai pour l'essai de cisaillement des points de soudure et des joints
3. Utilisation d'abréviations, de définitions et de symboles
Soudure de frontière : Une soudure d'assemblage est une soudure par fusion incomplète, dans laquelle le goujon adhère simplement à la pièce métallique sans avoir la résistance requise.
4. Spécifications des matériaux et du cycle
Pour contrôler les matériaux et les cycles, tous les matériaux, méthodes, processus, pièces et systèmes doivent être conformes aux spécifications légales applicables.
Toutes les soudures identifiées comme défectueuses par la surveillance des paramètres (comme le marquage couleur) doivent être réparées. Des échantillons de test supplémentaires doivent être séparés des pièces de test aléatoires spécifiées qui sont produites. Les documents de processus pertinents doivent être consultés lors de l'inspection des goujons et des écrous soudés. Le service d'inspection doit enregistrer le processus d'inspection en détail, y compris les méthodes utilisées pour identifier les défauts dans les éprouvettes.
7.2 Inspection visuelle
7.2.1 Processus d'inspection
Les inspections visuelles doivent être conformes aux normes d'évaluation établies. Ces inspections doivent être effectuées par des inspecteurs qualifiés, à une distance et dans des conditions d'éclairage appropriées, afin de garantir la précision et la cohérence des résultats.
7.2.2 Registres d'inspection
Les inspections visuelles doivent être méticuleusement consignées dans une liste de contrôle. Tout défaut confirmé, tel que des points de soudure se dirigeant vers le bord, doit être immédiatement traité et corrigé au sein du système de production ou de l'équipement de soudage afin d'éviter qu'il ne se reproduise.
7.2.3 Normes d'évaluation
Le contrôle des écrous soudés doit respecter les normes décrites dans le tableau ci-dessous. Ces normes garantissent que toutes les soudures répondent aux critères de qualité et de sécurité requis.
Numéro de série
Critères d'évaluation :
Exemple
1
Soudures manquées des goujons/écrous
2
Endommagement ou contamination des goujons/écrous (y compris les éclaboussures de soudure et les dommages causés au filetage)
3
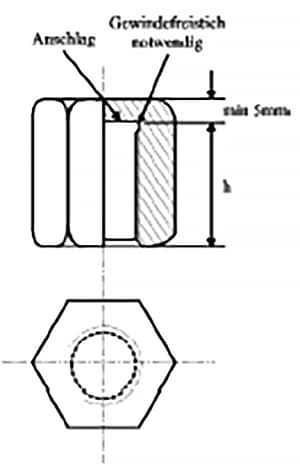
L'écart est inapproprié h > 0,1m
4
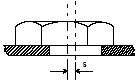
Écart par rapport à la position centrale Les écrous ne doivent pas gêner l'installation des boulons.
Valeurs de référence : Pour les écrous dont M ≤ 5, S doit être ≤ 1mm. Pour les écrous avec M ≥ 6, S doit être ≤ 2mm. Pour les écrous ronds cintrés, S doit être < 0,8 mm.
Le respect de ces normes permet de maintenir la qualité et la fiabilité des soudures, garantissant ainsi la sécurité et la performance du produit final.
7.3 Test de couple
7.3.1 Écrous soudés
Inspection externe
Avant de procéder à l'essai de couple sur les écrous soudés, un contrôle externe est obligatoire. Ce contrôle doit être conforme aux normes spécifiées au point 7.2.3. L'objectif de ce contrôle est d'identifier tout défaut ou irrégularité visible susceptible d'affecter l'intégrité de la soudure ou la performance de l'écrou lors de l'essai de couple.
Procédure d'essai de couple
Le contrôle du couple est une étape essentielle pour garantir la résistance et la fiabilité des écrous soudés. Les étapes suivantes décrivent la procédure à suivre :
Choix de la clé dynamométrique: Utiliser une clé dynamométrique étalonnée et se situant dans la plage de test appropriée pour le type spécifique d'écrou soudé testé.
Application du couple: Appliquer progressivement le couple de serrage à l'écrou. Il est essentiel d'augmenter le couple de façon régulière afin d'éviter toute contrainte soudaine qui pourrait entraîner une défaillance prématurée.
Observation du cordon de soudure: Surveiller attentivement le cordon de soudure pendant l'application du couple. L'objectif principal est de détecter tout signe de cisaillement ou de fissuration.
Évaluation de la force: Si le cordon de soudure se cisaille ou se fissure avant d'atteindre le couple minimal spécifié, l'écrou soudé est considéré comme n'ayant pas une résistance suffisante et échoue à l'essai.
Normes d'essai
Les normes et procédures détaillées relatives au contrôle du couple de serrage des écrous soudés figurent au point 7.3.3. Ces normes décrivent les valeurs de couple spécifiques, les conditions d'essai et les critères d'acceptation qui doivent être respectés pour garantir que les écrous soudés sont aptes à l'emploi.
Mesure du couple
M4
6 Nm
M5
8 Nm
M6
14 Nm
M8
32 Nm
M10
70 Nm
M12
100 Nm
Note : Le contrôle du couple doit être effectué sur les écrous carrés et hexagonaux, tandis que l'épaisseur de l'écrou doit être vérifiée. tôle d'acier n'a pas besoin d'être prise en compte pour les écrous en forme d'arc et les écrous ronds.
7.3.2 Soudage des goujons
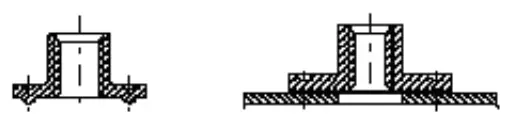
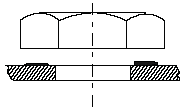
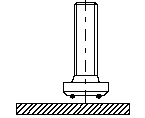
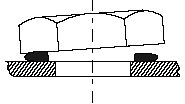
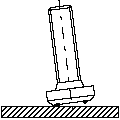
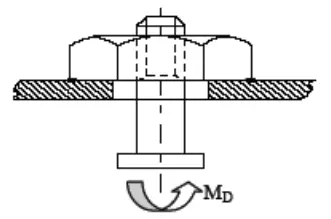
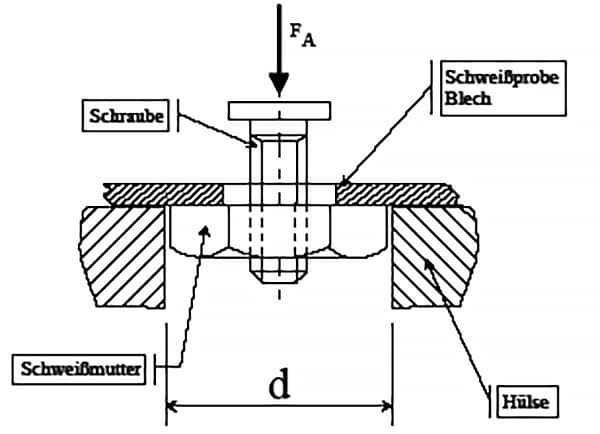
Au cours du processus de contrôle du couple, il faut d'abord serrer les deux écrous sur le goujon soudé (comme le montre la figure 1), puis appliquer un couple de contrôle Mtest prédéterminé à l'aide d'une clé dynamométrique appropriée, soumettant ainsi l'écrou à une charge de torsion (comme le montre la figure 2).
Figure 1 : Vue latérale du goujon à souder
Figure 2 : Matériel d'inspection (goujon de soudage, deux écrous, clé dynamométrique)
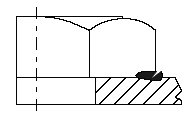
Retirez ensuite les deux écrous. Il est possible d'utiliser un écrou approprié (comme le montre la figure 3). Installez l'écrou à fond, puis vérifiez le couple de serrage.
Figure 3 : Écrou sélectionnable (h : en fonction des conditions réelles)
7.3.3 Critères d'évaluation
Après le contrôle du couple, l'installation des vis et des écrous doit être évaluée sur la base des descriptions fournies dans le tableau ci-dessous.
Numéro de série
Critères d'évaluation
Exemple
1
Les vis et les écrous ne doivent pas être desserrés
2
Les cordons de soudure ne peuvent pas présenter de séparation
3
Les cordons de soudure ne doivent pas être endommagés (fissurés).
7.3.4 Essai de couple des écrous circulaires MBN 10369 et MBN 10390 (écrous en arc)
Avant d'effectuer des essais de couple sur les écrous circulaires, il faut d'abord procéder à des inspections visuelles, comme indiqué à la section 7.2.3. Commencez par visser un boulon dans l'écrou circulaire à l'aide d'une clé dynamométrique dont la plage de couple est appropriée.
Lors de l'essai, l'écrou est soumis à un couple par la vis. Si une fissure apparaît au niveau du joint avant d'atteindre le couple minimum, la résistance est jugée insuffisante. La norme d'essai figure au point 7.3.3.
Couple minimum pour l'écrou circulaire M5 : 8Nm
Couple minimum pour l'écrou circulaire M6 : 14Nm
Couple minimum pour l'écrou circulaire M8 : 32Nm
Couple minimum pour l'écrou circulaire M10 : 70Nm
Couple minimum pour l'écrou circulaire M20 : 100Nm
7.3.5 Contrôle du couple des écrous de mise à la terre
Avant de procéder aux essais de couple, il faut d'abord effectuer des inspections visuelles, comme indiqué au point 7.2.3. Commencez par visser un boulon dans l'écrou de terre à l'aide d'une clé dynamométrique dont la plage de couple est appropriée.
Pendant l'essai, l'écrou est soumis à un couple par le boulon. Si une fissure apparaît au niveau du joint avant d'atteindre le couple minimum, la résistance est jugée insuffisante. La norme d'essai figure au point 7.3.3.
Couple pour l'écrou de mise à la terre M6 : 14 Nm
Couple pour l'écrou de mise à la terre M8 : 27Nm
7.3.6 Contrôle du couple des écrous inaccessibles
Les écrous installés dans des cavités qui ne nécessitent pas de tests réguliers peuvent être testés à l'aide de vis sans tête. Vissez le boulon sans tête dans l'écrou, puis utilisez une clé dynamométrique avec une plage de couple appropriée pour tester le couple de l'écrou.
Si une fissure apparaît dans l'écrou avant d'atteindre le couple minimal, la résistance est jugée insuffisante. La norme d'essai figure au point 7.3.3.
Mesure du couple
M4
4 Nm
M5
5 Nm
M6
8 Nm
M8
20 Nm
M10
50 Nm
M12
80 Nm
Remarque : des vis supplémentaires peuvent être utilisées si nécessaire.
8. Essais destructifs
Les essais destructifs sont une méthode d'inspection spécialisée appliquée aux châssis de véhicules afin d'améliorer la qualité et d'enquêter sur les problèmes de qualité. Ce type d'essai consiste à endommager ou à détruire intentionnellement le composant afin d'évaluer ses performances et son intégrité sous contrainte.
8.1 Contrôle destructif des écrous de mise à la terre
Avant d'effectuer des essais destructifs sur les écrous de mise à la terre, il convient de procéder à une inspection visuelle conformément à la section 7.3.3.
Préparation: Utiliser des outils appropriés pour détacher la plaque d'acier soudée de l'écrou de mise à la terre.
L'inspection: Vérifier si 80% ou plus de la circonférence de la soudure est soudée.
NoteLa soudure 80% est considérée comme suffisante pour la mise à la terre.
8.2 Contrôle destructif du couple
Le contrôle destructif du couple consiste à utiliser une clé dynamométrique avec une plage de couple appropriée pour déterminer le couple nécessaire pour dévisser l'écrou. Le couple de séparation minimal de la soudure est indiqué dans le tableau 6.6.
8.2.1 Contrôle destructif du couple des écrous ronds MBN 10369 et MBN 10390 (écrous en arc)
Procédure: La méthode d'essai pour les écrous ronds est similaire aux essais non destructifs (voir section 7.2.3).
Application: Serrer l'écrou à l'aide d'une vis jusqu'à ce que la soudure cède.
Outil: Utiliser la même clé dynamométrique que celle spécifiée à la section 9.
8.2.2 Contrôle destructif du couple des goujons de soudure
Procédure: La méthode de contrôle des goujons soudés est similaire au contrôle non destructif (voir section 7.3.2).
Application: Serrer l'écrou à l'aide d'une vis jusqu'à ce que la soudure cède.
Outil: Utiliser la même clé dynamométrique que celle spécifiée à la section 9.
8.3 Essai de compression
8.3.1 Séquence de test
Equipement: La résistance à la compression de l'équipement d'essai doit être suffisante pour mesurer la soudure séparée.
Comparaison: La force $$ F_A $$ doit être comparée à la valeur minimale de la force indiquée dans le tableau 8.4.
L'évaluation: En outre, la surface de rupture doit être évaluée pour déterminer si un point de soudure complet a été formé.
8.3.2 Matériel d'essai
Écrou hexagonal
Écrou carré
Diamètre (mm)
Épaisseur de la plaque (mm)
Longueur (mm)
M3
10
2
40
M4
M4
12
M5
M5
13
M6
M6
14
M8
18
M8
21
M10
23
M12
M10
27
M14
M12
31
M16
M14
33
Pour les composants non répertoriés dans le tableau, tels que les vis rondes ou les écrous, l'équipement d'inspection doit être similaire à ce qui précède.
8.4 Liste d'inspection de la Force
Les éléments mentionnés dans la section 6.
Diamètre du filet
Épaisseur de la plaque
Force de compression
M4
0.75 1.0 1.5
>1,3kN
M5
0.75 1.0 1.5
>2,0kN
M6
1.0 1.5 2.5
>2,5kN
M8
1.0 2.0 3.0
>3,0kN
M10
1.25 2.0 3.0
>4,0kN
7/16''
1.25 2.0 3.0
>5,0kN
M12
1.5 2.0 3.0
>6,0kN
Les pressions excessives qui dépassent le champ d'application doivent faire l'objet d'un accord avec les services responsables concernés.
8.5 Inspection de l'essai de pelage
L'inspection par essai de pelage est une méthode cruciale pour évaluer l'intégrité des écrous en tôle d'acier soudée. Cette méthode consiste à détacher l'écrou de la plaque d'acier à l'aide d'outils appropriés tels qu'un marteau, un burin ou un équipement de test de tension. L'objectif est de s'assurer que les points de soudure conservent leurs dimensions et leur intégrité après le soudage.
Procédure :
Éplucher la noix: A l'aide d'outils appropriés, détachez soigneusement l'écrou de la plaque d'acier.
Inspection des points de soudure: Examinez chaque point de soudure pour vérifier que les dimensions du point de soudure sur la tôle d'acier pelée correspondent aux dimensions avant soudure. Par exemple :
Un point de soudure dont le diamètre avant soudage est de 24 mm doit conserver un diamètre minimum de 24 mm après soudage.
Un point de soudure dont les dimensions avant soudage sont de 3x8 mm doit conserver une dimension minimale de 3x8 mm après soudage.
Critères d'acceptation :
Soudures par points: Les soudures sont jugées acceptables si elles répondent aux conditions suivantes :
3 des 4 soudures par points répondent aux exigences.
2 soudures par points sur 3 répondent aux exigences.
8.6 Inspection de la section transversale des métaux spéciaux
Dans certains cas particuliers, une inspection de la section transversale du métal est utilisée pour évaluer l'état de la fixation des boulons et des écrous. Cette méthode permet d'obtenir une vue détaillée de la structure interne et de l'intégrité de la fixation.
Procédure :
Formation spéciale: Cette inspection doit être effectuée par du personnel ayant reçu une formation spécialisée.
Lignes directrices pour la formation: La formation doit être dispensée par un ingénieur en soudage agréé ou un expert en soudage certifié.
Importance :
Cette méthode d'inspection est essentielle pour garantir la fiabilité et la sécurité de la fixation dans les applications où les méthodes d'inspection standard ne suffisent pas.
9. Table d'essai de couple
Comme indiqué à la section 6, pour les pièces.
Essais destructifs
Essais non destructifs
Diamètre du filet
Épaisseur de la plaque
Le réglage du couple dans le système de soudage.
Contrôle du couple pendant le processus d'inspection des pièces, qui est lié à l'épaisseur de la plaque.
M4
0.7 1.25 1.5
13 Nm 13 Nm 16 Nm
6 Nm 8 Nm 8 Nm
M5
0.7 1.25 1.5
20 Nm 29 Nm 29 Nm
8 Nm 10 Nm 10 Nm
M6
0.8 1.5 2.0
24 Nm 33 Nm 34 Nm
14 Nm 20 Nm 20 Nm
M8
1.0 2.0 3.0
58 Nm 61 Nm 60 Nm
32 Nm 38 Nm 38 Nm
M107/16''
1.25 2.0 3.0
112 Nm 133 Nm 125 Nm
70 Nm 90 Nm 90 Nm
M12
>1.5
140 Nm
100 Nm
Note : La norme d'inspection du point 6.2.3 concerne spécifiquement les tôles d'acier minces.
10. Document d'inspection
Le contrôle des échantillons aléatoires doit être enregistré. Les résultats des contrôles aléatoires doivent être conservés pendant une période déterminée.
10.1 Mesures correctives pour les défauts
Si des défauts sont découverts au cours du processus d'inspection, ils doivent être immédiatement corrigés. En outre, les systèmes concernés doivent être inspectés ou corrigés.
Tous les véhicules présentant actuellement les mêmes problèmes doivent être réparés. Les écrous à rivets défectueux doivent être retirés et, pour fixer de nouvelles vis ou de nouveaux écrous, la surface de la plaque doit rester propre et plane.
Pour les cas particuliers où les vis et les écrous ne peuvent être remplacés, des méthodes de réparation appropriées doivent être établies par QPQ (Quench-Polish-Quench) et EP/CSV (Electropolissage/Traitement chimique de surface).
11. Outils d'inspection
Le service d'inspection doit également vérifier les outils d'inspection.
Les clés dynamométriques utilisées doivent répondre aux conditions suivantes :
Différence de couple à l'intérieur de 10% de la plage d'inspection
Résultats d'inspection visibles
Questions fréquemment posées
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Quelles sont les meilleures pratiques pour l'installation des écrous soudés ?
Les meilleures pratiques pour l'installation des écrous à souder impliquent une préparation minutieuse, des techniques de soudage précises et des tests approfondis pour garantir une connexion solide et fiable.
Tout d'abord, il convient de sélectionner le type d'écrou à souder et la méthode d'installation appropriés. Les deux principales méthodes sont le soudage par projection et le soudage par décharge capacitive. Le soudage par projection est le plus courant. Il utilise des écrous à saillies qui sont chauffés par un courant électrique jusqu'à ce qu'ils s'effondrent et fusionnent avec la tôle. Le soudage par décharge capacitive utilise également un courant électrique, mais il est moins répandu.
Un bon positionnement et une bonne préparation de la surface sont essentiels. Veillez à ce que l'écrou à souder soit correctement aligné avec le trou dans la tôle. La surface doit être plane, propre et exempte de débris pour obtenir une soudure fiable. Les écrous comportant des saillies doivent être en contact direct avec la tôle.
Pendant le processus de soudage, le courant doit être suffisant pour chauffer les saillies à la température de soudage sans provoquer d'expulsion de métal. La force exercée par l'électrode doit être suffisante pour que la fixation entre en contact avec la tôle sans que les saillies ne s'affaissent prématurément. Lorsque vous soudez à l'intérieur d'un tube ou d'un espace clos, utilisez une soudeuse à fil, en visant à travers le trou pour souder directement sur l'écrou et en évitant de souder le trou lui-même. Veillez à ce que le tube ou la tôle soit en position verticale afin d'utiliser la gravité à votre avantage.
Après le soudage, effectuez des essais d'arrachement pour les applications critiques afin de vous assurer que l'écrou soudé peut résister aux charges prévues. Des essais destructifs sur des sous-ensembles peuvent également être nécessaires pour garantir la qualité.
Tenez compte du matériau de l'écrou et de la tôle. Utilisez des écrous fabriqués à partir de matériaux compatibles, tels que les écrous A307 ou A563 grade A, qui ne sont pas traités thermiquement. L'épaisseur et le matériau de la tôle peuvent influer sur la résistance de la soudure, les tôles plus épaisses et les matériaux tels que le DP600 zingué offrant des soudures plus solides.
Dans les cas où le soudage n'est pas possible, il faut envisager d'autres solutions comme les écrous à rivets aveugles, qui permettent une installation rapide et simple sans qu'il soit nécessaire d'accéder aux deux côtés du matériau. Des solutions personnalisées utilisant des écrous percés, taraudés et soudés fabriqués à partir de barres peuvent également être envisagées pour répondre à des besoins spécifiques.
En respectant ces bonnes pratiques, vous pouvez vous assurer que les écrous à souder sont installés correctement et qu'ils constituent une solution de fixation fiable pour diverses applications.
Quels sont les outils indispensables à l'installation des écrous soudés ?
Pour l'installation des écrous à souder, plusieurs outils essentiels sont nécessaires pour assurer une liaison solide et fiable. Les principaux outils sont les suivants :
Machine à souder par projection: Cette machine est couramment utilisée pour souder des écrous en appliquant un courant électrique pour chauffer et fusionner les projections de l'écrou avec le matériau environnant.
Équipement de soudage par décharge capacitive: Semblable au soudage par projection, cet équipement utilise une décharge électrique pour faire fondre et fusionner les projections de l'écrou avec le composant métallique.
Électrodes: Nécessaires pour conduire le courant électrique lors du soudage, les électrodes doivent être correctement positionnées de part et d'autre de la pièce.
Forets: Des mèches de précision sont essentielles pour créer des trous dans la tôle où l'écrou à souder sera installé. La taille de la mèche doit être légèrement inférieure à celle du boulon afin d'éviter de surdimensionner le trou.
Robinets: Utilisé pour restaurer ou créer de nouveaux filets si les filets de l'écrou soudé sont endommagés, particulièrement utile dans les espaces confinés.
Outils ou clés sur mesure: Pour maintenir l'écrou en place et l'empêcher de tourner pendant le soudage, en particulier dans les espaces étroits ou confinés.
Pinces et fixations: Ces outils assurent l'alignement correct et la fixation de l'écrou pendant le processus de soudage, ce qui est crucial pour les applications de précision.
Équipement de protection individuelle (EPI): Des lunettes de sécurité, des gants et un casque de soudage sont indispensables pour se protéger des risques liés au soudage, tels que les étincelles, les rayons UV et les chocs électriques.
L'utilisation de ces outils, associée à des techniques appropriées, garantit une installation efficace des écrous à souder, ce qui permet d'obtenir une liaison solide et fiable pour diverses applications.
Comment assurer un alignement correct lors de l'installation de l'écrou soudé ?
Pour garantir un alignement correct lors de l'installation des écrous soudés, plusieurs facteurs et techniques critiques doivent être pris en compte :
Tout d'abord, le réglage de la machine et de l'électrode doit être précis. La machine à souder doit être adaptée à la taille de l'élément de fixation à souder et les conditions de soudage doivent se situer dans la plage de fonctionnement normale de la machine. Le châssis de la machine à souder et l'assemblage de l'électrode doivent être rigides afin d'éviter toute flexion et tout désalignement sous charge. Il est essentiel de s'assurer que la force de l'électrode est capable de maintenir fermement chaque saillie contre l'emboutissage pendant la période initiale de soudage, car cela permet d'éviter l'expulsion du métal avant que les pièces ne s'assemblent.
L'entretien et l'alignement des électrodes sont également essentiels. Les surfaces des électrodes doivent être planes, bien alignées et exemptes d'huile, de saleté ou de pellicule. Les électrodes supérieures doivent être sur la même ligne centrale. L'utilisation d'électrodes en alliage de cuivre de classe 2 ou d'inserts en tungstène-cuivre plus durs peut contribuer à minimiser l'usure des électrodes. La tige de soudage de l'électrode inférieure doit être fabriquée dans un matériau correctement isolé, comme la céramique, et doit être munie d'un ressort ou d'une charge d'air pour faciliter le refroidissement de la soudure et l'expulsion des éclaboussures de soudure.
La conception de l'écrou à souder lui-même peut grandement faciliter l'alignement. Les écrous à souder à positionnement automatique, qui comportent un collier d'alignement, peuvent empêcher les éclaboussures de soudure de pénétrer dans la zone du filetage et s'aligner automatiquement dans les trous de taille standard. Différentes conceptions, telles que les écrous à souder à ergots ou les écrous à souder hexagonaux à 3 ergots, offrent des projections multiples qui permettent de réaliser des soudures solides et fiables.
La préparation et l'installation sont tout aussi importantes. Il est nécessaire de percer avec précision des trous dans la pièce métallique pour qu'ils correspondent aux dimensions de l'écrou à souder. L'utilisation d'un boulon tourné au diamètre de l'âme peut aider à localiser l'écrou dans le trou et à assurer un alignement concentrique. La propreté des électrodes, de la tôle et des écrous à souder est essentielle ; tous les composants doivent être exempts de graisse, de rouille, de bavures ou d'autres contaminants avant l'installation.
Pendant la procédure de soudage, il est important de suivre les étapes prescrites, en tenant compte du type d'écrou ou de goujon, de la taille et de l'emplacement des saillies, ainsi que de l'épaisseur et de la qualité du matériau de la pièce emboutie. Il est essentiel d'établir le programme de soudage optimal, y compris la force de l'électrode, le temps de soudage et le courant de soudage. La réalisation d'essais destructifs, tels que des essais d'arrachement ou de pelage, permet de vérifier que le couple minimum spécifié est atteint avec les paramètres sélectionnés.
Enfin, il est essentiel de dépister les problèmes courants qui peuvent affecter l'alignement et la qualité de la soudure. Des problèmes tels qu'une force élevée de l'électrode, des niveaux de courant faibles, des panneaux ou des écrous sales, des écrous non centrés, une régulation incohérente de la pression et des temps de soudage incorrects doivent être identifiés et traités rapidement.
En respectant ces directives, les fabricants peuvent minimiser les erreurs et garantir la réussite et la fiabilité des installations d'écrous soudés.
Quels sont les problèmes courants rencontrés lors de l'installation des écrous soudés et comment les résoudre ?
Lors de l'installation d'écrous à souder, plusieurs problèmes courants peuvent survenir, chacun ayant des solutions spécifiques pour garantir une soudure réussie et fiable.
Les éclaboussures de soudure et les déformations du filetage constituent un problème courant. Pour les éviter, il faut s'assurer que les surfaces des électrodes sont planes, bien alignées et exemptes d'huile, de saleté ou de pellicule. L'utilisation d'une broche supportée par de l'air dans l'électrode inférieure peut aider à refroidir la soudure et à expulser les projections de soudure, en évitant qu'elles ne collent à la broche de guidage et en minimisant l'usure de l'embout de l'électrode.
Les soudures à froid sont un autre problème fréquent, qui survient si les conditions de soudage ne sont pas correctement réglées. Assurez-vous que la machine à souder est correctement dimensionnée pour l'élément de fixation à souder et que les conditions de soudage requises se situent dans la plage de fonctionnement normale de la machine. La force de l'électrode doit maintenir fermement chaque saillie contre l'emboutissage pendant la période initiale du temps de soudage et avoir de bonnes caractéristiques de suivi lorsque les saillies s'effondrent pendant le processus de soudage.
Le désalignement des trous peut être évité en s'assurant que l'électrode supérieure maintient les projections de l'élément de fixation en place avec précision sur la pièce métallique emboutie. Le châssis de la machine à souder et l'électrode doivent être rigides pour éviter toute flexion et tout désalignement sous charge.
Des problèmes de traitement thermique peuvent se poser lorsqu'il s'agit de boulons et d'écrous à haute résistance et traités thermiquement, car la chaleur et le refroidissement rapides dus au soudage par points peuvent provoquer des fissures ou altérer les propriétés du matériau. Pour éviter cela, utilisez des écrous qui ne sont pas traités thermiquement, tels que les écrous A307 ou A563 grade A. Vous pouvez également envisager d'utiliser des matériaux tels que des barres A36 ou d'autres matériaux préqualifiés qui conviennent au soudage.
Une mauvaise pénétration de la soudure, en particulier dans les écrous soudés par points, peut entraîner le desserrage des écrous au fil du temps. Assurez-vous d'une bonne pénétration de la soudure en ajustant les paramètres de soudage et en utilisant la force d'électrode appropriée. Dans le cas de mauvaises soudures existantes, la réparation ou le remplacement des écrous soudés peut impliquer le perçage de nouveaux trous et l'utilisation d'une clé et d'un écrou sur la face arrière, bien que cette solution soit moins souhaitable en raison du risque d'endommagement du cadre.
En suivant les directives d'installation appropriées, en sélectionnant les matériaux adéquats, en utilisant les bonnes techniques de soudage, en effectuant des inspections régulières après le soudage et en étant prêts à effectuer des réparations et des remplacements si nécessaire, les fabricants peuvent atténuer les problèmes courants liés à l'installation des écrous soudés, garantissant ainsi des soudures fiables et de haute qualité.
Comment les écrous Rivnuts et les écrous Plus se comparent-ils aux écrous à souder traditionnels ?
Lorsque l'on compare les écrous Rivnuts et les écrous Plus aux écrous à souder traditionnels, plusieurs facteurs clés doivent être pris en compte, notamment la méthode d'installation, l'adéquation de l'application, la résistance et la facilité d'utilisation.
Méthode d'installation : Les écrous à souder sont soudés à un autre composant métallique à l'aide d'une machine à souder. Ce procédé nécessite un équipement spécialisé et garantit une liaison solide et permanente. Toutefois, en raison du processus de soudage, les écrous à souder sont généralement dépourvus de revêtement et peuvent nécessiter un placage ou une peinture ultérieure pour les protéger contre la corrosion.
Les écrous Rivnuts (également connus sous le nom de rivets aveugles) sont installés à l'aide d'un outil manuel ou pneumatique et peuvent être ancrés d'un seul côté. Ils sont donc particulièrement utiles pour les applications où il n'est pas possible d'accéder aux deux côtés du matériau. Les écrous rivaux sont insérés et se gonflent sur la face arrière lorsque la fixation est serrée, verrouillant ainsi l'assemblage en place.
Les écrous Plus, bien qu'ils ne soient pas explicitement détaillés, fonctionnent généralement de la même manière que les écrous Rivnuts, mais peuvent présenter des variations de conception spécifiques. Le principe général de l'insertion et de la fixation par une action mécanique (comme le renflement) s'applique.
Application convenable : Les écrous à souder sont idéaux pour les applications nécessitant la liaison la plus forte possible, en particulier dans les tôles minces ou lorsque la résistance et la durabilité sont essentielles. Ils sont souvent utilisés dans des applications lourdes et critiques où l'intégrité de la fixation est primordiale.
Les écrous rivaux sont polyvalents et conviennent à une large gamme de matériaux, y compris la tôle, les matériaux stratifiés et les substrats fragiles où le taraudage de trous ordinaires n'est pas possible. Ils sont particulièrement utiles dans les applications où l'accès aux deux côtés du matériau est limité.
Solidité et durabilité : Les écrous à souder offrent la liaison la plus solide des trois options grâce au processus de soudage, qui fusionne l'écrou avec le métal. Ils conviennent donc aux applications soumises à de fortes contraintes et à des charges élevées.
Les écrous rivaux, bien que solides, n'ont généralement pas la même résistance que les écrous à souder. Cependant, ils offrent une solution de fixation fiable et sûre, en particulier dans les cas où le soudage n'est pas possible ou pratique.
Facilité d'utilisation et coût : Les écrous à souder nécessitent un équipement de soudage spécialisé et leur installation peut nécessiter une main-d'œuvre plus importante. Cela augmente le coût et la complexité du processus d'installation. En outre, les écrous à souder doivent généralement être enduits ou peints après l'installation pour les protéger contre la corrosion.
Les écrous Rivnuts sont plus faciles à installer à l'aide d'outils manuels ou pneumatiques, qui sont relativement moins coûteux que le matériel de soudage. Les écrous Rivnuts constituent donc une option plus accessible et plus rentable pour de nombreuses applications.
Résumé : Les écrous à souder offrent la liaison la plus forte et conviennent aux applications soumises à de fortes contraintes, mais ils nécessitent un équipement spécialisé et leur installation est plus laborieuse et plus coûteuse. Les écrous rivaux, en revanche, sont plus faciles à installer, conviennent à divers matériaux et à des scénarios d'accès limité, et constituent une solution plus rentable et plus polyvalente, bien qu'ils n'aient pas la même résistance que les écrous à souder. Lorsque vous choisissez entre ces options, tenez compte des besoins spécifiques de votre application, notamment de la résistance requise, de la facilité d'installation et des matériaux utilisés.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé pourquoi certaines structures en acier résistent à l'épreuve du temps alors que d'autres vacillent ? Cet article explore le monde des assemblages boulonnés et soudés dans les structures en acier, en soulignant...
Avez-vous déjà pensé aux héros méconnus qui assurent la cohésion de nos machines ? Dans cet article, nous allons explorer le monde fascinant des connexions mécaniques, de l'humble rivet à la puissante soudure.....
Imaginez que vous puissiez transformer vos articles en plastique de tous les jours en composants durables et très résistants en y intégrant simplement de minuscules écrous en cuivre. Cet article de blog explore le monde fascinant des écrous de cuivre thermofusibles, révélant leur...
Pourquoi les avions utilisent-ils des rivets plutôt que des soudures ? La réponse réside dans les défis uniques de l'ingénierie aérospatiale. Le rivetage offre une stabilité et une fiabilité accrues, essentielles pour les matériaux minces et légers...
Vous êtes-vous déjà demandé ce qu'il fallait faire pour choisir la pompe à eau idéale ? Dans cet article de blog, nous allons nous plonger dans le monde des fabricants de pompes et explorer les facteurs clés à...
Comment choisir entre un débitmètre à orifice et un débitmètre à coin ? Les deux servent à mesurer le débit, mais ils présentent des avantages et des inconvénients distincts. Les débitmètres à orifice sont connus pour leur...
1. Meulage L'objectif principal du meulage des pièces soudées en acier inoxydable est d'éliminer les marques de soudage et d'obtenir une rugosité de surface de R10um sur la pièce, en préparation du trempage brillant....
Avez-vous déjà eu du mal à créer des filetages parfaits dans vos pièces ? Cet article dévoile les secrets du taraudage, un processus crucial dans l'usinage. Apprenez à améliorer les performances des tarauds, à choisir le bon...
Vous êtes-vous déjà demandé à quel point les joints mécaniques sont essentiels pour prévenir les fuites et assurer le bon fonctionnement des machines ? Dans cet article de blog, nous allons plonger dans le monde des joints mécaniques...
Faites passer votre entreprise à la vitesse supérieure