Il y a quelques jours, j'ai discuté avec un collègue de la ligne de soudure.
Les clients en amont ont des exigences très élevées en ce qui concerne la ligne de soudage.
J'ai demandé si ce défaut pouvait être éradiqué. Vous avez peut-être eu des expériences similaires avec un problème aussi difficile.
Aujourd'hui, je vais vous parler de la ligne de soudure, de son mécanisme de génération, de son histoire et de ses solutions.
1. Mécanisme de la ligne de soudage
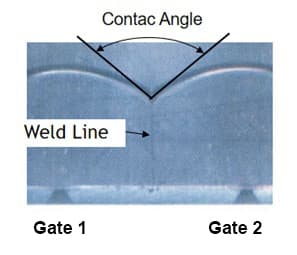
La ligne de soudure, également appelée ligne de fusion ou ligne de collage, se forme lorsque la résine fondue refroidie provenant du bord d'attaque ne fusionne pas complètement au niveau du joint, ce qui donne lieu à une ligne visible.
Ce phénomène est généralement observé au point de rencontre de deux flux ou à l'endroit où un flux converge après avoir contourné certaines formes géométriques, telles que des trous, sur la pièce.
Comme le montre la figure 1, le flux de matériau provenant de la porte 1 et de la porte 2 finit par créer une ligne de soudure sur la surface du produit.
Fig. 1 ligne de soudage
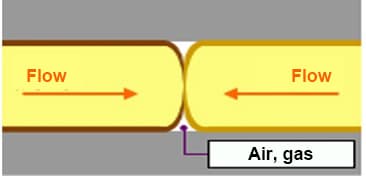
Examinons à nouveau le schéma d'écoulement de la matière fondue avant la formation de la ligne de soudure.
En raison de la différence de température importante entre le moule et le plastique fondu, une couche gelée se forme à la surface, ce qui entraîne un écart au niveau du joint. La matière plastique n'est pas en mesure de reproduire parfaitement la surface du moule.
L'augmentation de la température de fusion améliore l'effet d'alimentation, mais entraîne un désalignement des chaînes moléculaires plastiques de surface, ce qui conduit à la formation d'une ligne de soudure, comme le montre la figure 2.
Fig. 2 Copie de la ligne de soudure
Les deux flux de résine au point de soudure ne se mélangent pas l'un à l'autre parce qu'ils avancent tout en étant semi-polymérisés dans le flux de jet.
Toutefois, si la température est basse, la couche superficielle s'épaissit, la texture devient plus apparente et la résistance est réduite en raison de la faible force d'adhésion entre les deux.
2. Risques liés à la ligne de soudage
La ligne de soudure pose principalement deux problèmes.
Tout d'abord, il y a un problème structurel. Les pièces sont plus susceptibles de se briser ou de se déformer au niveau de la ligne de soudure, surtout lorsque celle-ci est de mauvaise qualité. Cette faiblesse est plus importante dans les zones où les pièces sont soumises à des contraintes.
Deuxièmement, la surface des pièces peut présenter des défauts visibles. La ligne de soudure peut provoquer des lignes, des rainures ou des changements de couleur à la surface des pièces. Si la ligne de soudure est située sur la surface d'une pièce non critique (par exemple, le fond), cela peut ne pas poser de problème.
3. Facteurs d'influence de la ligne de soudage
(1) Température
Lorsque deux flux de résine se rencontrent, ils fusionnent. La fusion est d'autant plus importante que la température des flux de résine est basse.
Inversement, si la température des deux flux de résine est élevée, la force d'adhésion entre eux augmentera, ce qui entraînera une fusion moins évidente.
(2) Pression
Au point de fusion, les deux résines fondues sont pressées l'une contre l'autre, et le niveau d'adhérence dépend de la pression appliquée.
Une pression de maintien plus faible entraîne une fusion plus prononcée mais une adhésion plus faible. Au fur et à mesure que le processus de durcissement se poursuit, le transfert de pression devient de plus en plus difficile.
En outre, si la taille de la glissière de la porte est réduite et que la position de la porte est mauvaise, l'aspect et la solidité de la fusion se détérioreront.
(3) Angle
Lorsque deux courants se rejoignent à l'avant, la ligne de fusion est d'autant plus visible que l'angle qui les sépare est faible. Inversement, lorsque l'angle est plus grand, la ligne de fusion est moins évidente.
Dans Moldflow, la ligne de fusion se forme lorsque l'angle de polymérisation à l'état fondu est inférieur à 135°, et aucune ligne de fusion ne se forme lorsque l'angle est supérieur à 135°.
Bien que la ligne de fusion ne soit pas visible à l'œil nu, elle reste acceptable.
(4) Échappement
La fusion désigne le point de rencontre et de fusion de la résine, qui peut également être le point final de l'écoulement.
Si un orifice d'échappement n'est pas prévu à cet endroit pour évacuer le gaz, la qualité et la solidité de la fusion se détérioreront.
(5) Vitesse de remplissage
Si la vitesse de remplissage est trop lente, le front d'écoulement de la matière fondue peut ne pas atteindre l'extrémité de remplissage, et plus la matière fondue est éloignée de la porte, plus elle risque de geler. Il peut en résulter un faible taux d'écoulement de la matière fondue.soudage de qualité ligne.
De même, si la longueur du flux est trop importante, la température du front de fusion peut diminuer de manière significative lorsque la ligne de soudure est formée à la fin. Cela peut également conduire à une ligne de soudure de mauvaise qualité.
4. Solution de la ligne de soudure
Tout d'abord, augmenter la température
Pour obtenir une meilleure fusion des deux flux à l'avant, augmentez la température de fusion lorsqu'elle est basse, mais veillez à ne pas dépasser la température de dégradation du matériau.
De même, il est recommandé d'augmenter la température du moule lorsqu'elle est basse afin d'améliorer la fusion du front d'écoulement du matériau.
La couche gelée dans la matière fondue se forme lorsque la température est inférieure à la température de conversion de la matière.
En augmentant la température du moule au-dessus de la température de conversion, le problème de la ligne de fusion peut être fondamentalement résolu.
Techniquement, les procédés à chaud et à froid ainsi que le chauffage électromagnétique permettent d'obtenir les effets susmentionnés, mais à un coût plus élevé que les moules ordinaires.
La figure 3 illustre l'effet de la ligne de soudure des moules à haute brillance, le côté gauche représentant les moules ordinaires et le côté droit les moules à haute brillance.
La température du moule a été portée à plus de 150℃ par des procédés à chaud et à froid, tandis que la température de conversion du matériau était d'environ 145℃.
Fig. 3 Comparaison des lignes de soudure
Deuxièmement, en cas de pression de fin de remplissage insuffisante
Si la pression de fin de remplissage est faible, l'augmentation de la pression de maintien peut améliorer la fusion entre les deux fronts de fusion. Cela garantit que le front d'écoulement du matériau ayant la température la plus élevée rencontre la paroi de la cavité, où ces zones reçoivent la pression de maintien maximale pour activer la propriété d'amincissement par cisaillement de la matière plastique.
Troisièmement, l'angle est trop petit
Ajustez l'épaisseur de la paroi du produit ou la position de la porte pour augmenter l'angle de confluence de la matière fondue.
Quatrièmement, pour les gaz piégés
L'injection de gaz d'échappement à l'extrémité de remplissage peut améliorer la fusion des extrémités avant des deux produits fondus. Cependant, il est important de s'assurer que la position de l'échappement est correcte, car un mauvais positionnement de l'échappement n'éliminera pas efficacement les gaz d'échappement.
Cinquièmement, le taux de remplissage est trop lent
Il est important d'utiliser la propriété d'amincissement par cisaillement du plastique. L'augmentation du taux de remplissage augmentera la température du front d'écoulement du matériau, renforcera l'effet d'amincissement par cisaillement et, en fin de compte, améliorera la résistance de la ligne de collage.
Lorsque la distance de remplissage est trop longue, il convient de noter que la distance de remplissage ne doit pas dépasser une certaine limite (L / T = longueur par rapport à l'épaisseur de la paroi, qui doit être inférieure à 250:1).
Si L / T dépasse 250:1, on considère généralement qu'il s'agit d'un moulage à parois minces. Dans ce cas, il est possible de réduire le rapport entre la longueur du flux et la longueur du moule, ou d'ajouter une nouvelle porte. Toutefois, cela peut conduire à un mauvais positionnement d'une nouvelle ligne de soudure.
5. Norme d'évaluation de la ligne de soudage
Dans Moldflow, une ligne de soudure est formée lorsque l'angle de polymérisation à chaud est inférieur à 135°, et aucune ligne de soudure n'est formée lorsque l'angle est supérieur à 135°.
Ce qui suit est un résumé de l'expérience partagée par une entreprise :
Une ligne de soudure est visible lorsque l'angle de confluence de la ligne de soudure est inférieur à 75°, mais elle n'est pas visible lorsque l'angle est supérieur à 75°, comme le montre la figure 4.
En outre, toutes les entreprises peuvent élaborer des normes industrielles adaptées à leurs propres produits en fonction de leurs exigences en matière d'apparence, de caractéristiques structurelles et de types de matériaux.
Fig. 4 Angle et profondeur de la ligne de soudure
Les conditions de formage déterminent la qualité de la ligne de soudage ou de fusion, et la résistance de la ligne de soudage est influencée par la température de formation et la pression appliquée au soudage avant que les pièces ne gèlent.
La pression pendant la formation de la ligne de soudure est nulle.
En règle générale, la température de fusion lors de la formation de la ligne de soudure est supérieure d'au moins 20°C à la température d'injection afin de produire une soudure de haute qualité.
6. Analyse de la résistance de la ligne de soudure
Si vous souhaitez évaluer l'impact de la résistance de la ligne de soudure sur structure du produit et prévoir le coefficient de réduction de la résistance de la surface de soudage, vous pouvez effectuer une analyse de la résistance de la ligne de soudage.
Avant de procéder à l'analyse, vous devez tester la résistance de la ligne de soudure du matériau.
En utilisant la propriété de résistance de la ligne de soudure, vous pouvez effectuer une analyse de la pression d'écoulement Moldflow, puis importer les résultats de la ligne de soudure dans ANSYS ou ABAQUS pour une analyse plus approfondie afin de prédire l'impact de la ligne de soudure sur la résistance de la structure du produit.
Des informations détaillées sur l'analyse de la résistance des lignes seront communiquées dans de futurs articles, il n'y aura donc pas d'introduction ici.
7. Résumé
La formation de lignes de soudure est étroitement liée à la structure, à la conception du moule, au processus et au matériau du produit.
Dans le cas de trous ou de portes multiples, il est difficile d'éviter la ligne de soudure, mais il est possible de l'atténuer grâce au processus de dilution.
Cependant, dans certains cas, un mode d'éclairage élevé est nécessaire pour éliminer complètement la ligne de soudure.
Il est important de comprendre l'impact des lignes de soudure sur la résistance structurelle du produit, et la résistance de la ligne de soudure peut être analysée et prédite.