Soudage des aciers trempés et revenus : Explication
Imaginez que vous essayiez de souder un matériau si solide qu'il résiste à l'usure, mais si délicat qu'une mauvaise technique pourrait entraîner une défaillance catastrophique. C'est le défi auquel est confronté le soudage des aciers trempés et revenus. Dans cet article, vous découvrirez les principales caractéristiques de ces matériaux, les méthodes de soudage spécifiques et les matériaux requis, ainsi que des conseils cruciaux pour les traitements avant et après le soudage. En comprenant ces principes, vous apprendrez à réaliser des soudures qui préservent la résistance et la durabilité remarquables de l'acier. Plongez dans cette expérience pour maîtriser les complexités du soudage des aciers trempés et revenus.
1. Soudage des aciers trempés et revenus à faible teneur en carbone et faiblement alliés
1. Caractéristiques de soudage des aciers trempés et revenus à faible teneur en carbone et à faible alliage
Les aciers à bas carbone faiblement alliés, trempés et revenus se caractérisent par une limite d'élasticité élevée (450-980MPa), une excellente ductilité, une grande ténacité et une résistance supérieure à l'usure et à la corrosion. Ces propriétés peuvent être adaptées grâce à des ajustements précis de la composition de l'alliage et à des processus de traitement thermique optimisés pour répondre aux exigences d'applications spécifiques.
La soudabilité de ces aciers est généralement supérieure à celle de leurs homologues à teneur moyenne en carbone, principalement en raison de leur faible teneur en équivalent carbone (EC), qui ne dépasse généralement pas 0,21%. Cette valeur CE plus faible contribue à réduire la susceptibilité à la fissuration induite par l'hydrogène et à améliorer la soudabilité globale. Cependant, le succès du soudage de ces aciers nécessite une compréhension approfondie de leurs caractéristiques de soudage uniques, le développement de procédures de soudage appropriées et le respect strict des protocoles établis.
Les principaux problèmes de soudage associés aux aciers trempés et revenus à faible teneur en carbone sont les suivants :
1. Sensibilité à la fissuration à froid : Malgré leur soudabilité améliorée, ces aciers restent sujets à la fissuration à froid induite par l'hydrogène, en particulier dans la zone affectée thermiquement (ZAT). Pour atténuer ce risque, il faut
Contrôle rigoureux des sources d'hydrogène pendant le soudage
Sélection de consommables à faible teneur en hydrogène
Mise en œuvre de régimes appropriés de préchauffage et de traitement thermique après soudage (PWHT)
Contrôle minutieux des taux de refroidissement
2. Réduction de la ténacité dans la ZHA à gros grains : l'apport élevé de chaleur pendant le soudage peut entraîner un grossissement des grains dans la ZHA, ce qui risque de compromettre la ténacité. Il est possible de remédier à ce problème en procédant comme suit
Utilisation de techniques de soudage à faible apport de chaleur (par exemple, GMAW pulsé, GTAW)
Mise en œuvre de stratégies de soudage multi-passages pour affiner la structure du grain
Optimisation du choix du métal d'apport pour favoriser la formation de ferrite aciculaire
3. Sensibilité à la fissuration à chaud : Bien qu'elles soient généralement moins sujettes à la fissuration à chaud en raison de leur faible teneur en carbone et en soufre et de leur rapport manganèse/soufre plus élevé, certaines compositions peuvent encore y être sujettes. Les mesures préventives comprennent :
Utilisation de paramètres de soudage à faible apport de chaleur
Contrôle de la forme du bain de soudure et des modes de solidification
Utilisation de métaux d'apport de composition appropriée pour minimiser la tendance à la fissuration à chaud.
Pour garantir la réussite des travaux de soudage, il est essentiel de.. :
Effectuer des évaluations approfondies de la soudabilité, y compris des diagrammes de Graville et des calculs d'équivalence en carbone.
Élaborer des spécifications complètes de procédures de soudage (WPS) adaptées à la nuance d'acier et à l'application spécifiques.
Mettre en œuvre des mesures robustes de contrôle de la qualité, y compris des essais non destructifs (END) et la vérification des propriétés mécaniques.
Envisager des technologies de soudage avancées telles que le soudage hybride laser-arc ou le soudage par friction-malaxage pour les applications particulièrement difficiles.
2. Sélection des méthodes de soudage pour les aciers trempés et revenus à faible teneur en carbone et faiblement alliés
Les techniques de soudage les plus couramment utilisées pour les aciers trempés et revenus à faible teneur en carbone sont le soudage à l'arc sous protection métallique (SMAW), le soudage à l'arc sous gaz métallique (GMAW), le soudage à l'arc submergé (SAW) et le soudage à l'arc sous gaz tungstène (GTAW, également connu sous le nom de soudage TIG). Chaque méthode offre des avantages distincts en fonction des exigences spécifiques de l'application.
Lors de l'utilisation de ces procédés de soudage à l'arc avec des paramètres de soudage standard, la vitesse de refroidissement du joint soudé est relativement rapide. Ce refroidissement accéléré se traduit par des propriétés mécaniques dans la zone affectée thermiquement (ZAT) des aciers trempés et revenus à faible teneur en carbone et faiblement alliés qui se rapprochent étroitement des propriétés mécaniques du métal de base à l'état trempé et revenu. Cette similarité des propriétés est cruciale pour le maintien de l'intégrité structurelle et des performances du composant soudé.
En raison de cette réponse métallurgique favorable, le traitement thermique post-soudage (PWHT) n'est généralement pas nécessaire pour ces aciers lorsqu'ils sont soudés à l'aide des méthodes susmentionnées. Cette élimination du PWHT peut conduire à des gains de temps et de coûts significatifs dans les processus de fabrication.
Pour les applications nécessitant un contrôle précis de l'apport de chaleur et de la géométrie du cordon de soudure, comme dans la fabrication d'appareils à pression, le procédé de soudage à l'arc submergé à double fil et à intervalle étroit s'est avéré très efficace. Cette technique avancée utilise des fils d'apport fins et maintient un apport de chaleur relativement faible, ce qui est particulièrement bénéfique pour préserver la microstructure soigneusement conçue des aciers trempés et revenus. L'apport de chaleur réduit minimise l'étendue de la ZHA et contribue à maintenir les propriétés mécaniques souhaitées tout au long du joint soudé.
Lors du choix d'une méthode de soudage pour ces aciers, il convient de prendre en compte les éléments suivants :
Epaisseur du matériau
Conception conjointe
Volume de production
Position de soudage
Accessibilité de l'articulation
Propriétés mécaniques souhaitées
Risque de distorsion
Facteurs économiques
3. Sélection des matériaux de soudage
Lors du soudage d'aciers trempés et revenus à faible teneur en carbone, la sélection de l'acier à faible teneur en carbone doit se faire en fonction de l'épaisseur de l'acier. matériaux de soudage suit généralement le principe de l'égalité de résistance et est similaire à la sélection pour les aciers laminés à chaud et normalisés. En raison de la susceptibilité accrue à la fissuration à froid des aciers trempés et revenus à faible teneur en carbone, un contrôle strict de l'hydrogène dans les matériaux de soudage est crucial.
L'électrode de soudage utilisée pour les aciers trempés et revenus à faible teneur en carbone doit être à faible teneur en hydrogène ou à très faible teneur en hydrogène. Avant le soudage, les électrodes doivent être séchées conformément aux conditions de séchage spécifiées par le fabricant ou aux spécifications de la procédure de soudage.
Les électrodes séchées doivent être immédiatement stockées dans un four de conservation des électrodes sec et à basse température afin d'en faciliter l'accès. Le tableau 5-11 donne des exemples d'électrodes de soudage pour les soudures à l'arc sous protection. arc métallique les fils d'apport pour le soudage à l'arc et les gaz de protection utilisés pour les aciers trempés et revenus à faible teneur en carbone.
Tableau 5-11 : Exemples de sélection de matériaux de soudage pour les aciers trempés et revenus à faible teneur en carbone
Méthode de soudage/Grade
Soudage à l'arc sous protection métallique (SMAW)
Soudage à l'arc submergé (SAW)
Soudage à l'arc sous gaz métallique (GMAW)
Soudage à l'arc sous protection métallique (SMAW)
14MnMoVN
J707 J857
H08Mn2MoA
H08Mn2NiMoVA
En liaison avec HJ350
H08Mn2NiMoA
En liaison avec HJ250
H08Mn2SiH08Mn2Mo
14MnMoNbB
J857
H08Mn2MoA
H08Mn2NiCrMoA
HJ350
H10Mn2MoA
H08Mn2Ni2CrMoA
En liaison avec HJ360HJ431
WCF-62
Nouveau 607CF
CHE62CF(L)
H08MnSiMo
Série Mn-Ni-Mo
4. Points clés du processus de soudage
(1) Préparation du soudage
La préparation du soudage comporte trois aspects : la préparation de la surface de travail, la préparation de la surface de travail et la préparation de la surface de travail. rainure de soudureLe traitement de séchage des matériaux de soudage et le préchauffage.
1) Préparation de la rainure de soudure
Une bonne conception des joints, un bon traitement des rainures, un bon assemblage et une bonne qualité de fabrication. qualité du soudage sont essentiels pour garantir l'excellente performance des aciers trempés et revenus à faible teneur en carbone et en alliage. Lors de la conception du joint, il convient de tenir compte de la commodité des opérations de soudage et des inspections après soudage.
Un mauvais positionnement des soudures peut entraîner des défauts tels que des changements brusques de la section transversale, une pénétration incomplète, un manque de fusion, une contre-dépouille et une saillie de la soudure, ainsi qu'une concentration des contraintes.
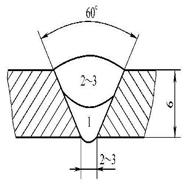
En règle générale, un joint en bout de ligne est plus approprié qu'un joint en bout de ligne. joint d'angle car ce dernier présente un facteur de concentration des contraintes plus élevé et un effet d'entaille important. En outre, les assemblages bout à bout sont plus pratiques pour les essais radiographiques ou ultrasoniques. Les rainures en forme de U ou de V sont préférables, et des rainures doubles en forme de V ou de U peuvent être utilisées pour réduire les contraintes de soudage.
Les rainures pour les aciers à faible teneur en carbone, faiblement alliés, trempés et revenus peuvent être découpées par coupe au gazIl n'est pas nécessaire de préchauffer la tôle avant de la découper, mais la couche durcie sur le bord de la coupe doit être éliminée par chauffage ou par traitement mécanique. Lorsque l'épaisseur de la plaque est inférieure à 100 mm, il n'est pas nécessaire de la préchauffer avant de la découper. Pour les tôles d'une épaisseur ≥ 100 mm, un préchauffage à 100-150 °C doit être effectué avant le découpage. Pour les aciers présentant des niveaux de sévérité plus élevés, il convient de procéder à une découpe mécanique ou à un traitement thermique. découpe à l'arc plasma est préférable.
2) Les matériaux de soudage doivent être séchés conformément aux exigences spécifiées.
3) Préchauffage
Afin de prévenir la fissuration à froid, un préchauffage est souvent nécessaire lors du soudage d'aciers trempés et revenus à faible teneur en carbone et à faible alliage. En général, un préchauffage relativement faible est nécessaire pour éviter les fissures à froid. température de préchauffage (≤200°C) est utilisée pour le soudage des aciers trempés et revenus à faible teneur en carbone et à faible alliage. Lorsque la température de préchauffage est trop élevée, elle n'est pas nécessaire pour prévenir la fissuration à froid et peut entraîner une fragilisation importante dans la zone affectée thermiquement. La température minimale de préchauffage et la température d'interpassage pour plusieurs aciers trempés et revenus à faible teneur en carbone et à faible alliage sont indiquées dans le tableau 5-12.
L'apport de chaleur lors du soudage n'affecte pas seulement les performances de la zone affectée thermiquement, mais aussi celles du métal soudé. Pour de nombreux métaux soudés, une structure de ferrite en forme d'aiguille est nécessaire pour obtenir une combinaison de résistance et de ténacité, et cette structure ne peut être obtenue que dans des conditions de refroidissement relativement rapides. Pour éviter un apport de chaleur excessif, il n'est pas recommandé d'utiliser des électrodes de soudage ou des fils d'apport de grand diamètre.
Dans la mesure du possible, il convient d'utiliser des cordons de soudure étroits à plusieurs passages plutôt que la technique d'oscillation, car cela permet non seulement d'améliorer la ténacité de la zone affectée thermiquement et du métal soudé, mais aussi de réduire les risques d'endommagement de l'acier et de l'acier. distorsion de soudage. Gougeage à l'arc au carbone peut être utilisé pour nettoyer la racine de la soudure, mais un contrôle strict de l'apport de chaleur est nécessaire. Après le gougeage à l'arc au carbone, la surface gougée doit être correctement meulée et nettoyée avant le soudage.
Après avoir soudé un joint bout à bout, il est nécessaire de meuler la hauteur excédentaire afin de garantir une hauteur suffisante. résistance à la fatigue du joint. Les joints d'angle ont tendance à concentrer les contraintes, ce qui réduit la résistance à la fatigue. Le meulage mécanique, la refusion TIG ou le martelage sont des méthodes qui permettent de réduire la résistance à la fatigue. peignage à la pointe de la soudure d'angle peut améliorer la résistance à la fatigue des joints d'angle, mais les techniques de meulage, de refonte ou de grenaillage appropriées doivent être sélectionnées.
(3) Traitement thermique après soudage
La plupart des alliages à faible teneur en carbone acier trempé et revenu Les composants soudés sont utilisés tels qu'ils ont été soudés, sauf si les conditions suivantes exigent un traitement thermique après soudage :
1) Ténacité insuffisante de l'acier après soudage ou travail à froid.
2) Un usinage de haute précision est nécessaire après le soudage, et la stabilité dimensionnelle de la structure doit être assurée.
3) Les structure soudée est soumis à une corrosion sous contrainte.
Lors du traitement thermique post-soudure de nombreux aciers trempés et revenus à faible teneur en carbone et à faible teneur en alliage par précipitation, des fissures de détente peuvent se produire dans la zone affectée thermiquement. Pour prévenir la formation de fissures de détente, des mesures telles que l'abaissement de la température de l'acier sont nécessaires. recuit Il convient de veiller à ce que la température de soudage ne soit pas trop élevée, à ce qu'un préchauffage approprié soit effectué ou à ce qu'un traitement thermique soit appliqué après le soudage.
2. Soudage des aciers trempés et revenus à teneur moyenne en carbone
1. Caractéristiques de soudage des aciers trempés et revenus à teneur moyenne en carbone
(1) Performance des aciers trempés et revenus à teneur moyenne en carbone
Les aciers trempés et revenus à teneur moyenne en carbone ont une teneur en carbone plus élevée. teneur en carbone (généralement compris entre wC=0,25% et 0,50%) et contiennent divers éléments d'alliage tels que Mn, Si, Cr, Ni, Mo, et B, V, Ti, Al, etc. pour assurer la trempabilité et empêcher la fragilité du revenu. Ces aciers présentent d'excellentes propriétés globales à l'état trempé et revenu, avec des limites d'élasticité allant de 880 à 1176 MPa.
Cependant, la trempabilité de ces aciers est relativement élevée, ce qui affecte les caractéristiques de soudage. 40Cr est un acier au chrome trempé et revenu très répandu, connu pour ses bonnes propriétés mécaniques et sa grande trempabilité. Il présente une résistance élevée à la fatigue et est couramment utilisé dans la fabrication de composants importants qui fonctionnent sous des charges alternées, tels que les engrenages et les arbres rencontrés pendant le soudage.
Les aciers 35CrMoA et 35CrMoVA appartiennent aux catégories suivantes Acier Cr-Mo qui sont des aciers à teneur moyenne en carbone, trempés et revenus, présentant une bonne résistance et une bonne ténacité. Ces aciers sont principalement utilisés dans la fabrication de roues de turbines à gaz, d'arbres principaux et de rotors de générateurs, entre autres.
(2) Caractéristiques de soudage des aciers trempés et revenus à teneur moyenne en carbone
Les aciers trempés et revenus à teneur moyenne en carbone ont des caractéristiques de soudage différentes de celles des aciers trempés et revenus à faible teneur en carbone et faible alliage. Après le soudage, la microstructure des aciers trempés et revenus à teneur moyenne en carbone est dure et cassante. martensite. Ils sont très sensibles à la fissuration à froid et, s'ils ne sont pas soumis à un traitement thermique après soudage, la performance de la zone affectée thermiquement peut ne pas répondre aux exigences du métal de base d'origine.
Par conséquent, ces aciers sont généralement soudés à l'état recuit, et un traitement de trempe et de revenu après soudage est nécessaire pour obtenir des joints soudés uniformément avec les performances souhaitées.
Cependant, dans certains cas, le soudage à l'état trempé et revenu est nécessaire, et la détérioration de la performance de la zone affectée thermiquement est alors difficile à résoudre. L'application des aciers trempés et revenus à teneur moyenne en carbone dans les structures soudées n'est pas aussi répandue que celle des aciers laminés à chaud et normalisés et des aciers trempés et revenus à faible teneur en carbone.
1) Fragilisation et ramollissement dans la zone affectée thermiquement
En raison de la teneur plus élevée en carbone et des multiples éléments d'alliage dans les aciers trempés et revenus à teneur moyenne en carbone, la température de départ (point Ms) pour la transformation de l'acier trempé et revenu en acier à teneur moyenne en carbone est plus élevée que celle de l'acier trempé et revenu. austénite à la martensite est relativement faible pendant le refroidissement rapide. Il en résulte la formation de martensite de haute dureté dans la zone affectée thermiquement, ce qui entraîne une fragilisation.
Si l'acier est soudé à l'état trempé et revenu sans traitement de revenu ultérieur, la zone affectée thermiquement est chauffée à une température supérieure à la température de revenu, ce qui donne une zone de ramollissement avec une température inférieure à la température de revenu. la résistance et la dureté par rapport au métal de base. Cette zone de ramollissement peut devenir une zone de faiblesse qui réduit la résistance du joint.
2) Fissures de soudage
Les aciers trempés et revenus à teneur moyenne en carbone sont très sensibles à la fissuration à chaud et à la fissuration à froid, et des mesures doivent être prises pour éliminer les facteurs qui y contribuent.
La zone affectée thermiquement des aciers trempés et revenus à teneur moyenne en carbone est sujette à la formation de martensite dure et cassante. Ils sont très sensibles à la fissuration à froid induite par l'hydrogène.
Pour éviter l'apparition de fissures à froid induites par l'hydrogène lors du soudage d'aciers trempés et revenus à teneur moyenne en carbone, il est important d'utiliser des matériaux et des procédés de soudage à faible teneur en hydrogène ou à teneur ultra-faible en hydrogène. Préchauffage avant soudage et un traitement thermique post-soudure opportun sont couramment utilisés pour prévenir la fissuration à froid.
En raison de la teneur élevée en carbone et en élément d'alliage dans les aciers trempés et revenus à teneur moyenne en carbone, il existe une large plage de températures entre le solidus et le liquidus pendant la solidification du bain de soudure.
Il en résulte une tendance significative à la formation de fissures de solidification. Pour éviter la formation de fissures de solidification, il est recommandé d'utiliser des matériaux de soudage à faible teneur en carbone, en soufre et en phosphore. En ce qui concerne la technique de soudage, il convient de veiller à remplir entièrement le cratère de l'arc.
2. Sélection des méthodes de soudage et des matériaux de soudage
Les méthodes de soudage couramment utilisées pour les aciers trempés et revenus à teneur moyenne en carbone sont le soudage à l'arc au gaz inerte de tungstène (TIG) ou à l'hélium, le soudage à l'arc gaz-métal (GMAW), le soudage à l'arc submergé (SAW), le soudage à l'arc sous protection métallique (SMAW) et le soudage par résistance. soudage par points.
Le soudage au gaz inerte de tungstène (TIG) ou à l'arc à l'hélium permet d'obtenir une faible teneur en hydrogène dans la soudure et convient au soudage de composants minces et très contraignants. Le GMAW peut utiliser des gaz de protection tels que le CO2, Ar+CO2 ou Ar+O2. Le GMAW produit des soudures à faible teneur en hydrogène, ce qui contribue à réduire le risque de fissuration à froid dans les aciers trempés et revenus à teneur moyenne en carbone.
Le procédé SAW est couramment utilisé pour les composants soumis à un traitement de revenu après soudage. Il est important de sélectionner la combinaison appropriée de fil et de flux, en utilisant des flux neutres ou légèrement basiques pour s'assurer que le métal soudé après traitement thermique présente une résistance, une ductilité et une ténacité satisfaisantes.
Actuellement, le SMAW est la méthode de soudage la plus utilisée pour les aciers trempés et revenus à teneur moyenne en carbone. Des électrodes à faible teneur en hydrogène ou à très faible teneur en hydrogène doivent être sélectionnées pour le soudage SMAW. Plusieurs électrodes recommandées sont énumérées dans le tableau 5-13.
1) Préparation des gorges : Les rainures de soudage pour les aciers trempés et revenus à teneur moyenne en carbone doivent être usinées à l'aide de méthodes mécaniques afin de garantir la précision de l'assemblage et d'éviter la formation d'une microstructure trempée causée par le découpage thermique. Avant le soudage, le métal de base et les matériaux de soudage doivent être soigneusement nettoyés.
2) Séchage des électrodes et du flux : les électrodes et le flux doivent être soigneusement séchés avant utilisation et des mesures doivent être prises pour éviter l'absorption d'humidité pendant le processus de séchage. processus de soudage.
3) Préchauffage : Afin de prévenir la fissuration à froid induite par l'hydrogène, à l'exception des coques à parois minces et d'autres composants soudés avec peu de contraintes et des structures simples, un préchauffage est généralement nécessaire lors du soudage d'aciers trempés et revenus à teneur moyenne en carbone. La température de préchauffage et la température d'interpassage peuvent être contrôlées entre 250 et 300°C.
(2) Détermination de l'apport de chaleur et de la technique de soudage
Il est recommandé d'utiliser des paramètres d'apport de chaleur plus faibles pour le soudage des aciers trempés et revenus à teneur moyenne en carbone. Un apport de chaleur élevé entraîne une zone affectée par la chaleur large et à gros grains, ce qui augmente la tendance à la fragilisation. Un apport de chaleur élevé augmente également le risque de fissuration à chaud dans la soudure et la zone affectée thermiquement. Pour les composants soudés à l'état trempé et revenu sans traitement de revenu ultérieur, un apport de chaleur élevé augmentera le degré d'adoucissement dans la zone affectée thermiquement.
(3) Traitement thermique après soudage
Pour éviter la fissuration à froid induite par l'hydrogène, le traitement thermique post-soudure doit être effectué en temps utile. S'il est difficile d'effectuer un traitement de revenu immédiat, un recuit intermédiaire ou un maintien à une température supérieure à la température de préchauffage peut être effectué pour éliminer l'hydrogène diffus et adoucir la zone affectée thermiquement. Le recuit intermédiaire permet également de réduire les tensions.
3. Exemple de soudage typique d'aciers de construction alliés courants
1. Exemple de soudage typique d'aciers laminés à chaud et normalisés
1) Une entreprise fabrique un échangeur de chaleur à absorption riche/léger, dont le matériau principal est le 16MnR. Le cordon de soudure longitudinal de l'enveloppe est un assemblage bout à bout avec une rainure asymétrique en forme de X. Le soudage à l'arc submergé est utilisé, et la procédure de soudage spécifique est indiquée dans le tableau 5-14. Le soudage à l'arc submergé est utilisé et la procédure de soudage spécifique est indiquée dans le tableau 5-14.
3) Pour le même équipement mentionné ci-dessus, le joint de soudure entre le grand collecteur et le collecteur interne est un joint d'angle. Le matériau est du 16MnR avec une épaisseur de 82,5 mm et 38 mm. Il nécessite une rainure en forme de K et entre dans la catégorie des matériaux d'épaisseur moyenne. soudage de plaques.
La température de préchauffage de la zone de soudage et de ses environs doit être de 100℃. La température de la couche intermédiaire pendant le processus de soudage doit être maintenue entre 100 et 250℃. Après le soudage, il doit être chauffé à 620℃ et maintenu pendant 2 heures pour le traitement de recuit de détente. Veuillez vous référer au tableau 5-16 pour les détails spécifiques du processus de soudage.
Tableau 5-16 : Carte de processus de soudage pour le joint d'angle à rainure en forme de K
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base Matériau
16MnR
16MnR
Épaisseur du matériau de base
82,5 mm
38mm
Position de soudage
Soudage à plat
Technique de soudage
Soudage droit, soudage par passes multiples
Température de préchauffage
100℃
Température entre les couches
≤100~250℃
Séquence de soudage
1
Vérifier les dimensions de la rainure et la qualité de la surface
2
Nettoyer la rainure et la zone environnante de l'huile et d'autres saletés.
3
Effectuer un soudage par points en utilisant le processus de soudage de la première couche à partir de l'extérieur, avec une longueur de 30 à 50 mm.
4
Souder les couches intérieures 1-6
5
Meuler la passe de racine par gougeage à l'arc au carbone depuis l'extérieur, suivi d'un meulage à la meule.
6
Souder les couches extérieures 7-16
7
Nettoyer le laitier et les éclaboussures après le soudage
8
Effectuer une inspection visuelle
9
Effectuer des essais non destructifs
10
Effectuer un traitement thermique après soudage
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
Remarques
1
SMAW
J507
1.0
DCEP
150~180
22~24
150~200
2~16
SMAW
J507
5.0
DCEP
180~210
22~24
160~220
4) Une usine de fabrication de machines chimiques produit un réservoir de stockage de chlore liquide. Le matériau principal est le 16MnDR d'une épaisseur de 22 mm. Le cordon de soudure sert à fermer le corps cylindrique, à l'aide d'une jonction bout à bout avec une rainure asymétrique en forme de X.
Le procédé de soudage implique une combinaison de soudage à l'arc sous protection métallique (SMAW) et de soudage à l'arc submergé (SAW). Après le soudage, un traitement thermique à 620℃ pendant 1 heure est nécessaire pour éliminer les tensions. Veuillez vous référer au tableau 5-17 pour les détails spécifiques du processus de soudage.
Tableau 5-17 : Carte de processus de soudage pour les joints bout à bout asymétriques en forme de X
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base Matériau
16MnDR
16MnDR
Épaisseur du matériau de base
22 mm
22 mm
Position de soudage
Soudage à plat
Technique de soudage
Passe de soudage droite
Température de préchauffage
Température ambiante
Température entre les couches
≤150℃
Traitement thermique post-soudure
620℃,1h
Séquence de soudage
1
Contrôle des dimensions et de la qualité de la surface des rainures, surface des rainures 100% contrôle par magnétoscopie (MT)
2
Nettoyer la rainure et la zone environnante de l'huile et d'autres saletés.
3
Effectuer un soudage par points en utilisant le processus de soudage de la première couche à partir de l'extérieur, avec une longueur de 30 à 50 mm.
4
Souder les couches intérieures 1-4
5
Meuler la passe de racine par gougeage à l'arc au carbone depuis l'extérieur, suivi d'un meulage à la meule.
6
Souder les couches extérieures 5-6
7
Nettoyer le laitier et les éclaboussures après le soudage
8
Effectuer une inspection visuelle
9
Effectuer des essais non destructifs
10
Effectuer un traitement thermique après soudage
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
Remarques
1
SMAW
J507GR
4.0
DCEP
140~170
22~24
150~200
2~4
SMAW
J507GR
5.0
DCEP
170~200
22~24
200~250
5~6
SAW
H10MN2 SJ101
4.0
DCEP
600~650
32~36
24~28m/h
5) Comme indiqué précédemment, pour la soudure entre la bride supérieure de la buse et le tuyau du réservoir de stockage de chlore liquide, il est nécessaire de réaliser une soudure bout à bout avec un soudage unilatéral et une formation bilatérale.
Le soudage au gaz inerte de tungstène (TIG) est utilisé pour le contre-scellage, et le soudage à l'arc sous protection métallique (SMAW) est utilisé pour le remplissage et le bouchage. La rainure est en forme de V sans bord émoussé. Après le soudage, un traitement de détente est effectué. Veuillez vous référer au tableau 5-18 pour les détails du processus de soudage.
Contrôle des dimensions et de la qualité de la surface des rainures, surface des rainures 100% contrôle par magnétoscopie (MT)
2
Nettoyer la rainure et la zone environnante de l'huile et d'autres saletés.
3
Effectuer un soudage par points en utilisant le processus de soudage de la première couche à partir de l'extérieur, avec une longueur de 5 à 10 mm.
4
Souder les couches intérieures 1-3
5
Effectuer une inspection visuelle
6
Effectuer des essais non destructifs
7
Effectuer un traitement thermique après soudage
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
Remarques
1
GTAW
H10MnSi
2.5
DCEN
80~120
10~12
50~80
2~3
SMAW
J507GR
4.0
DCEP
140~170
22~24
140~180
2. Exemple typique de soudage d'acier trempé et revenu à faible teneur en carbone et à faible alliage
Une entreprise fabrique les pieds mobiles d'une grue de voiture, avec le matériau HQ80C. Elle utilise un mélange de gaz de protection d'argon et un fil de soudure H08MnNi2MoA. Veuillez vous référer au tableau 5-19 pour les détails du processus de soudage.
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base Matériau
HQ80C
HQ80C
Épaisseur du matériau de base
16 mm
12 mm
Position de soudage
Soudage à plat
Technique de soudage
Passe de soudage droite
Température de préchauffage
100~125℃
Température entre les couches
100~125℃
Gaz de protectionDébit de gaz (L/min)
Ar+CO2(20%)
Gaz de protectionDébit de gaz (L/min)
10~15
Séquence de soudage
1
Vérifier les dimensions de la rainure et la qualité de la surface
2
Avant l'assemblage, effectuer un traitement par grenaillage afin d'éliminer la calamine, l'huile et les autres saletés de la surface de l'appareil. tôle d'acierLa région de la capitale nationale, du sillon et de la région environnante
3
Effectuer un soudage par points en utilisant le processus de soudage de la première couche pour le positionnement, avec une longueur de 30 à 50 mm.
4
Souder les 4 soudures d'angle intérieures, en nettoyant la racine depuis l'extérieur jusqu'à ce que la soudure d'angle intérieure soit exposée, puis souder les soudures d'angle extérieures.
5
Après le soudage, meuler les soudures et nettoyer les scories et les éclaboussures.
6
Effectuer une inspection visuelle
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
1
MAW
H08MnNi2MoA
l.2
DCEN
120~150
18~22
2~4
MAW
H08MnNi2MoA
1.2
DCEN
140~170
22-24
3. Exemple typique de soudage d'acier trempé et revenu à teneur moyenne en carbone
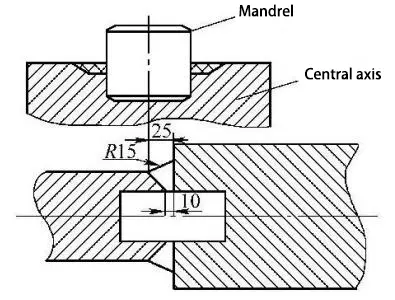
Réparation d'un arbre cassé dans un laminoir, en soudant le noyau de l'arbre à l'arbre intermédiaire. Le matériau est du 37SiMn2MoV (similaire au 42CrMo), et il est soudé à l'aide d'un procédé de soudage à l'arc sous protection métallique (SMAW). L'électrode de soudage utilisée est J607Ni. Veuillez vous référer aux détails du processus de soudage dans le tableau.
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base Matériau : 37SiMn2MoV (similaire à 42CrMo)
37SiMn2MoV
37SiMn2MoV
Position de soudage : Noyau de l'arbre à l'arbre intermédiaire
Soudage à plat
Technique de soudage : Soudage à l'arc sous protection métallique (SMAW)
Soudage à plat
Température de préchauffage : Selon les spécifications de la procédure de soudage
Température entre les couches : Selon les spécifications de la procédure de soudage
300℃, dans un rayon de 300 mm autour de la zone de soudage
Traitement thermique après soudage : Selon les spécifications de la procédure de soudage
300-400℃
Séquence de soudage
1
Contrôle des dimensions et de la qualité de la surface des rainures, surface des rainures 100% Contrôle par ressuage (PT)
2
Nettoyer la rainure et la zone environnante de l'huile et d'autres saletés.
3
Insérer le noyau de l'arbre dans l'arbre intermédiaire, puis le placer dans un four de type fosse pour le préchauffer.
4
Pendant le soudage, veiller à ce que l'épaisseur de chaque couche de métal déposé soit inférieure à 2 mm.
5
Effectuer une inspection visuelle
6
Effectuer un traitement d'élimination de l'hydrogène à 350℃~400℃ pendant 2 heures. Après un temps d'isolation suffisant, envelopper la zone située à moins de 300 mm de la soudure avec un matelas isolant
7
Après refroidissement, effectuer un contrôle par ressuage sur la soudure et le matériau de base environnant, sans aucun défaut à la surface. Après avoir passé l'inspection, traiter l'extrémité de l'arbre central, assembler et serrer après refroidissement. Appliquer un préchauffage uniforme à la zone située à moins de 300 mm de la soudure, en augmentant la température à 300℃. Les exigences de soudage restent les mêmes que celles mentionnées ci-dessus
8
Effectuer le traitement d'élimination de l'hydrogène en suivant la même procédure que précédemment
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pourquoi le soudage de l'acier trempé et revenu à faible teneur en carbone est-il si difficile ? Cet article explore les subtilités du sujet, de la gestion des fissures à froid à la prévention de la fragilisation dans la zone affectée thermiquement. Vous apprendrez les...
Comment le soudage de l'acier au carbone peut-il être à la fois une pratique courante et un défi complexe ? Ce guide explore le monde complexe du soudage de l'acier au carbone, couvrant les types d'acier au carbone, leurs...
Vous êtes-vous déjà demandé comment des machines complexes restaient connectées de manière transparente ? Cet article plonge dans le monde fascinant du soudage bout à bout, une méthode très efficace utilisée pour assembler les métaux. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment les carrosseries élégantes des voitures sont soudées de manière si transparente ? Cet article plonge dans l'univers des machines à souder par points, en expliquant leurs composants, leurs types et leurs applications dans tous les secteurs...
Pourquoi l'acier à faible teneur en carbone peut-il être soudé facilement alors que l'acier à forte teneur en carbone pose des problèmes ? Cet article explore la soudabilité des différents types d'acier au carbone, en soulignant l'impact des différentes teneurs en carbone sur...
Vous êtes-vous déjà demandé comment les réservoirs de carburant et les fûts d'huile sont soudés sans faille ? Le soudage des joints, une technique fascinante utilisant des électrodes à rouleaux, en est la clé. Dans cet article, vous découvrirez...
Pourquoi le soudage de l'acier au carbone est-il à la fois un art et une science ? Il est essentiel de comprendre la soudabilité des différents aciers au carbone, qu'ils soient à faible ou à forte teneur en carbone, pour garantir la solidité et la durabilité des assemblages. Cette...
Vous êtes-vous déjà demandé ce qui rend le soudage en acier inoxydable si résistant ? Dans cet article, nous allons explorer le monde fascinant des baguettes de soudure en acier inoxydable, en révélant comment leurs compositions et propriétés uniques...
Imaginez un monde où les métaux fusionnent de manière transparente à l'aide d'une simple étincelle. C'est l'essence même du soudage par points, une technique qui permet d'assembler des pièces métalliques avec précision et solidité. Dans ce...
Faites passer votre entreprise à la vitesse supérieure