Comprendre les fumées de soudage : Formation, dangers et mécanismes de protection
Les fumées de soudage représentent un risque important pour l'environnement et la santé des travailleurs, car elles contiennent des gaz toxiques et des particules fines qui peuvent entraîner de graves maladies respiratoires et systémiques. Cet article explore la formation, les dangers et les méthodes actuelles de contrôle des fumées de soudage, en soulignant le besoin urgent de solutions efficaces dans les environnements industriels. Les lecteurs auront un aperçu des mécanismes de production des fumées, des risques pour la santé et des stratégies pratiques pour améliorer la qualité de l'air et la sécurité dans les opérations de soudage.
Le soudage est un procédé de base largement utilisé dans divers domaines de la fabrication industrielle. Cependant, il génère des sous-produits nocifs tels que la lumière de l'arc, les radiations électromagnétiques, les gaz toxiques et les particules de fumée. Ces sous-produits ne polluent pas seulement l'environnement, mais présentent également un risque important pour la santé des employés.
Parmi ces risques, les fumées de soudage sont les plus complexes et les plus difficiles à contrôler dans la production de soudure. Il est donc essentiel de mener des recherches sur le contrôle des fumées de soudage afin d'améliorer l'environnement de production et de protéger la santé des employés.
Cet article présente un résumé du mécanisme de formation, des dangers et des mesures de traitement des fumées de soudage. Il analyse également les difficultés rencontrées dans le traitement des fumées de soudage dans les applications techniques et identifie l'orientation du développement du traitement des fumées de soudage.
Il s'agit d'un processus fondamental de la fabrication moderne, technologie du soudage a évolué des méthodes traditionnelles à connexion unique vers une technologie multidisciplinaire de formage à chaud qui intègre l'électricité, les machines, les matériaux et les ordinateurs. Elle joue un rôle irremplaçable dans divers domaines tels que les machines d'ingénierie, la conservation de l'eau et l'énergie hydroélectrique, la construction navale, les transports, l'équipement militaire, etc.
Cependant, le processus de soudage émet des radiations d'arc, des températures élevées, du bruit, des fumées de soudage et des gaz toxiques qui non seulement polluent l'environnement, mais mettent également en danger la santé des employés.
Si les masques et les bouchons d'oreille offrent une bonne protection contre la lumière de l'arc, les températures élevées et le bruit, ils ne sont pas aussi efficaces contre les fumées de soudage, qui sont des agents cancérigènes primaires.
Les fumées de soudage contiennent principalement des gaz toxiques et des particules de suie. Les particules de suie peuvent provoquer de l'asthme, des bronchites, des pneumonies, des œdèmes pulmonaires, des intoxications aiguës, des maladies du système nerveux, voire des pneumoconioses, des chaleurs dues aux fumées métalliques, des modifications de la fonction respiratoire, des cancers et d'autres maladies.
Les gaz toxiques comme le gaz asphyxiant CO, les gaz irritants comme l'ozone, le fluorure, le chlorure, le dioxyde de soufre et les gaz neurotoxiques comme l'oxyde d'azote et le phosgène peuvent provoquer chez les employés des maux de tête, des vertiges, de la toux, de l'expectoration, des douleurs thoraciques, des acouphènes, de la tension et de l'anxiété.
La mauvaise qualité de l'environnement de soudage due à la fumée de soudage et à d'autres risques associés a entraîné une diminution du nombre de personnes souhaitant effectuer des travaux de soudage d'année en année. C'est devenu l'un des principaux problèmes qui limitent le développement sain de l'industrie du soudage.
Ces dernières années, avec l'augmentation substantielle de la charge de travail dans le secteur du soudage et la popularité des systèmes de soudage efficaces, l'industrie du soudage a connu un essor considérable. méthodes de soudageLes problèmes professionnels causés par les fumées de soudage sont de plus en plus importants, notamment en ce qui concerne le fil fourré et d'autres procédés et matériaux produisant beaucoup de poussières.
Au début, la concentration de fumée et de poussière autorisée en Chine dans l'air des ateliers était de 6 mg/m3.
Actuellement, l'association chinoise de soudage a réduit la concentration autorisée de fumée et de poussière à 4mg/m3 et a fixé des exigences claires concernant la quantité de poussière générée par les machines de soudage. matériaux de soudage. Compte tenu des risques liés aux fumées de soudage, l'American Welding Society a également élaboré un manuel de ventilation pour réduire la concentration des fumées de soudage dans les ateliers.
Au début du siècle, le Japon a établi des normes pertinentes pour limiter la concentration de fumée et de poussière dans les ateliers de soudage et a activement encouragé la recherche et le développement de nouveaux matériaux de soudage.
Toutefois, dans la production réelle, en particulier dans les zones à forte intensité de soudage et dans les espaces relativement fermés, tels que les ateliers des chantiers navals, la concentration de suie peut atteindre 9-18 mg/m3 et même 38-312 mg/m3 dans les espaces confinés de la cabine, ce qui est bien supérieur à la concentration minimale de suie exigée par les normes et est extrêmement préjudiciable à la santé humaine.
Il est clair que la réduction des substances dangereuses dans les fumées et les poussières et l'amélioration de l'environnement de travail des professionnels du soudage sont devenues des questions urgentes qui doivent être résolues dans l'industrie du soudage.
À l'heure actuelle, le traitement des fumées de soudage aux Pays-Bas et à l'étranger s'effectue principalement dans les trois directions suivantes :
(1) Renforcer la protection individuelle ; (2) Optimiser le processus de soudage et les matériaux ; (3) Assurer une ventilation adéquate et l'évacuation des fumées.
Cet article analyse le mécanisme de production des fumées de soudage et compare les avantages et les inconvénients des principales mesures actuelles de contrôle des fumées. Il propose un nouveau concept de contrôle des fumées de soudage par le biais de la fabrication intelligente, qui constitue une référence utile pour améliorer le contrôle des fumées de soudage.
En raison des risques physiques et chimiques que présentent les fumées de soudage pour les employés, il est essentiel de protéger leur santé et de maintenir la qualité de l'air dans l'environnement des opérations de soudage. Pour ce faire, il faut comprendre le mécanisme de génération et les facteurs d'influence des fumées de soudage, en explorant la génération, la croissance et la polymérisation des fumées de soudage. processus de soudage les fumées, ainsi que le contrôle et la protection des fumées à la source.
En outre, cette approche jette les bases théoriques des normes d'admission de l'industrie pour les fumées de soudage.
Mécanisme de formationdes fumées de soudage
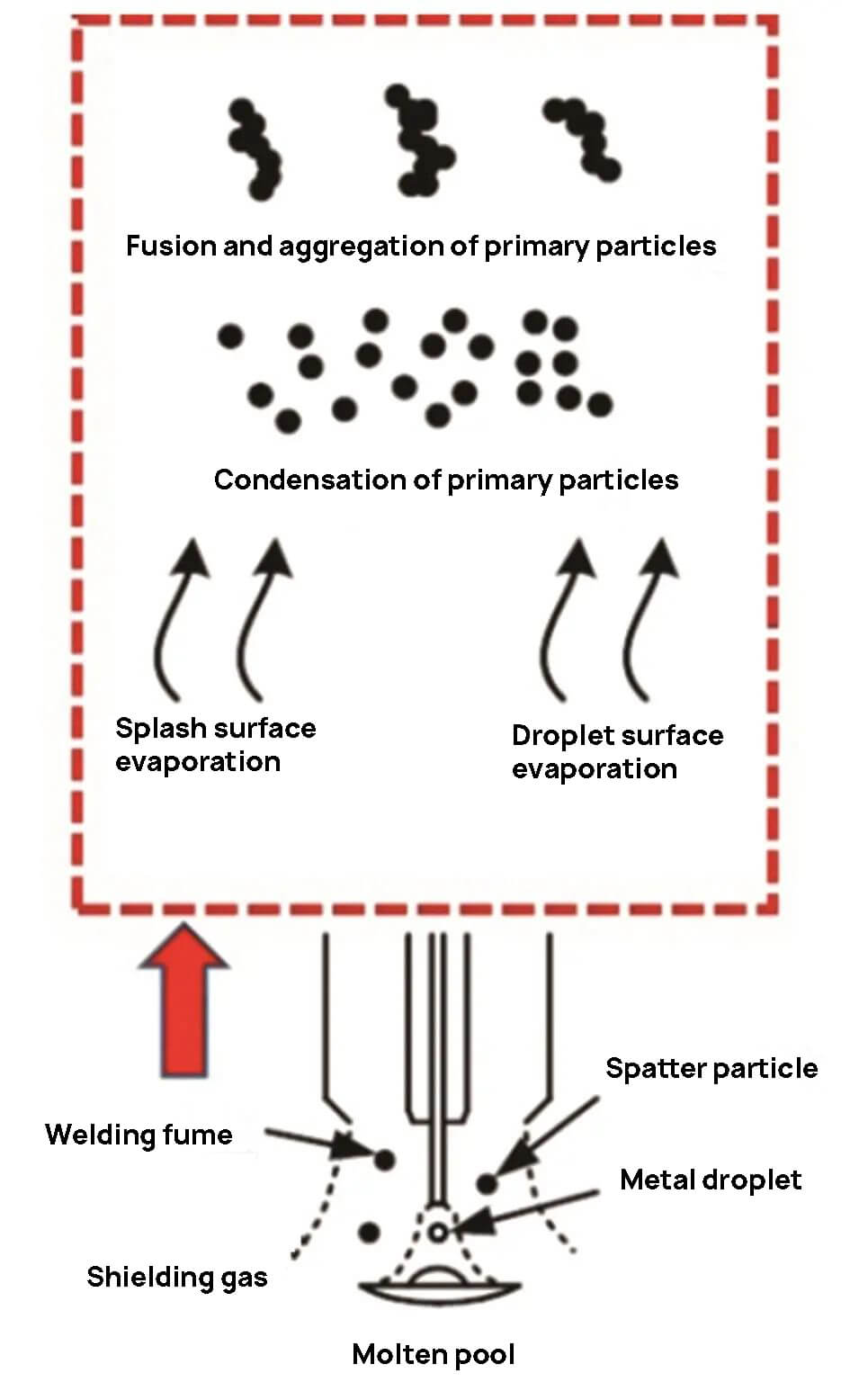
Les premières recherches ont suggéré que le mécanisme de génération des fumées de soudage était un processus impliquant la surchauffe, l'évaporation, l'oxydation et la condensation, comme l'illustre la figure 1.
Fig.1Schéma du processus de formation des fumées
Dans le processus de soudage, la température au centre de l'arc est élevée, ce qui provoque l'évaporation du métal liquide et de l'eau. non métallique qui génère à son tour de la vapeur à haute température et maintient une certaine concentration de particules.
Lorsque la vapeur à haute température atteint la zone à basse température au bord de l'arc, elle s'oxyde et se condense rapidement, ce qui entraîne la formation de "particules primaires".
Ces particules primaires sont généralement sphériques et ont un diamètre de 0,01 à 0,4 μm, la majorité étant de 0,1 μm.
En raison de l'électricité statique et du magnétisme des particules primaires elles-mêmes, celles-ci se polymérisent et forment des "particules secondaires" à mesure que la température diminue, qui se diffusent ensuite d'une manière spécifique.
Shi Yuxiang, de l'université des sciences et technologies de Wuhan Jiaotong, a mené une étude approfondie sur le mécanisme de formation des fumées de soudage. Il a proposé un mécanisme d'aérosol pour les fumées de soudage, qui vise à expliquer le processus de transformation de la vapeur et des fumées.
Il a suggéré que le mécanisme de nucléation des particules d'aérosol de soudage près de l'arc se divise en nucléation homogène et nucléation hétérogène.
La distribution spectrale, la morphologie, la composition et les caractéristiques structurelles des particules primaires ont été systématiquement étudiées à la fois expérimentalement et théoriquement par microscopie électronique à échantillonnage direct et DMPS.
Il a été découvert que les cristaux de Fe3O4 étaient principalement composés de particules de 0,01μm, provenant d'aérosols de soudage, tandis que les particules de fumée de 0,1μm présentaient deux types de structures cristallines, de type spinelle et de type fluorure, formées par le mécanisme de condensation hétérogène de la transition des particules de vapeur.
Les particules de suie d'une taille supérieure à 1μm ont été principalement formées par le mécanisme de transition des particules de bulles. En outre, un modèle de la zone de nucléation des particules de l'arc de soudage est proposé, ce qui est très important pour l'analyse du processus de formation des particules d'aérosol de soudage.
Les particules de suie générées pendant le soudage se développent dans le processus de diffusion par agrégation et fusion.
Au cours du processus de fusion, plusieurs particules primaires fusionnent en une seule particule de grande taille, dont la surface totale est inférieure à la somme des surfaces des particules primaires et qui n'est pas séparée par une frontière.
En revanche, le processus d'agrégation est constitué de dizaines, voire de centaines, de particules primaires qui adhèrent à la surface et présentent des limites distinctes entre les particules.
Qu'il y ait agrégation ou fusion des particules, la taille, la forme et la concentration des particules dans les fumées de soudage subiront des modifications.
Risques liés aux fumées de soudage
Le processus de soudage peut produire une grande quantité de fumée et de gaz toxiques qui sont nocifs pour la santé humaine.
Une part importante des fumées de soudage est constituée de particules en suspension qui se diffusent dans l'air, tandis qu'une autre partie est dispersée sous forme de gaz toxique.
Les particules de suie produites pendant le soudage se présentent principalement sous la forme d'oxydes métalliques, dont la composition est complexe, qui sont très visqueux, qui ont des températures élevées et dont la taille des particules n'est pas uniforme.
En règle générale, les soudeurs ont une capacité respiratoire d'environ 20 L/min dans les environnements de production de soudure. Par conséquent, leur capacité respiratoire pour une année est d'environ 2300m3.
En mauvaise soudure Dans les environnements de production, un travailleur peut inhaler 100 g de particules par jour et 2,5 kg de substances nocives en 25 ans de travail.
Le tableau 1 présente les particules d'oxyde métallique les plus courantes produites pendant le soudage et les risques qui y sont associés.
Tableau 1 Risques liés aux particules présentes dans les fumées de soudage
Matériau
Source
Risques
Oxyde ferrique
A partir du matériau d'apport et du métal de base
Pneumoconiose ferreuse ou maladie des dépôts de fer causée par une inhalation prolongée
Oxyde d'aluminium
Procédé de soudage à partir de matériaux de base en aluminium
Le dépôt de poussières dans les poumons provoque la pneumoconiose
Oxyde de manganèse
Procédé de soudage à partir de matériaux de soudage contenant du manganèse
Irritant pour les voies respiratoires, provoquant une pneumonie. L'exposition à long terme endommage le système nerveux
Oxyde
Électrode de base ou fil enrobé
Irritant pour la muqueuse gastrique, provoquant des lésions osseuses
Composé de baryum
Produit d'apport pour le soudage contenant du baryum
Toxicité, provoquant une carence en potassium dans les tissus humains
Oxyde de nickel
Matériaux de soudage en nickel pur ou en alliage à base de nickel
Lésions de la muqueuse nasale et cancer du poumon, cancérogène de classe I
Selon la taille des particules, les fumées de soudage peuvent être plus ou moins nocives pour le corps humain.
L'équipe dirigée par Yang Lijun de l'université de Tianjin a mené des recherches sur la distribution granulométrique des fumées de soudage MIG, analysé l'impact des paramètres de soudage et du transfert de gouttelettes sur la taille des particules de fumées. Les résultats ont montré que les particules de suie présentaient des caractéristiques de distribution quasi-quantifiées, la taille des particules se situant principalement entre 0,1 et 1 μm, représentant plus de 85%, et les tailles de particules inférieures à 0,1 μm représentant environ 10%. En outre, les procédés de soudage, les formes de transfert de gouttelettes et les paramètres de soudage ont tous eu certains effets sur la taille des particules de suie. Plus précisément, la diminution de la tension de soudage a entraîné une réduction de la taille des particules de suie.
Gomes JF et al. ont calculé que la taille des particules des fumées de soudage générées pendant le processus de soudage était d'environ 0,5 μm.
Des recherches ont montré que les particules de fumée d'un diamètre supérieur à 10 μm dans l'air se déposent dans le nasopharynx, tandis que celles d'un diamètre inférieur à 10 μm peuvent être inhalées par le corps humain. Les particules de fumée d'un diamètre de 2 à 10 μm peuvent être évacuées, mais celles d'un diamètre inférieur à 0,5 μm se déposent dans les poumons et sont difficiles à éliminer.
Le tableau 2 montre la quantité résiduelle de TiO2 avec différentes tailles de particules dans le tissu pulmonaire du rat pendant plusieurs jours (unité : μg). Plus la taille de la particule est petite, plus elle est pénétrable et plus il est difficile de l'éliminer de l'organisme. En outre, les particules de fumée se disperseront en particules primaires plus petites dans les alvéoles humaines, exacerbant ainsi leurs effets nocifs sur l'organisme.
Tableau 2 Teneur en différentes tailles de TiO2 dans le tissu pulmonaire du rat (μg)
Heure/jour
TiO2-D(0,03μm)
TiO2-F(0,25μm)
1
347.7±13.1
324.3±6.1
29
202.8±23.0
172.8±12.1
59
140.9±22.6
128.5±16.6
Lauryn M. F. et al. ont constaté que le Fe2O3 est le seul oxyde métallique qui favorise le cancer du poumon, et que la tendance des oxydes métalliques provoquant une inflammation pulmonaire est Fe2O3 > Cr2O3+CaCrO4 > NiO. Parmi eux, l'effet toxique du Fe2O3 sur les poumons est continu, tandis que l'effet toxique du Cr2O3+CaCrO4 sur les poumons est aigu.
Roth J. A. et al. ont constaté qu'une exposition prolongée aux fumées de soudage et une inhalation excessive de manganèse peuvent avoir des effets néfastes sur la santé humaine, notamment des dommages aux poumons, au foie, aux reins et au système nerveux central. Les travailleurs masculins présentent un risque plus élevé d'infertilité.
L'exposition à long terme à des environnements dont la concentration en manganèse dépasse 1 mg/m3 peut augmenter le risque d'empoisonnement au manganèse, similaire à la maladie de Parkinson.
Outre les nombreuses particules de fumée nocives produites par le soudage, celui-ci émet également de nombreux gaz nocifs, dont le monoxyde de carbone, les oxydes d'azote, l'ozone, le phosgène, le fluorure d'hydrogène et d'autres composants nocifs.
Le tableau 3 énumère les risques pour le corps humain des gaz nocifs contenus dans certaines fumées de soudage.
Tableau 3 Gaz nocifs et dangers des fumées de soudage
Gaz nocifs
Produits
Risques
Monoxyde de carbone
Le flux de soudage ou gaz de protection est produit par la combustion et la décomposition du dioxyde de carbone.
Maux de tête, vertiges, confusion, suffocation
Oxyde nitrique
Il est produit par l'action des rayons ultraviolets générés par un arc électrique sur l'azote de l'air.
Irritant pour les yeux et les voies respiratoires, entraînant une congestion pulmonaire
Ozone
Il est produit par l'interaction des rayons ultraviolets générés par l'arc électrique et l'azote de l'air.
Les voies respiratoires sont sèches, ce qui provoque des maux de tête, de la fatigue, une congestion pulmonaire et des maladies pulmonaires.
Phosgène
Il est produit par la décomposition d'un solvant contenant du fluorure, du polytétrafluoroéthylène, un revêtement de surface, etc.
Irritant pour les voies respiratoires, le nez et les yeux, toxique, entraînant un œdème pulmonaire.
Fluorure d'hydrogène
Revêtement de l'électrode et flux
Irritation des yeux, du nez, de la gorge, congestion pulmonaire, modifications osseuses
Protection contre les fumées de soudage
Des mesures globales doivent être prises pour purifier l'environnement de travail du soudage et protéger la santé des employés en réduisant les émissions à la source, en renforçant la protection et en promouvant l'innovation technologique. Ces mesures contribueront à garantir que la concentration des substances nocives générées par le soudage reste dans la fourchette autorisée.
Il existe actuellement plusieurs mesures de traitement communes, telles que la protection individuelle, l'optimisation du processus de soudage et des matériaux, et la mise en place de systèmes de ventilation et d'évacuation des fumées.
1. Protection des personnes
Les mesures de protection individuelle contre les fumées de soudage impliquent principalement le port de masques de ventilation et de dépoussiérage, ainsi que d'autres équipements de protection respiratoire, afin de réduire les dommages causés par les fumées de soudage aux travailleurs.
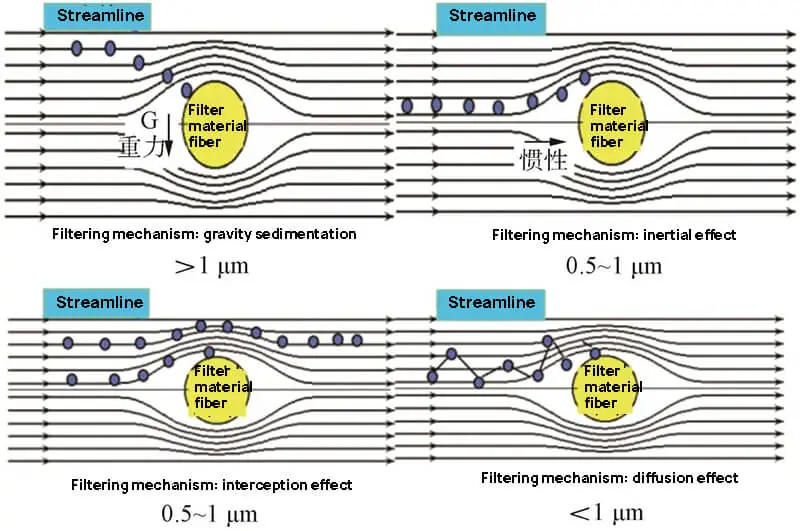
La figure 2 illustre quatre mécanismes de filtrage des respirateurs pour les particules de fumée et de poussière de différentes tailles.
Fig.2 Schéma du mécanisme de filtrage des masques
(1) Effet de gravité :
Lorsque l'air contenant des particules de poussière traverse la couche de fibres du matériau filtrant, les particules sont déplacées de la direction du flux d'air par leur propre gravité et se déposent sur le matériau filtrant.
Généralement, les particules de poussière d'une taille supérieure à 1μm sont filtrées efficacement, tandis que les particules plus petites peuvent être ignorées en raison de leur effet minime sur la gravité par rapport au débit de gaz et à d'autres facteurs.
(2) Effet d'interception :
Les fibres du matériau filtrant sont empilées de manière irrégulière et entrelacées les unes aux autres.
Lorsque les particules de fumée à haute vitesse présentes dans l'air entrent en contact avec le matériau de la fibre, elles se lient à la surface des fibres, ce qui permet d'intercepter efficacement les particules.
(3) Effet d'inertie :
Les particules de fumée se déposent sur la surface de la fibre sous l'effet de la force d'inertie, car le flux d'air change fréquemment de direction lorsqu'il traverse le matériau filtrant, ce qui les fait se détacher de la ligne de courant. Ce phénomène est particulièrement vrai pour les particules de fumée d'une taille de 0,5~1,0μm, qui sont principalement interceptées par l'effet d'inertie.
(4) Effet de diffusion :
Les particules d'un diamètre inférieur à 0,1 μm à température ambiante se déplacent principalement par mouvement brownien. Plus les particules sont petites, plus elles sont faciles à éliminer.
Les particules de plus de 0,5 μm sont principalement en mouvement inertiel. Plus les particules sont grosses, plus elles sont faciles à éliminer.
Les particules entre 0,1 μm et 0,5 μm n'ont pas d'effets de diffusion et d'inertie évidents et sont difficiles à éliminer.
Pendant le soudage, la taille des particules de fumée varie de 10-3 à 102 μm en cinq ordres de grandeur, les particules de 0,1-0,5 μm étant les plus pénétrantes.
Actuellement, aucun respirateur n'est en mesure de filtrer idéalement toutes les particules de fumée.
Les équipements de protection individuelle n'ont actuellement qu'un faible effet protecteur sur les gaz toxiques, et la prévention des gaz toxiques ne peut être assurée uniquement par la protection individuelle.
2. Optimisation du processus de soudage et des matériaux de soudage
L'optimisation des procédés et des matériaux de soudage consiste principalement à contrôler les fumées de soudage en réduisant le taux de génération des fumées et la teneur en substances toxiques qu'elles contiennent.
De nombreux facteurs influencent la quantité de poussière de soudage produite.
Actuellement, la recherche sur les poussières de soudage dans les contextes nationaux et internationaux se concentre principalement sur deux aspects :
La première consiste à étudier l'influence des différentes méthodes de soudage et des paramètres du processus sur la quantité de poussière générée, et la seconde à étudier l'impact de la composition du fil de soudage, de l'enrobage et du gaz de protection sur la quantité de poussière produite.
2.1 Impact du procédé de soudage sur les émissions de poussières
La quantité de poussière générée varie en fonction de la méthode de soudage utilisée.
Lorsque les mêmes paramètres de processus sont utilisés, le soudage MIG produit un taux de génération de poussière beaucoup plus élevé que le soudage non MIG. Inversement, la fumée générée par le soudage à l'arc submergé est minime.
Le tableau 4 indique la quantité de poussière générée par diverses méthodes de soudage dans des conditions identiques.
En général, lorsque l'on utilise la même méthode de soudage, la quantité de poussière produite augmente à mesure que l'on soude. le courant et la tension de soudage augmentation.
Par rapport au soudage à courant continu, le soudage à courant alternatif génère une plus grande quantité de poussière, mais la quantité de poussière diminue au fur et à mesure que la température de la pièce augmente. vitesse de soudage augmente.
Tableau 4 Taux de production de poussières pour différentes méthodes de soudage
Procédé de soudage
Taux de génération/(mg-min-1)
FCAW
900~1300
SMAW
300~800
MIG/MAG
200~700
GTAW
3~7
SAW
3~6
La production de grandes quantités de poussières lors du soudage avec fil fourré, du soudage sous protection, du soudage à l'arc et du soudage à l'arc. arc métallique Le soudage MIG a un impact important sur les soudeurs et l'environnement, ce qui en fait un sujet de recherche majeur tant au niveau national qu'international.
Shi Qian et ses collègues de l'université des sciences et technologies de Lanzhou ont mené des recherches sur la quantité de poussière générée par le soudage avec fil fourré auto-protégé en fonction de différents paramètres de processus.
Leurs conclusions indiquent que dans le cas d'un soudage à faible spécification, la quantité de poussière générée augmente de manière significative en raison de l'augmentation des éclaboussures pendant la transition du court-circuit et la transition de la colonne de laitier. Lors du soudage de grandes spécifications, le taux d'évaporation des gouttelettes et du métal de base chauffé est accéléré en raison de l'augmentation de l'apport de chaleur, ce qui entraîne une augmentation de la quantité de poussière générée. Le mode de transfert des gouttelettes a peu d'effet sur la quantité de poussière générée.
Ces résultats ont également été confirmés par les recherches de Zhang Junqiang sur le mécanisme de production de fumée et de poussière lors du soudage avec fil fourré auto-protégé. L'étude a révélé que les agrégats de fumée et de poussière générés dans la zone de fumée et de poussière des éclaboussures et dans la zone de fumée et de poussière des gouttelettes augmentaient considérablement la quantité totale de fumée et de poussière.
Yamamoto et al. ont utilisé du CO2 comme gaz de protection lors du soudage avec un fil fourré 26%.
Avec l'augmentation du courant de soudage, la quantité de poussière de soudage diminue progressivement.
L'auteur a également mis au point un procédé avancé de soudage à l'arc sous protection gazeuse au dioxyde de carbone pur en utilisant la méthode du courant pulsé pour contrôler la gouttelette.
Cette méthode utilise un courant élevé pour faire fondre le fil de soudage, puis réduit le courant pendant le transfert des gouttelettes. Cela garantit que la gouttelette peut être transférée en douceur vers le bain de fusion avec une longueur constante, ce qui entraîne une formation et une séparation régulières des gouttelettes de métal et réduit la quantité de poussière générée par le 50%.
Scotti a étudié l'influence de la longueur de l'arc, du diamètre des gouttelettes et du courant de court-circuit sur la quantité de poussière générée par le procédé GMAW en utilisant une méthode de variables de contrôle.
Les résultats montrent que pendant la transition en court-circuit, une augmentation du diamètre des gouttelettes, du courant de court-circuit et de la longueur de l'arc entraîne une augmentation de la quantité de poussière générée. Un courant de court-circuit plus élevé rend l'évaporation du métal à la surface du pont liquide plus intense lorsque la gouttelette pénètre dans le bain de fusion, ce qui augmente la quantité de poussière générée. Lorsque ces facteurs se conjuguent, l'augmentation de l'émission de poussières est plus perceptible.
Bu Zhixiang, de l'Université technologique du Hubei, et d'autres chercheurs ont mené une expérience orthogonale avec du CO2 soudage sous protection gazeuse Ils ont utilisé le courant de soudage, la tension de soudage et la vitesse de soudage comme trois facteurs expérimentaux. Ils ont pris le taux et la quantité de poussière de soudage comme indicateurs expérimentaux.
Grâce à l'analyse de variance et à l'analyse de gamme des données de test orthogonales, les résultats montrent que les principaux facteurs affectant le taux de formation de fumées de soudage sont le courant et la tension de soudage, et que la vitesse de soudage n'a pas d'effet significatif sur le taux de formation de fumées de soudage. Lorsque la tension de soudage est de 22-24 V, le courant de soudage de 290-320 A et la vitesse de soudage de 26 cm/min, la quantité de poussière de soudage est la plus faible.
La quantité de fumées de soudage n'est pas seulement liée au matériau d'apport, mais aussi à la composition du gaz de protection.
K. R. Carpenter et al. ont ajouté de l'O2 et du CO2 au gaz protecteur du GMAW et ont constaté que l'ajout de 2% O2 dans le mélange binaire Ar-CO2 n'avait aucun effet sur le taux de génération de poussière.
Lorsque l'O2 augmente dans le mélange ternaire, le taux de génération de poussière augmente au niveau de 5% CO2, mais n'augmente pas de manière significative au niveau de 12% CO2.
La quantité de poussière générée peut être contrôlée en ajustant la quantité de CO2 ajoutée au gaz mélangé, selon une étude réalisée par l'équipe de Li Zhuoxin de l'université technologique de Pékin sur la teneur en Cr (Ⅵ) dans les fumées de soudage de l'acier inoxydable.
Leurs résultats indiquent que la fraction massique de Cr (Ⅵ) dans la fumée augmente avec une oxydation plus forte du gaz de protection pendant le soudage sous protection gazeuse. En outre, le Cr (Ⅵ) augmente avec des courants électriques plus élevés (150~250 A) pendant le soudage sous protection gazeuse. Soudage MAGet le rapport de masse du Cr (Ⅵ) dans la fumée de transfert du circuit court par rapport au Cr total était plus élevé que celui de la fumée de transfert du jet pendant le GMAW.
Un rapport présenté par Vishal Vats lors de la réunion intermédiaire du huitième comité de l'IIW 2022 a souligné que l'ajout d'oxygène au gaz protecteur GMAW favoriserait la formation de Cr3+ et de Cr6+, et augmenterait la présence d'éléments nocifs tels que le Mn, le Fe et le Ni dans la fumée.
Ces résultats suggèrent que la quantité de poussière de soudage est influencée par les paramètres du procédé de soudage, et que la sélection de paramètres appropriés peut réduire les émissions de poussière et promouvoir un environnement plus sain. Cependant, il existe un effet de couplage entre le procédé de soudage et les émissions de poussières. qualité du soudage qui peut nécessiter de sacrifier la qualité et l'efficacité pour réduire les émissions de fumée, ce qui présente des limites dans les applications pratiques.
L'utilisation croissante de méthodes de soudage efficaces (soudage double fil/multi fil, soudage hybride à l'arc laser) dans l'ingénierie augmente encore les exigences en matière de spécifications de soudage et rend le traitement des fumées de soudage plus difficile.
2.2 Effet des matériaux de soudage sur l'émission de poussières
Pendant le processus de soudage, les oxydes métalliques produits par le soudage les matériaux à haute température se mélangent à divers agents cancérigènes. L'inhalation excessive de ces particules par les opérateurs peut provoquer toute une série de maladies.
Pour atténuer ces risques, le développement de matériaux de soudage écologiques permet de contrôler efficacement les composants nocifs des fumées et des poussières à la source.
La recherche sur les matériaux de soudage écologiques dans le pays et à l'étranger se concentre principalement sur trois aspects :
(1) En modifiant la composition de la peau du médicament, il est possible de réduire la quantité de poussière générée par le matériau.
(2) Réduire la teneur en substances lourdes éléments métalliques dans les fumées et les poussières de soudage.
(3) Les fumées de soudage doivent être traitées à l'aide de matériaux de soudage de type "dealloying".
La quantité de poussière générée pendant le soudage est influencée par la composition de l'enrobage de l'électrode, la composition chimique de la poudre et le fil de soudage de la bande d'acier. Les facteurs d'influence sont complexes.
La fluorine et le silicate de sodium sont les principaux responsables de la production de poussières dans l'enrobage des électrodes, et leurs produits de réaction représentent plus de 50% de la quantité totale de fumées et de poussières.
Les matériaux contenant du K et du Na augmentent la quantité de poussière générée, tandis que l'alliage silico-calcaire et la poudre de magnésium peuvent l'inhiber.
Des recherches menées par Jiang Jianmin et d'autres chercheurs de l'université de technologie de Pékin ont montré que la réduction de la teneur en poudre de fer dans le noyau de flux du fil permet de diminuer la quantité de poussière générée pendant le soudage de 331 TTP3T à 471 TTP3T.
Selon un rapport de Mruczek MF, un fabricant étranger de matériel de soudage a mis au point un fil fourré à faible teneur en manganèse qui permet de réduire efficacement la teneur en Mn dans les fumées de soudage. Cependant, cela peut conduire à de mauvaises propriétés mécaniques de la soudure.
North T H a découvert que l'ajout de particules composites contenant du Mn dans le noyau peut réduire de manière significative la teneur en Mn dans les fumées de soudage en empêchant l'oxydation du Mn et en laissant plus de Mn dans la soudure.
Dennis J H et al. ont ajouté des éléments actifs (Zn, Al, Mg) au fil fourré, ce qui peut réduire de manière significative la teneur en Cr6+ dans les fumées de soudage en permettant aux éléments actifs de s'oxyder de manière préférentielle. Cependant, l'ajout de Zn à soudage de l'acier inoxydable peut réduire la teneur en Cr des fumées de soudage, mais accélère le taux de formation des fumées.
Mortazavi S B et al. ont découvert que la réduction de la teneur en K dans les matériaux de soudage et l'augmentation de la teneur en Li peuvent réduire la teneur en K2CrO4 et, par la suite, la teneur en Cr6+ dans les fumées de soudage grâce au Li.
En outre, Topham N et al. ont démontré que la réduction de la teneur en Na et en K dans les matériaux de soudage en acier inoxydable austénitique et l'ajout de 30% tetraethyl silane (TEOS) dans le gaz de protection peuvent réduire la teneur en Cr (VI) dans les fumées de soudage de l'acier inoxydable.
Toutefois, la méthode de désalliage des matériaux de soudage utilisée pour réduire les composants nocifs dans les fumées de soudage peut ne pas répondre aux exigences en matière de propriétés mécaniques, de résistance à la corrosion et de résistance à l'usure nécessaires pour les structures de soudage.
Actuellement, le degré d'alliage du métal de base utilisé est très élevé. De l'acier à faible teneur en carbone à l'acier faiblement allié, puis à l'alliage à haute entropie, le niveau d'alliage augmente.
Simultanément, l'ajout de éléments d'alliage tels que Mn, Cr, Ni, Mo, Co et autres, aux matériaux de soudage (matériau de base + fil de soudage) peut améliorer de manière significative les propriétés mécaniques et la résistance à la corrosion des composants de soudage, augmenter leur durée de vie et élargir le champ d'application des matériaux métalliques.
Par conséquent, il n'est souvent pas pratique de traiter les fumées et les poussières en traitant les matériaux de soudage dans la production réelle.
3. Ventilation et évacuation des fumées
La ventilation et l'évacuation des fumées sont actuellement les méthodes de traitement les plus efficaces dans la production, qui comprennent principalement deux types de méthodes :
La première méthode consiste à installer des dispositifs locaux d'extraction des fumées ou à utiliser des pistolets de soudage fumigènes sur le poste de soudage afin de contrôler la diffusion des fumées de soudage et des gaz nocifs, et de les contrôler à la source.
La deuxième méthode consiste à améliorer l'environnement de travail de l'atelier de soudage par une ventilation complète et une ventilation par déplacement de l'installation.
3.1 Extraction locale de la fumée
Actuellement, les principales méthodes d'extraction des fumées locales comprennent principalement l'utilisation de pistolets de soudage fumigènes, la ventilation locale et le dépoussiérage.
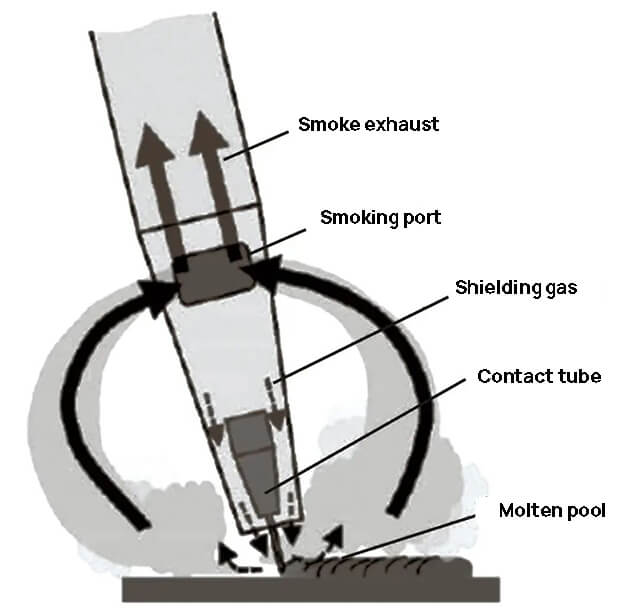
Le principe du pistolet de soudage fumigène est illustré à la figure 3. La bouche fumante génère une aspiration pour capturer les fumées et les poussières, empêchant ainsi leur diffusion et la pollution de l'environnement.
Par rapport à d'autres équipements de traitement local, les pistolets de soudage à fumer offrent une plus grande flexibilité en termes de positionnement et de réglage de l'angle, ce qui permet aux soudeurs d'opérer avec moins de restrictions.
Fig.3 Schéma de principe d'une torche à fumer
La ventilation locale consiste à utiliser des hottes à poussière spécialisées pour extraire directement les fumées de soudage de la zone de soudage, puis à rejeter les fumées collectées à l'extérieur après les avoir soumises à un traitement de réduction des poussières. Le principe de la ventilation locale est décrit dans la figure 4.
Fig.4 Schéma de principe du ventilateur local
La recherche indique que la ventilation locale est plus efficace que la ventilation générale.
Flynn MR a mené une étude comparant l'efficacité du dépoussiérage d'un système local d'aspiration à la poussière. système de ventilation dans trois conditions : pas de ventilation intérieure, vent naturel et ventilation mécanique. Les résultats ont révélé que le ventilateur combiné au système de ventilation local avait la plus grande efficacité de dépoussiérage.
Dans une autre expérience, Meeker JD a évalué un système commercial de ventilation locale et de climatisation. équipement de dépoussiérage. L'étude a révélé que la concentration de Mn dans la fumée de l'air a diminué de 25%, la matière particulaire a diminué de 40% et le Cr6+ a diminué de 68% après l'utilisation de l'équipement. La ventilation locale et le dépoussiérage constituent donc une méthode de ventilation efficace.
Il convient toutefois de noter que les équipements locaux d'extraction des fumées ne conviennent que pour le soudage de pièces de petite taille et que leur application est limitée dans le cas de pièces lourdes. soudage de structures les ateliers. En effet, le poste de soudage des structures lourdes est mobile et les points de fumée et de poussière changent constamment, ce qui rend difficile la prise en compte de l'espace global à l'aide d'un dépoussiérage local.
3.2 Ventilation générale et ventilation par déplacement
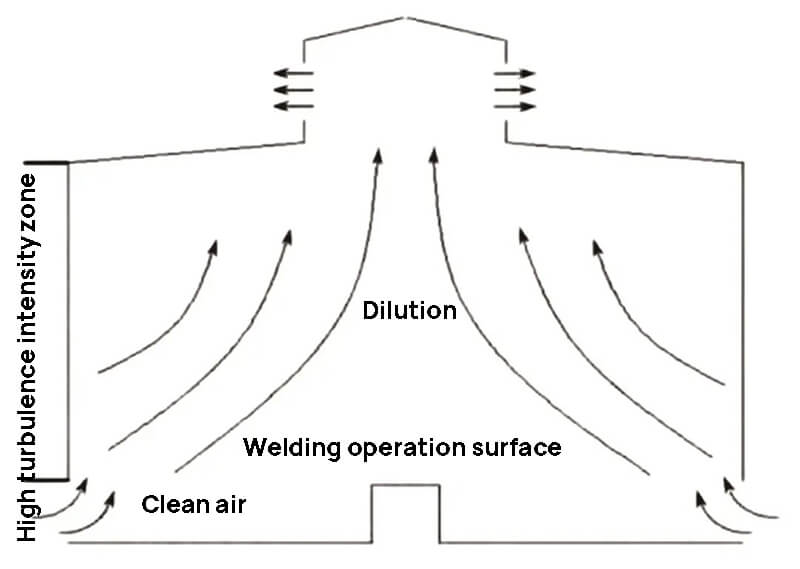
La ventilation générale, également connue sous le nom de ventilation par dilution, désigne le processus de dilution de l'air intérieur pollué par de l'air propre au moyen de portes, de fenêtres et de toits. Cela permet de réduire la concentration de substances nocives dans l'air intérieur et de s'assurer que l'environnement intérieur est conforme aux normes de qualité de l'air.
Son principe est illustré à la figure 5.
Fig.5 Schéma de la ventilation générale
La ventilation générale convient aux environnements présentant de faibles concentrations de substances nocives et est couramment utilisée comme mode auxiliaire pour la ventilation locale et le dépoussiérage.
C. E. Feigley et al. ont étudié et discuté le facteur de sécurité K dans la formule de calcul du volume d'air pour la ventilation par dilution, et ont proposé un facteur de mélange Km plus objectif, basé sur des mesures expérimentales.
Liu Siyan et al. ont effectué des tests pour évaluer la concentration des risques chimiques dans un atelier de soudage avant et après la mise en œuvre d'un traitement de ventilation mécanique. Après le traitement par ventilation, la teneur de l'air en manganèse et ses composés, en fumées de soudage, en ozone, en monoxyde de carbone et en oxydes d'azote dans l'atelier a diminué, la réduction la plus significative ayant été observée pour le manganèse et ses composés avec une diminution de la concentration de 82%.
La ventilation par déplacement est développée sur la base de la ventilation générale, et son principe est illustré par la figure 6.
Fig.6 Schéma de la ventilation par déplacement
En raison de la chaleur générée pendant le processus de soudage, un gradient de température stable se forme dans l'atelier de soudage, ce qui réduit la vitesse du vent et provoque une différence de température (ΔT=2~4 ℃) entre l'air frais directement fourni à la zone de travail intérieure.
Par conséquent, l'air froid descend d'abord sous l'influence de la gravité et se répand progressivement sur le sol, formant une couche d'air frais. Au fur et à mesure que la température augmente, cet air frais s'élève, évacuant continuellement l'air pollué.
En outre, l'air frais est continuellement fourni à la pièce par le conduit d'air, tandis que l'ouverture de reprise d'air au-dessus de l'atelier aspire l'air intérieur en raison de multiples facteurs.
L'air frais au-dessus du sol dans la zone de travail se déplace lentement vers le haut, formant un flux d'air ascendant uniforme. Il remplace progressivement l'air pollué dans l'atelier, purifiant ainsi l'air.
La méthode de dépoussiérage par ventilation par déplacement permet non seulement d'économiser de l'énergie, mais aussi d'améliorer l'efficacité de l'épuration. R. Nienel et al. ont mené une étude sur le système de ventilation par déplacement dans les grandes installations de soudage.
En analysant la distribution spatiale des particules générées pendant le processus de soudage, ils ont constaté que la concentration de particules dans la zone d'activité du personnel dans la partie inférieure de l'usine était significativement plus faible que la concentration dans la partie supérieure de l'usine, démontrant ainsi l'efficacité de la ventilation par déplacement pour évacuer les particules de l'usine de soudage.
Actuellement, la recherche sur la ventilation par déplacement se concentre principalement sur l'optimisation de la distribution de l'air, des paramètres d'alimentation en air et de la position de sortie de la ventilation par déplacement à l'aide de la simulation numérique CFD. Cette recherche vise à améliorer l'efficacité de la ventilation et à fournir des conseils théoriques pour optimiser la conception de la ventilation par déplacement.
Conclusion
(1) La production et le danger des fumées de soudage sont déterminés par des processus physiques et chimiques complexes, et des mesures globales sont nécessaires pour leur traitement.
(2) Le contrôle complet des fumées de soudage et d'autres facteurs dangereux ne peut être obtenu par la seule protection passive.
(3) L'innovation en matière de procédés et de systèmes de soudage intelligents et automatiques a ouvert une nouvelle voie vers un soudage écologique et efficace et une production propre.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment souder des pièces métalliques extrêmement épaisses sans avoir recours à des passes multiples ? Le soudage sous laitier (ESW) offre une solution efficace, en utilisant du laitier fondu pour générer la chaleur nécessaire pour...
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Faites passer votre entreprise à la vitesse supérieure