Dans la production industrielle, certains équipements fonctionnant en continu, tels que les pipelines, les vannes et les conteneurs, présentent des fuites pour diverses raisons. Ces fuites compromettent la stabilité de la production normale et la qualité des produits, polluent l'environnement de production et provoquent des gaspillages inutiles.
Dans les cas les plus graves, la fuite de certaines substances, telles que les gaz toxiques et les huiles, peut présenter des risques importants pour la sécurité des opérations et l'environnement.
Par conséquent, les fuites de certains produits industriels ne peuvent être ignorées et doivent être traitées rapidement. Cependant, remédier aux fuites d'équipements sous pression, contenant des substances chimiques inflammables, explosives ou toxiques, constitue un défi technique.
Le colmatage des fuites dans les équipements sous pression contenant de l'huile ou des substances toxiques implique une forme spéciale de soudage dans des conditions de travail anormales. Cette méthode diffère des procédures de soudage standard et met l'accent sur la sécurité pendant les opérations.
Avant de procéder au soudage, des mesures de sécurité préventives doivent être mises en place pour protéger l'espace de travail, le soudeur et les autres travailleurs contre les accidents. Le soudeur doit être expérimenté et compétent, et les conseils d'un ingénieur en soudage expérimenté sur le plan technique sont essentiels pour garantir la sécurité des opérations.
Par exemple, lorsqu'il s'agit d'un certain type de réservoir d'huile, il est essentiel de connaître la capacité, le point d'éclair et la pression de l'huile qu'il contient. Ce n'est qu'une fois que l'on s'est assuré que le processus de soudage n'entraînera pas de blessures corporelles ni même d'incidents de sécurité plus importants, si les opérations de construction commencent.
Par conséquent, avant et pendant l'opération de soudage, les points suivants doivent être respectés :
1. Libération sûre de la pression.
Avant de procéder au soudage d'étanchéité, il est essentiel de vérifier si la pression de l'équipement à souder est susceptible de causer des dommages corporels. En outre, sous l'influence de la chaleur de soudage l'équipement doit disposer d'un passage sûr pour la libération de la pression, tel qu'une soupape de sécurité.
2. Contrôle de la température.
Avant le soudage, toutes les mesures de prévention des incendies et des explosions et de refroidissement doivent être bien préparées. Pendant le soudage, le soudeur doit respecter strictement l'apport de chaleur minimal spécifié dans la documentation du processus. Simultanément, des mesures de refroidissement sûres doivent être mises en œuvre pendant le soudage afin d'éviter tout risque d'inflammation ou d'explosion.
3. Prévention des intoxications.
Lors du soudage d'étanchéité d'un conteneur ou d'un pipeline contenant des substances toxiques, il est essentiel d'assurer la ventilation en temps utile de tout gaz toxique qui s'échappe et de fournir de l'air frais. Des mesures doivent également être prises pour isoler toute pollution potentielle due à la fuite de substances toxiques.
Soudage Méthodes d'étanchéité
Voici plusieurs méthodes d'étanchéité par soudage couramment utilisées dans la pratique de l'ingénierie, pour l'apprentissage et l'amélioration de tous.
1. Méthode de soudage par torsion au marteau
Cette méthode est applicable pour fissures de soudureLe soudage est un procédé qui permet de réduire les risques de corrosion, de soufflures et de porosités dans les conteneurs et les canalisations à basse pression. Il convient d'utiliser autant que possible des baguettes de soudage de petit diamètre et le courant de soudage doit être strictement conforme aux exigences du processus.
L'opération adopte la méthode de soudage rapide, utilisant la chaleur de l'arc pour chauffer les environs du point de fuite. Après l'extinction de l'arc, il faut rapidement presser vers la fuite avec un marteau à main ou une pelle tranchante, en martelant la soudure pendant le soudage.
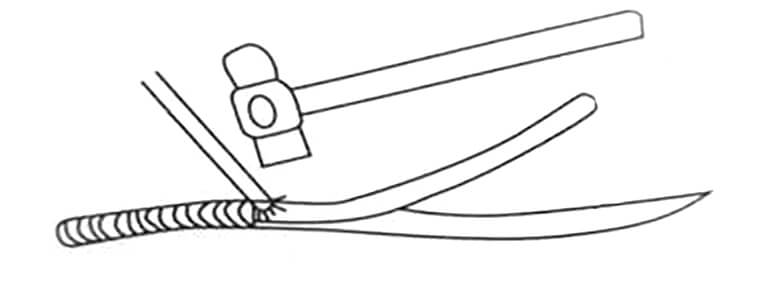
2. Méthode de soudage par rivetage
Lorsque certaines fissures sont plus larges, ou que le diamètre des soufflures ou de la porosité est plus important, la torsion du marteau devient difficile. Il peut être utile de riveter d'abord la fissure ou le trou à l'aide d'un fil de fer adapté ou d'un baguette de soudure pour réduire la pression et le débit de la fuite, puis terminer le soudage par une soudure rapide et à faible courant.
Le point essentiel de cette méthode est de ne bloquer qu'une section à la fois, puis de souder rapidement, en répétant le processus de blocage et de soudage, comme le montre la figure 1.
3. Méthode de soudage par le haut
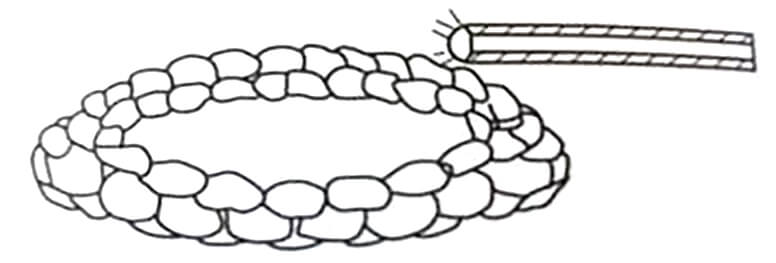
Certaines fuites sont dues à la corrosion et à l'usure. Dans ce cas, il convient d'éviter de souder directement à l'endroit de la fuite, car cela peut entraîner des trous plus importants. Au lieu de cela, soudage par points doit être effectuée à des endroits appropriés, adjacents ou en dessous de la fuite. Ces zones, qui ne fuient pas, servent de base à l'établissement d'un bain de soudure.
Ensuite, à l'instar des hirondelles qui construisent leur nid avec de la boue, encerclez progressivement la fuite avec de la soudure, en réduisant peu à peu la surface de la fuite. Enfin, scellez la fuite à l'aide d'une baguette de soudage de petit diamètre et d'un courant de soudage approprié, comme illustré à la figure 2.
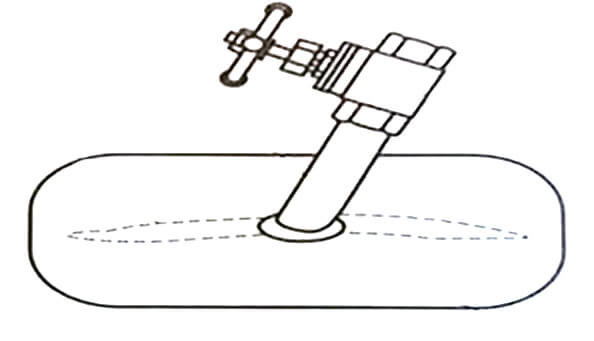
4. Méthode de soudage par déviation
Cette méthode est applicable au soudage lorsque la zone de fuite est étendue, le débit élevé ou la pression importante, comme le montre la figure. Un patch avec un dispositif d'obturation est créé en fonction de la forme de la fuite.
Pour les fuites importantes, le dispositif d'obturation utilise un tronçon de tuyau de dérivation équipé d'une vanne ; pour les fuites mineures, un écrou est soudé au préalable sur la pièce. La surface de la pièce doit être supérieure à celle de la fuite, et le dispositif d'obturation de la pièce doit être directement orienté vers la fuite.
Une couche de produit d'étanchéité est appliquée autour de la zone de contact entre la pièce et la fuite, ce qui permet au fluide de s'échapper par le tuyau de dérivation et de réduire les fuites autour de la pièce. Une fois la pièce correctement soudée, la vanne est fermée ou le boulon est serré.
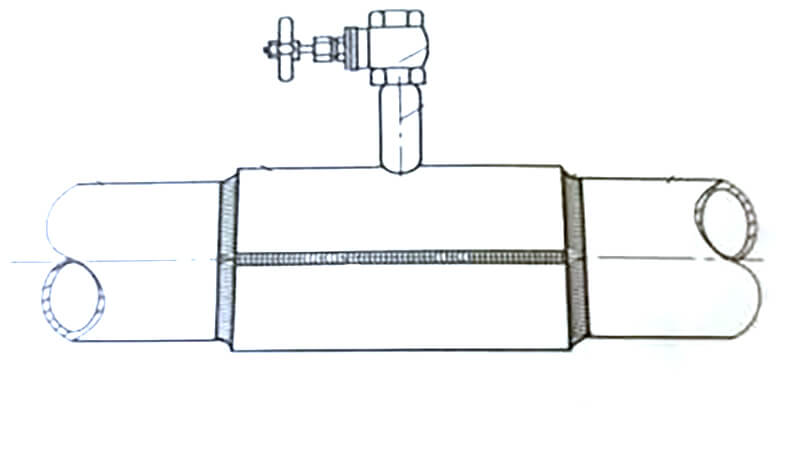
5. Méthode de soudage des manchons
Lorsqu'un tuyau présente une fuite importante due à la corrosion ou à l'usure, on utilise un tuyau manchon de même diamètre ou un tuyau qui peut envelopper précisément le tuyau qui fuit. La longueur du manchon est déterminée en fonction de la zone de la fuite.
Le tuyau à manchon est coupé symétriquement en deux moitiés et un tuyau de dérivation est soudé, en utilisant la même procédure de soudage que pour le soudage de dérivation. En ce qui concerne la séquence de soudage, le joint circonférentiel entre le tuyau et le manchon doit d'abord être soudé, suivi par le joint circonférentiel entre le tuyau et le manchon. cordon de soudure du manchon lui-même, comme l'illustre la figure ci-dessous.
6. Soudage des conteneurs d'infiltration d'huile
Soudage en continu ne peut pas être utilisée ; il est essentiel de veiller à ce que la température du cordon de soudure n'augmente pas trop. Le soudage par points est mis en œuvre, suivi d'un refroidissement immédiat. Par exemple, après quelques points de soudure par points, les points soudés sont immédiatement refroidis à l'aide d'une gaze imbibée d'eau.
Parfois, il peut être nécessaire de combiner plusieurs méthodes de colmatage des fuites. Le processus de soudage pour arrêter les fuites exige de la flexibilité pour garantir le succès.
Cependant, tous les matériaux métalliques ne conviennent pas à la méthode d'arrêt des fuites par soudage. Seuls l'acier commun à faible teneur en carbone et l'acier à faible teneur en acier allié peuvent mettre en œuvre ces méthodes d'élimination des fuites.
L'acier inoxydable austénitique ne peut être réparé par soudage que s'il est confirmé que le métal de base proche du point de fuite peut subir une déformation plastique importante. Dans le cas contraire, il ne peut pas être réparé par soudage.
Le fluide à l'intérieur du tube d'acier résistant à la chaleur est généralement de la vapeur à haute température et à haute pression. Les fuites qui surviennent après un service de longue durée ne peuvent pas être réparées sous pression. L'acier à basse température ne permet pas de réparer les fuites. soudage sous pression réparations.
Toutes les méthodes d'étanchéité par soudage mentionnées ci-dessus sont des mesures temporaires. Elles ne possèdent pas les propriétés mécaniques que le soudage peut typiquement atteindre au sens strict.
Lorsque l'équipement n'est pas sous pression et n'est pas équipé d'un fluide, il est nécessaire de supprimer complètement cet état de soudure temporaire d'étanchéité et de le ressouder ou de le réparer d'une autre manière pour répondre aux exigences d'utilisation du produit.
Conclusion
Arrêt des fuites technologie du soudage est une technique d'urgence nécessaire dans le processus de production continu avec le développement de la production moderne.
Le traitement des fuites accidentelles doit se faire en temps voulu et, par la suite, un traitement de remplacement complet doit être effectué sur le site de la fuite. L'application de la technologie d'arrêt des fuites exige de la flexibilité.
Plusieurs méthodes peuvent être combinées pour le soudage lors du traitement d'une fuite, l'objectif principal étant l'absence de fuites après le soudage.