Soudage de l'acier inoxydable et de l'acier résistant à la chaleur : Explications
Vous êtes-vous déjà demandé ce qui rend le soudage de l'acier inoxydable et de l'acier résistant à la chaleur si difficile ? Cet article analyse la complexité du soudage de ces matériaux, depuis les propriétés uniques des différents types d'acier inoxydable jusqu'aux meilleures pratiques pour obtenir des soudures solides et résistantes à la corrosion. À la fin de l'article, vous comprendrez les techniques essentielles pour éviter les problèmes courants tels que la fissuration et la fragilisation, afin de garantir la durabilité et la fiabilité de vos soudures.
L'acier inoxydable désigne un type d'acier dont la surface reste passivée par l'ajout d'éléments d'alliage tels que le chrome, ce qui lui permet de résister à la corrosion de l'atmosphère et de certains milieux, et de posséder une bonne stabilité chimique.
Lorsque la teneur en chrome de l'acier inoxydable dépasse 12%, un film d'oxyde dense peut rapidement se former à la surface, ce qui entraîne une augmentation significative du potentiel d'électrode de l'acier et de sa résistance à la corrosion dans les environnements oxydants.
Il existe plusieurs méthodes de classification de l'acier inoxydable. Selon le type de structure, on distingue l'acier inoxydable ferritique et l'acier inoxydable austénitique, acier inoxydable martensitiquel'acier inoxydable duplex et l'acier inoxydable durcissant par précipitation.
L'acier inoxydable austénitique est le type d'acier inoxydable le plus utilisé et le plus diversifié. Actuellement, l'acier inoxydable austénitique peut être grossièrement divisé en deux types : le type Cr18-Ni8, tel que 0Cr18Ni9, 00Cr19Ni10, 0Cr19Ni10NbN ; et le type Cr25-Ni20, tel que 0Cr25Ni20. Acier inoxydable ferritique est également largement utilisé, avec des types Cr13 et Cr17, tels que 0Cr13Al, 1Cr17, 00Cr18Mo2, principalement utilisés dans des environnements où les conditions de corrosion sont moins sévères.
L'acier inoxydable martensitique utilise principalement le type Cr13, tel que 0Cr13, 1Cr13, 2Cr13, 0Cr13Ni4Mo. L'acier inoxydable duplex est un acier inoxydable dont la microstructure à deux phases est composée de austénite et de la ferrite, les deux phases occupant une proportion significative, comme 0Cr26Ni5Mo2, 00Cr18Ni5Mo3Si2.
L'acier inoxydable à durcissement par précipitation est un type d'acier inoxydable qui incorpore des éléments de durcissement, individuellement ou en combinaison, afin d'obtenir une haute résistance mécanique, une haute ténacité et une bonne résistance à la corrosion grâce à un traitement thermique approprié.
1. Caractéristiques de soudage de l'acier inoxydable austénitique
Comparé à d'autres types d'acier inoxydable, le soudage de l'acier inoxydable austénitique est relativement facile. Les principaux problèmes qui peuvent survenir pendant le soudage sont les suivants : une grande sensibilité à la fissuration à chaud dans la soudure et la zone affectée thermiquement, la précipitation de carbures de chrome dans le joint entraînant une diminution de la résistance à la corrosion, et un potentiel de fragilisation à 475°C ou de fragilisation en phase sigma lorsque le joint contient une grande quantité de ferrite.
L'acier inoxydable austénitique est très sensible à la fissuration à chaud et il est possible que des fissures se forment à la fois dans la soudure et dans la zone affectée par la chaleur. Il s'agit le plus souvent de fissures de solidification dans la soudure, mais elles peuvent également se produire sous forme de fissures de liquéfaction dans la zone affectée par la chaleur ou entre plusieurs couches de métal soudé. Les fissures peuvent être classées comme des fissures de solidification, des fissures de liquéfaction ou des fissures de basse plasticité à haute température.
Pour prévenir la fissuration à chaud de l'acier inoxydable austénitique, les principales mesures sont les suivantes :
1) Mesures métallurgiques :
Contrôle strict des impuretés nocives dans le métal soudé. Plus la teneur en nickel de l'acier est élevée, plus il est important de contrôler les niveaux de soufre, de phosphore, de bore, de sélénium et d'autres éléments nocifs pour éviter la fissuration à chaud. Pour les soudures austénitiques monophasées, l'ajout de quantités appropriées de manganèse, de petites quantités de carbone et d'azote et la réduction de la teneur en silicium peuvent améliorer la résistance à la fissuration de la soudure.
Ajuster la composition chimique de la soudure. Création d'une structure duplex de austénite et la ferrite dans le métal soudé empêchent efficacement la formation de fissures dues à la chaleur. Par exemple, la présence d'une petite quantité de ferrite dans la microstructure d'une soudure en acier 18-8 améliore considérablement sa résistance aux fissures. Les éléments courants qui favorisent la formation de ferrite sont le chrome, le molybdène, le vanadium, etc.
Ces mesures métallurgiques consistent principalement à ajuster la composition chimique du minerai. matériel de soudage.
2) Mesures du processus :
Minimiser la surchauffe du bain de soudure pour éviter la formation de gros grains colonnaires. Il est donc conseillé d'utiliser un faible apport de chaleur et des soudures de petite section. Lors du soudage multipasse, la température interpasse ne doit pas être trop élevée pour éviter la surchauffe de la soudure. Pendant le processus de soudage, le baguette de soudure ne doit pas osciller, et des techniques de soudage étroites et rapides doivent être utilisées.
Plage de température de sensibilisation : L'acier inoxydable austénitique est le plus sensible à la corrosion intergranulaire lorsqu'il est chauffé à 400-800°C. Cette plage de température est connue sous le nom de plage de température de sensibilisation.
(2) Résistance à la corrosion des joints soudés :
Les joints soudés peuvent subir corrosion intergranulaireLa corrosion en cours d'utilisation, la corrosion en ligne de couteau et la corrosion sous contrainte.
Pour prévenir la corrosion intergranulaire dans les joints soudés, les mesures suivantes peuvent être prises :
1) Mesures métallurgiques :
Créer une structure duplex d'austénite et de ferrite dans le métal soudé, avec une fraction volumique de ferrite comprise entre 4% et 12%. Dans cette fourchette, le métal soudé présente non seulement une meilleure résistance à la corrosion intergranulaire et à la corrosion sous contrainte, mais aussi une meilleure résistance à la fissuration à chaud.
Introduire dans le métal soudé des éléments stabilisants qui ont une plus grande affinité avec le carbone qu'avec le chrome, tels que titanele niobium, le tantale et le zirconium.
Réduire au minimum la teneur en carbone du métal soudé pour éviter la corrosion intergranulaire. La teneur en carbone doit être réduite à un niveau inférieur à la limite de solubilité du le carbone dans l'acier inoxydable à la température ambiante, ce qui empêche le carbone de réagir avec le chrome et de former du Cr23C6, éliminant ainsi la zone appauvrie en chrome aux joints de grains. Lorsque la fraction massique de carbone dans le métal soudé est inférieure à 0,03%, le métal soudé présente une meilleure résistance à la corrosion intergranulaire.
Comme indiqué ci-dessus, pour obtenir les types et les quantités appropriés d'éléments d'alliage dans le métal soudé, il est nécessaire de commencer par le matériau de soudage et de sélectionner des électrodes, des flux et des fils de soudage qui répondent aux conditions métallurgiques susmentionnées. Ceci est essentiel pour atteindre l'objectif de prévention de la corrosion intergranulaire dans le métal soudé.
2) Mesures du processus :
Choisir une méthode de soudage appropriée qui minimise l'apport de chaleur et réduit la durée pendant laquelle le joint soudé reste dans la plage de température de sensibilisation. Pour les joints minces et de petite taille, il convient d'utiliser des techniques telles que le soudage par faisceau d'électrons, le soudage à l'arc plasma et le soudage au gaz inerte de tungstène (TIG) avec une énergie concentrée.
Pour les soudures de plaques d'épaisseur moyenne, l'utilisation du soudage au gaz inerte métallique (MIG) avec électrode fondante est appropriée. Pour les soudures de plaques épaisses, le soudage à l'arc submergé et le soudage à l'arc sous protection sont des méthodes couramment utilisées, tandis que le soudage au gaz n'est pas recommandé.
Lors de la détermination des paramètres de soudage, il est important de garantir la qualité de la soudure tout en utilisant un courant de soudage faible et la vitesse de soudage la plus rapide possible.
En choisissant la méthode de soudage appropriée et en optimisant la paramètres de soudageL'objectif est de minimiser le temps passé dans la plage de température de sensibilisation et de réduire le risque de corrosion intergranulaire dans le joint soudé tout en garantissant la qualité de la soudure.
En termes d'opérations, il est conseillé d'utiliser des cordons de soudure étroits et des passes multiples pour les soudures multicouches. Après chaque passe ou couche de soudure, il est important de laisser le joint soudé refroidir à température ambiante avant de passer à la passe ou à la couche suivante. Au cours de la processus de soudageLe matériau de soudage ne doit pas osciller dans le bain de fusion. Lors du soudage de tuyaux à l'aide de soudage à l'arc sous argon en tant que passe racine, il est possible d'effectuer un soudage par fusion sans ajouter de matériau d'apport.
Si les conditions le permettent, la purge de l'intérieur du tuyau avec de l'argon peut protéger le bain de fusion de l'oxydation, accélérer le refroidissement de la soudure et faciliter la formation de la contre-soudure. Pour les soudures exposées à des milieux corrosifs, il est préférable d'effectuer la soudure finale si les conditions le permettent, afin de minimiser le nombre de fois où la soudure est chauffée par le milieu corrosif.
Le refroidissement rapide de la zone affectée thermiquement est obtenu par refroidissement forcé. Pour les soudures ordinaires, si les conditions le permettent, on peut utiliser un support en cuivre pur et faire circuler de l'eau ou un gaz protecteur à travers le support en cuivre pour faciliter le refroidissement forcé. Cela permet d'éviter la corrosion intergranulaire dans le joint soudé.
En effet, à des températures de chauffage plus basses (inférieures à 400°C) ou à des durées de chauffage courtes, la diffusion du carbone et la formation de carbures de chrome sont moins favorisées, ce qui permet d'éviter la zone appauvrie en chrome.
Le processus de traitement en solution ou de stabilisation est mis en œuvre. Après le traitement de mise en solution, l'acier inoxydable austénitique présente la plus faible résistance à la corrosion. la résistance et la duretéet la meilleure résistance à la corrosion, ce qui est un moyen important de prévenir la corrosion intergranulaire.
L'acier inoxydable austénitique sensibilisé peut être encore éliminé par un traitement en solution. Le traitement de stabilisation est généralement chauffé à une température de 850-900℃ et maintenu pendant 2-4 heures. Le traitement de stabilisation peut également être utilisé pour éliminer les petites connaissances produites par le chauffage de sensibilisation.
Traitement de mise en solution et traitement de stabilisation : Le traitement de mise en solution est un processus dans lequel le joint soudé est chauffé à une température de 1050-1150℃, maintenu pendant un certain temps, puis rapidement refroidi dans une fourchette de 800-400℃.
Le traitement de stabilisation est un processus de traitement thermique conçu pour l'acier inoxydable austénitique contenant des stabilisants, généralement chauffé à 850-900℃ et maintenu pendant 2-4 heures.
2) Corrosion de la ligne de couteau.
La corrosion en ligne de couteau, également connue sous le nom de corrosion en bord de couteau ou simplement corrosion en bord de couteau, est une forme spécifique de corrosion intergranulaire qui se produit uniquement dans les joints soudés d'acier inoxydable austénitique contenant des éléments stabilisants tels que Ti et Nb. La corrosion se produit le long de la ligne de fusion dans la zone surchauffée de la soudure. Zone affectée thermiquement (HAZ). En raison de sa faible largeur (généralement 1,0-1,5 mm dans le soudage à l'arc), elle prend l'apparence d'une coupure faite par un couteau, d'où le nom de corrosion en ligne de couteau. Les mesures de prévention de la corrosion en ligne de couteau sont les suivantes :
Premièrement, réduire la teneur en carbone du matériau de base. Il s'agit d'une mesure efficace pour prévenir la corrosion en ligne de couteau, car les joints soudés en acier inoxydable austénitique à très faible teneur en carbone ne présentent pas de corrosion en ligne de couteau.
Deuxièmement, adopter un processus de soudage raisonnable. Tout en garantissant la qualité de la soudure, il est conseillé de choisir un apport de chaleur plus faible afin de réduire le temps de séjour de la zone surchauffée à haute température et d'éviter l'apparition d'une "sensibilisation à la température moyenne" pendant le processus de soudage.
Dans le cas d'un soudage double face, la soudure en contact avec le milieu corrosif doit être appliquée comme soudure finale si possible. Si ce n'est pas possible, les paramètres de soudage et la forme de la soudure doivent être ajustés pour minimiser la re-sensibilisation de la zone surchauffée en contact avec le milieu corrosif.
Les méthodes de refroidissement forcé peuvent être utilisées pendant ou après le soudage pour obtenir un refroidissement rapide du joint soudé. La correction après soudage peut être effectuée à l'aide de méthodes de correction à froid. Pour les joints soudés présentant des exigences élevées en matière de résistance à la corrosion, un traitement de stabilisation après soudage ou un traitement en solution peut s'avérer nécessaire.
3) Fissuration par corrosion sous contrainte.
La fissuration par corrosion sous contrainte est une forme de dommage qui se produit lorsqu'une contrainte de traction et un milieu corrosif spécifique agissent ensemble. Il s'agit d'un mode de défaillance par corrosion très sensible et fréquent dans l'acier inoxydable austénitique. Les accidents causés par la fissuration par corrosion sous contrainte représentent plus de 60% de toutes les défaillances liées à la corrosion.
L'acier inoxydable austénitique est susceptible de se déformer pendant le soudage en raison de sa mauvaise conductivité thermique, de son coefficient de dilatation linéaire élevé et de sa faible résistance à la corrosion. limite d'élasticité. Lorsque la déformation du soudage est limitée, une contrainte résiduelle importante subsiste inévitablement dans le joint soudé, ce qui accélère l'action du milieu corrosif.
Par conséquent, la fissuration par corrosion sous contrainte est fréquente dans les joints soudés en acier inoxydable austénitique. C'est l'un des problèmes les plus difficiles à résoudre dans le soudage de l'acier inoxydable austénitique, en particulier dans les équipements chimiques où la fissuration par corrosion sous contrainte est fréquente.
Les mesures visant à prévenir la fissuration par corrosion sous contrainte sont les suivantes :
Tout d'abord, la conception du joint de soudure de manière rationnelle afin d'éviter l'accumulation de produits corrosifs dans la zone du joint de soudure et de réduire ou d'éliminer la concentration de contraintes dans le joint de soudure.
Deuxièmement, l'élimination ou la réduction contrainte résiduelle dans le joint de soudure. Le traitement de détensionnement après soudage est une mesure couramment utilisée, une température de chauffage comprise entre 850 et 900℃ produisant l'effet de détensionnement le plus idéal.
Les méthodes mécaniques telles que le polissage de la surface, le grenaillage peignageLe martelage peut également être utilisé pour induire une contrainte de compression superficielle. Dans la conception structurelle, il convient d'utiliser autant que possible des joints bout à bout pour éviter les soudures transversales, et les rainures en forme de V simple peuvent être remplacées par des rainures en forme de Y double.
Troisièmement, choisir le bon matériau. Les matériaux peu sensibles à la corrosion fissurante doivent être choisis en fonction des caractéristiques du milieu. Cela concerne non seulement le matériau de base, mais aussi les consommables de soudage, car ils peuvent avoir une incidence considérable sur la résistance à la corrosion sous contrainte.
(3) Fragilisation des joints soudés
Il existe deux formes principales de fragilisation dans les joints soudés en acier inoxydable austénitique : la fragilisation à basse température et la fragilisation en phase σ.
1) Fragilisation à basse température du métal soudé :
Dans le cas des joints soudés en acier inoxydable austénitique, la résistance à la corrosion ou à l'oxydation n'est pas toujours la propriété la plus critique. Lorsqu'ils sont utilisés à basse température, la plasticité et la ténacité du métal soudé deviennent cruciales. Pour répondre aux exigences de ténacité à basse température, une seule microstructure austénitique est souhaitée dans le métal soudé, en évitant la présence de δ-ferrite. La présence de δ-ferrite dégrade toujours la ténacité à basse température.
2) fragilisation en phase σ des joints soudés :
La phase σ est un composé intermétallique fragile qui s'accumule principalement aux joints de grains des cristaux colonnaires. L'apparition de la fragilisation de la phase σ est liée au degré d'alliage de l'acier inoxydable austénitique. Pour les aciers inoxydables austénitiques contenant des éléments fortement alliés tels que le Cr et le Mo, la σ-phase peut facilement précipiter. Le Cr et le Mo ont un effet significatif sur la formation de la phase σ.
L'augmentation de la teneur en nickel, qui est un élément d'alliage dans l'acier inoxydable austénitique, peut supprimer efficacement la formation de la phase σ pendant le processus de soudage, empêchant ainsi la fragilisation des joints soudés. Il s'agit d'une mesure métallurgique efficace pour prévenir la fragilisation des joints soudés.
2. Caractéristiques de soudage de l'acier inoxydable duplex
L'acier inoxydable Duplex présente de bonnes soudabilitéL'utilisation de matériaux de soudage appropriés permet d'éviter les fissures à chaud et les fissures à froid. Les propriétés mécaniques du joint soudé peuvent généralement répondre aux exigences de performance de l'industrie automobile. structure soudée.
Le joint soudé présente également une bonne résistance à la corrosion fissurante sous contrainte, et sa résistance à la corrosion par piqûres et par crevasses est supérieure à celle de l'acier inoxydable austénitique, tandis que sa résistance à la corrosion intergranulaire est comparable à celle de l'acier inoxydable austénitique.
Cependant, la zone proche de la soudure du joint soudé est influencée par les éléments suivants chaleur de soudage ce qui entraîne inévitablement un grossissement des grains de ferrite dans la zone surchauffée, réduisant ainsi la résistance à la corrosion dans cette zone.
3. Procédés de soudage pour l'acier inoxydable austénitique et l'acier inoxydable duplex
L'acier inoxydable austénitique et l'acier inoxydable duplex peuvent être soudés à l'aide de diverses méthodes de soudage par fusion, telles que le soudage à l'arc sous protection métallique (SMAW), le soudage au gaz inerte de tungstène (TIG), le soudage à l'arc sous protection métallique (GMAW), le soudage à l'arc submergé (SAW) et le soudage à l'arc sous pression (SAW). soudage à l'arc plasma.
Le SMAW est la méthode de soudage la plus couramment utilisée, connue pour sa flexibilité et sa commodité. Pour améliorer la résistance à la fissuration à chaud, il est recommandé d'utiliser des électrodes à enrobage basique. Pour les soudures nécessitant une résistance élevée à la corrosion et un bon aspect de surface, il est préférable d'utiliser des électrodes ayant de bonnes performances de traitement, telles que les revêtements de type titane-calcium.
2) Soudage au gaz inerte de tungstène (TIG) :
Le soudage TIG est une méthode idéale pour le soudage de l'acier inoxydable austénitique et de l'acier inoxydable duplex, car il minimise la combustion des éléments d'alliage pendant le processus de soudage, ce qui permet d'obtenir une surface de soudage propre et exempte de scories, avec une bonne résistance à la corrosion. cordon de soudure formation. En outre, Soudage TIG a un apport de chaleur plus faible, ce qui le rend particulièrement adapté au soudage des aciers inoxydables austénitiques et duplex sensibles à la chaleur.
3) Soudage à l'arc submergé (SAW) :
Le soudage SAW est une méthode de soudage très efficace qui se caractérise par un apport de chaleur élevé, une grande taille du bain de soudure et des vitesses de refroidissement et de solidification plus lentes. Cette méthode augmente la susceptibilité à la fissuration à chaud. La méthode SAW présente une large gamme de taux de dilution dans le métal de base (10% à 75%), ce qui affecte de manière significative la composition du métal soudé, notamment en contrôlant la teneur en ferrite dans la microstructure de la soudure.
4) Soudage à l'arc plasma :
Le soudage à l'arc plasma est également une méthode de soudage par fusion avec protection par gaz inerte, utilisant un arc plasma à haute densité énergétique comme source de chaleur. Il offre des avantages tels qu'une énergie concentrée, une zone affectée par la chaleur réduite, une soudure rapide et un rendement élevé. vitesse de soudageLe soudage à l'arc plasma permet d'obtenir une grande efficacité dans l'utilisation de la chaleur et une zone affectée par la chaleur étroite. Dans des conditions sans vent, le soudage à l'arc plasma permet d'améliorer la résistance à la corrosion et la microstructure du joint soudé.
Le soudage à l'arc sous gaz métallique, tel que le soudage MIG, est également largement utilisé. LE SOUDAGE AU CO2 Le soudage sous protection gazeuse avec fil fourré est également utilisé pour le soudage de l'acier inoxydable. soudage de l'acier.
(2) Sélection des matériaux de soudage
Le principe de sélection des matériaux de soudage pour l'acier inoxydable austénitique est de choisir généralement des matériaux dont la composition chimique est similaire ou identique à celle du métal de base.
Cependant, il est également nécessaire de prendre en compte les propriétés mécaniques globales, la résistance à la corrosion, la résistance à la fissuration et la résistance aux hautes températures du joint soudé, en fonction des conditions d'utilisation spécifiques. Le tableau 5-21 donne des exemples de recommandations pour la sélection de divers matériaux de soudure. soudage de l'acier inoxydable les matériaux.
Tableau 5-21 : Exemples de matériaux de soudage recommandés pour l'acier inoxydable
Qualité de l'acier
Electrode de soudage pour le soudage à l'arc
Soudage à l'arc submergé
Soudage à l'arc sous argon
Modèle
grade
fil de soudure
flux
0Cr18Ni9
E308-16
A102
H0Cr21Ni10
HJ260
H0Cr21Ni10
0Cr18Nil0Ti1Cr18Ni9Ti
E347-16
A132
H0Cr21Ni10Ti
HJ260
H0Cr21Ni10Ti
0Cr17Nil2Mo2
E316-16E316-15
A202A207
H0Cr19Ni12Mo2
HJ260
H0Cr19Ni12Mo2
00Cr19Ni10
E308L-16
A002
H00Cr21Ni10
HJ260
H00Cr21Ni10
00Cr17Nil4Mo2
E316L-16
A022
(3) Points clés pour le soudage de l'acier inoxydable austénitique et de l'acier inoxydable duplex. Le procédé de soudage de l'acier inoxydable austénitique et de l'acier inoxydable duplex est le suivant :
1) Préparation de la soudure :
a) Découpe du matériau et préparation de la rainure : En raison de la teneur élevée en chrome de l'acier inoxydable austénitique et de l'acier inoxydable duplex, il est difficile de les découper à la flamme oxyacétylénique. Le découpage mécanique, le découpage à l'air et au carbone coupe à l'arcLe découpage du matériau et la préparation des rainures peuvent être réalisés par découpage à l'arc plasma ou par d'autres méthodes.
b) Nettoyage avant soudage : Pour assurer qualité du soudageEn cas de contamination par l'huile, la rainure et la surface située dans un rayon de 20 à 30 mm de part et d'autre de la rainure doivent être nettoyées à fond. En cas de contamination par l'huile, des solvants organiques tels que l'acétone ou l'alcool peuvent être utilisés pour le nettoyage. Pour les pièces soudées présentant des exigences élevées en matière de qualité de surface, une boue composée de poudre de craie blanche peut être appliquée dans une plage appropriée afin d'empêcher les éclaboussures d'endommager la surface de l'acier. Lors de la manipulation, de la préparation des rainures, de l'assemblage et du soudage de positionnement, il faut veiller à ne pas endommager la surface de l'acier, car cela peut réduire la résistance à la corrosion du produit. Les coups d'arc et l'utilisation d'outils tranchants pour rayer la surface de l'acier doivent être évités. tôle d'acier les surfaces au hasard ne sont pas autorisées.
Positionnement du soudage :
Lors du soudage de positionnement, le soudeur doit utiliser le même matériel de soudage et les mêmes spécifications que pour le processus de soudage réel. La hauteur de la soudure à l'intérieur de la rainure ne doit généralement pas dépasser les 2/3 de la profondeur de la rainure. Si des défauts tels que des fissures apparaissent dans la soudure de positionnement, celle-ci doit être retirée et soudée à nouveau.
Les matériaux de soudage doivent subir un traitement de séchage spécifique.
L'arc doit être déclenché à l'intérieur de la rainure et une seule passe de fusion doit être réalisée. L'arc doit être éteint pour remplir le cratère.
Lors du soudage de l'acier inoxydable, le courant de soudage doit être inférieur de 10% à 20% à celui de l'acier inoxydable. soudage de l'acier à faible teneur en carbone. Il convient d'utiliser un arc court, un soudage rapide et une trajectoire rectiligne. Simultanément, la température d'interpasse doit être contrôlée, généralement maintenue en dessous de 100°C. Pour éviter une température d'interpasse excessive, des mesures telles que le refroidissement à l'eau de la face arrière peuvent être mises en œuvre si nécessaire.
Pour le soudage multicouche et multipasse, après chaque passe, le laitier doit être enlevé et l'aspect doit être vérifié pour détecter tout défaut de surface avant de passer à la passe suivante. Les positions de départ et d'arrivée des couches adjacentes doivent être décalées.
Pour les soudures concentrées, des méthodes telles que le saut de soudure, le soudage symétrique segmenté ou le back-stepping peuvent être utilisées pour réduire les émissions de gaz à effet de serre. distorsion de soudage et la surchauffe.
Quand pénétration totale Si une soudure double face est nécessaire, la racine de la soudure doit être nettoyée. Si la soudure est faite sur deux faces, la racine de la soudure doit être nettoyée. arc au carbone gougeage à l'air est utilisé pour le nettoyage de la racine, il doit être meulé à l'aide d'une meule jusqu'à ce qu'il n'y ait plus de couches d'oxyde ou de carbure. Pour les aciers inoxydables à très faible teneur en carbone ou en cas d'exigences spécifiques, le nettoyage de la racine doit être effectué à l'aide d'une meule ou de méthodes mécaniques.
Les soudures en contact avec le milieu doivent être soudées en dernier pour éviter une diminution de la résistance à la corrosion de la soudure.
Les soudures en contact avec le milieu doivent être soudées en dernier pour éviter une diminution de la résistance à la corrosion de la soudure.
3) Traitement thermique après soudage :
En général, l'acier inoxydable austénitique et l'acier inoxydable duplex ne nécessitent pas de traitement thermique après soudage. Toutefois, si le joint soudé se fragilise ou s'il est nécessaire d'améliorer sa résistance à la corrosion, un traitement de mise en solution, un traitement de stabilisation ou un traitement de détente peuvent être choisis selon les besoins.
4) Nettoyage après soudage :
Les soudures en acier inoxydable doivent subir un traitement de décapage et de passivation. Le décapage vise à éliminer la couche d'oxyde à la surface de la soudure et dans la zone affectée thermiquement, tandis que la passivation vise à reformer une couche d'oxyde dense et incolore sur la surface décapée, ce qui lui confère une résistance à la corrosion.
4. Soudage de l'acier inoxydable ferritique
(1) Caractéristiques du soudage de l'acier inoxydable ferritique :
Actuellement, l'acier inoxydable ferritique peut être divisé en acier inoxydable ferritique ordinaire et en acier inoxydable ferritique ultra-pur. Les principaux problèmes liés au soudage de l'acier inoxydable ferritique sont la réduction de la plasticité et de la ténacité dans le joint de soudure, la fragilisation dans la zone affectée thermiquement et la corrosion intergranulaire dans le joint de soudure.
(2) Méthodes et matériaux de soudage pour l'acier inoxydable ferritique :
Le soudage de l'acier inoxydable ferritique doit utiliser des méthodes de soudage à faible apport de chaleur, telles que le soudage à l'arc sous protection métallique, le soudage au gaz soudage à l'arc en tungstèneou le soudage à l'arc plasma. La sélection des matériaux de soudage doit suivre le principe de l'adaptation à la composition du métal de base. Il est également possible d'utiliser des matériaux de soudage pour l'acier inoxydable austénitique, ce qui élimine la nécessité d'utiliser des matériaux de soudage pour l'acier inoxydable austénitique. préchauffage avant soudage et le traitement thermique après soudage.
(3) Points clés du processus de soudage :
Les points clés du soudage de l'acier inoxydable ferritique sont les suivants :
1) Préchauffage :
Température de préchauffage doit être de l'ordre de 100-200°C. L'objectif est d'améliorer la ténacité du matériau à souder et de réduire les tensions dans le joint de soudure. Lorsque la teneur en chrome de l'acier augmente, la température de préchauffage doit également être augmentée en conséquence.
2) Traitement thermique après soudage :
Après le soudage, la zone de jonction doit être recuite à une température de 750-800°C. Ce traitement permet la précipitation complète du carbone et de l'azote sursaturés, la reconstitution du chrome dans les zones appauvries en chrome, afin de restaurer sa résistance à la corrosion. Il améliore également la plasticité du joint soudé. Il est important de noter qu'un refroidissement rapide doit être appliqué après le traitement. recuit pour éviter la formation d'une fragilité à 475°C.
Les autres exigences du processus sont similaires à celles de l'acier inoxydable austénitique.
5. Soudage des aciers inoxydables martensitiques
(1) Caractéristiques du soudage de l'acier inoxydable martensitique :
L'acier inoxydable martensitique peut être divisé en acier inoxydable martensitique Cr13, en acier inoxydable martensitique à faible teneur en carbone et en acier inoxydable super martensitique. Les aciers inoxydables martensitiques courants ont tendance à se durcir pendant la trempe, et plus la teneur en carbone est élevée, plus la tendance au durcissement est importante. Par conséquent, les problèmes courants liés au soudage de l'acier inoxydable martensitique sont la fragilisation dans la zone affectée thermiquement et la fissuration à froid.
(2) Sélection des méthodes de soudage :
Méthodes de soudage courantes telles que le soudage à l'arc sous protection métallique, le soudage à l'arc au tungstène, l'utilisation d'électrodes consommables. soudage sous protection gazeuseLe soudage à l'arc sous protection et le soudage à l'arc plasma peuvent tous être utilisés pour souder l'acier inoxydable martensitique. Le soudage à l'arc sous protection est la méthode la plus couramment utilisée.
(3) Sélection des matériaux de soudage :
La soudabilité de l'acier inoxydable martensitique Cr13 est globalement médiocre. Par conséquent, outre l'utilisation de matériaux de soudage dont la composition chimique et les propriétés mécaniques sont similaires à celles du métal de base, des matériaux de soudage de type austénitique sont souvent utilisés pour les aciers inoxydables martensitiques à forte teneur en carbone afin d'améliorer la plasticité et la ténacité du joint de soudure et d'empêcher l'apparition de fissures de soudure. Les électrodes de soudage couramment utilisées sont indiquées dans le tableau 5-22.
Tableau 5-22 : Sélection des matériaux de soudage, préchauffage et traitement thermique après soudage pour l'acier inoxydable martensitique
Qualité de l'acier
Électrode de soudage
Fil de soudure
Température de préchauffage, température d'interpassage/°C
Température de traitement thermique après soudage/°C
Modèle
grade
noyau solide
noyau de flux
1Crl32Crl3
E410-16 E410-15
G202G207
H1Cr13H2Cr13
E410T
250~300
700~730 Revenu
E308-16 E308-15 E316-16 E316-15 E310-16 E310-15
A102 A107 A202 A207 A402 A407
Aucun traitement thermique n'est nécessaire (préchauffage jusqu'à 200°C pour les pièces épaisses et de grande taille).
Aucun traitement thermique n'est nécessaire
1Crl7Ni2
E130-16
G302
H0Cr24Ni13
200
750~800Tempering
E430-15
G307
E309-16
A302
Aucun traitement thermique n'est nécessaire
Aucun traitement thermique n'est nécessaire
E309-15
A307
E310-16
A402
E310-15
A407
(4) Points clés du processus de soudage :
Les points clés du soudage de l'acier inoxydable martensitique sont les suivants :
1) Préchauffage et traitement thermique après soudage :
La température de préchauffage est généralement comprise entre 100 et 350 °C et augmente avec la teneur en carbone. Pour les joints soudés à forte teneur en carbone ou à forte contrainte, les mesures nécessaires de traitement thermique post-soudage doivent être prises avant le traitement thermique afin d'éviter l'apparition de fissures induites par l'hydrogène. Par exemple, lors du soudage de pièces à faible teneur en acier allié avec de l'acier inoxydable austénitique, il convient d'appliquer les techniques de soudage appropriées. Voir le tableau 5-22 pour plus de détails.
2) Traitement thermique après soudage :
Le traitement thermique après soudage pour l'acier inoxydable martensitique comprend le revenu et le recuit complet. Pour obtenir la dureté la plus faible, par exemple en vue d'un usinage ultérieur après le soudage, le recuit complet peut être utilisé avec une température de recuit comprise entre 830 et 880 °C, un maintien pendant 2 heures, suivi d'un refroidissement dans le four à 595 °C, puis d'un refroidissement à l'air.
La température de revenu est généralement comprise entre 650 et 750 °C, et le temps de maintien est déterminé sur la base de 2,4 min/mm, avec un temps de maintien minimum d'une heure, suivi d'un refroidissement à l'air. Voir le tableau 5-22 pour des exemples.
1. Une usine de machines chimiques produit un réservoir de mesure de phénol de bois.
Le matériau principal est l'acier inoxydable austénitique 0Cr18Ni9 d'une épaisseur de 8 mm. Les joints longitudinaux et circonférentiels du corps de la bouteille sont soudés à l'arc sous protection avec des joints bout à bout et des bords biseautés en forme de V avec des coins arrondis. Le processus de soudage est décrit dans le tableau 5-23.
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base
0Cr18Ni9
0Cr18Ni9
Épaisseur du matériau de base
8 mm
8 mm
Position de soudage
Position à plat
Technique de soudage
Perle droite
Température de préchauffage
Température ambiante
Température d'intercirculation
≤100℃
Séquence de soudage
1
Vérifier les dimensions et la qualité de la surface du biseau.
2
Nettoyez le biseau et la zone environnante de toute huile ou saleté. Appliquer une couche de poudre de craie blanche sur les deux côtés du biseau.
3
Effectuer le soudage initial par points à partir du côté extérieur, sur une longueur de 30 à 50 mm.
4
Souder les couches intérieures 1-3.
5
Après le gougeage à l'arc au carbone et le meulage de la racine à partir du côté extérieur, utilisez une meule pour la lisser.
6
Souder la couche extérieure.
7
Nettoyer les éclaboussures après le soudage.
8
Inspecter l'apparence.
9
Effectuer les essais non destructifs nécessaires.
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
Remarques
1
SMAW
A102
3.2
DCEP
80~110
22~24
90~130
2~4
SMAW
A102
4.0
DCEP
130~160
22~24
130~170
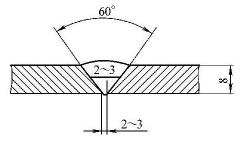
2. Pour la soudure bout à bout de la buse du même produit, on utilise le soudage au gaz inerte de tungstène (TIG). Il s'agit d'un procédé de soudage unilatéral avec formation bilatérale. Le processus de soudage est décrit dans le tableau 5-24.
Tableau 5-24 : Carte de processus de soudage pour le joint de soudage à l'arc sous gaz inerte en tungstène 0Crl8Ni9
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base
0Cr18Ni9
0Cr18Ni9
Épaisseur du matériau de base
3,5 mm
3,5 mm
Position de soudage
Soudure à plat
Technique de soudage
Cordon de soudure droit
Température de préchauffage
Température ambiante
Température d'intercirculation
≤100℃
Diamètre de l'électrode de tungstène
Φ2.5mm
Diamètre de la buse
Φ16mm
Séquence de soudage
1
Vérifier les dimensions de la rainure et la qualité de la surface.
2
Enlever l'huile et la saleté de la rainure et de son environnement.
3
Effectuer un soudage par points avec la première couche de soudage depuis l'extérieur, avec une longueur de 10 à 15 mm.
4
Souder la première et la deuxième couche sur le côté extérieur.
5
Effectuer un contrôle visuel.
6
Effectuer des essais non destructifs.
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
Remarques
1~2
GTAW
H0Cr21Nil0
Φ2.5
DCEN
80~110
10~12
50~80
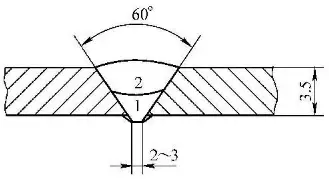
3. Une certaine société fabrique un réservoir de mélange de vapeur avec un matériau de 00Cr17Ni14Mo2. Le joint soudé nécessite une structure entièrement pénétrée. Le procédé de soudage consiste à utiliser le soudage à l'arc sous gaz inerte de tungstène pour sceller le fond, et le soudage à l'arc par électrode pour le remplissage et le recouvrement. Il s'agit d'un processus de soudage d'un seul côté et de formage des deux côtés. Pour plus de détails, veuillez vous référer à la documentation fournie.
Tableau 5-25 : Carte de processus de soudage pour le joint bout à bout 00Cr17Ni14Mo2
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base
00Cr17Ni14Mo2
00Cr17Ni14Mo2
Épaisseur du matériau de base
8 mm
8 mm
Position de soudage
Soudure à plat
Technique de soudage
Cordon de soudure droit
Température de préchauffage
Température ambiante
Température d'intercirculation
≤150℃
Diamètre de l'électrode de tungstène
Φ2.5mm
Gaz protecteur
Ar
Diamètre de la buse
Φ16mm
Débit de gaz (L/min)
8~10
Séquence de soudage
1
Vérifier les dimensions de la rainure et la qualité de la surface.
2
Enlever l'huile et la saleté de la rainure et de son environnement. Badigeonner les deux côtés de la rainure d'une pâte de craie blanche sur une distance de 100 mm.
3
Effectuer un soudage par points avec la première couche du processus de soudage depuis l'extérieur, avec une longueur de 5 à 15 mm.
4
Souder la première à la troisième couche.
5
Nettoyer les scories et les éclaboussures après le soudage.
6
Effectuer un contrôle visuel.
7
Effectuer des essais non destructifs.
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
1
GTAW
H00Crl9Nil2Mo2
Φ2.5
DCEN
80~110
10~12
50~80
2
SMAW
A022
Φ3.2
DCEP
80~110
21~23
90~130
3
SMAW
A022
Φ4.0
DCEP
130~160
22~24
130~170
4. Une usine de fabrication d'équipements chimiques produit une tour de régénération sous pression avec un matériau 0Cr18Ni9. Le procédé de soudage utilisé est le soudage à l'arc submergé.
Carte de processus de soudage pour les joints
Nombre
Diagramme de jointure
Matériau de base
0Cr18Ni9
0Cr18Ni9
Épaisseur du matériau de base
14 mm
14 mm
Position de soudage
Soudure à plat
Technique de soudage
Cordon de soudure droit
Température de préchauffage
Température ambiante
Température d'intercirculation
≤150℃
Séquence de soudage
1
Vérifier les dimensions de la rainure et la qualité de la surface.
2
Enlever l'huile et la saleté de la rainure et de son environnement. Appliquer de la pâte de craie blanche des deux côtés de la rainure.
3
Effectuer un soudage par points avec le procédé de soudage à l'arc à l'électrode en utilisant le même produit de l'extérieur, avec une longueur de 30 à 50 mm.
4
Souder la première et la deuxième couche sur le côté intérieur.
5
Enlever l'excès de racine à l'aide de gougeage à l'arc au carbone de l'extérieur, et meuler à l'aide d'une meule.
6
Souder la troisième couche sur le côté extérieur.
7
Nettoyer le laitier après le soudage.
8
Effectuer un contrôle visuel.
9
Effectuer des essais non destructifs.
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
1
SAW
H0Cr21Nil0 SJ601
Φ4.0
DCEP
450~500
31~36
24~28
2~3
SAW
H0Cr21Ni10 SJ601
Φ4.0
DCEP
130~160
31~36
24~28
2. Soudage de l'acier résistant à la chaleur
L'acier résistant à la chaleur est un alliage à base de fer qui présente une excellente résistance thermique, une résistance à l'oxydation et une résistance à la corrosion dans des environnements à haute température.
Les aciers réfractaires peuvent être classés en aciers réfractaires faiblement alliés, moyennement alliés et fortement alliés en fonction de la fraction massique des éléments d'alliage. Les aciers réfractaires dont la fraction massique totale d'éléments d'alliage est inférieure à 5% sont appelés aciers réfractaires faiblement alliés, qui comprennent les aciers réfractaires ferritiques et les aciers réfractaires bainitiques.
Les aciers résistants à la chaleur dont la fraction massique totale d'éléments d'alliage se situe entre 6% et 12% sont appelés aciers résistants à la chaleur moyennement alliés. Les aciers alliés dont la fraction massique totale d'éléments d'alliage est supérieure à 13% sont classés comme aciers résistants à la chaleur fortement alliés.
Les aciers résistants à la chaleur sont largement utilisés dans les centrales thermiques conventionnelles, les centrales nucléaires, les équipements de raffinage du pétrole, les unités d'hydrocraquage, les conteneurs de produits chimiques synthétiques, les instruments aérospatiaux et d'autres équipements de traitement à haute température. Parmi eux, les aciers résistants à la chaleur faiblement alliés sont particulièrement courants.
1. Exigences de base concernant les performances de soudage des assemblages en acier résistant à la chaleur
Les exigences de base concernant les performances de soudage des joints en acier résistant à la chaleur dépendent des conditions de fonctionnement de l'équipement, du processus de fabrication et de la complexité de la structure soudée.
Afin d'assurer le fonctionnement sûr à long terme de la structure soudée en acier thermorésistant sous haute température, haute pression et divers milieux complexes, la performance des joints soudés doit répondre aux exigences suivantes :
(1) Résistance et ductilité équivalentes du joint : les joints soudés en acier résistant à la chaleur doivent non seulement présenter une résistance à température ambiante et à court terme similaire à celle du métal de base, mais aussi une résistance à long terme comparable à des températures élevées.
(2) Résistance à l'hydrogène et à l'oxydation du joint : les joints soudés en acier résistant à la chaleur doivent avoir une résistance à l'hydrogène et une résistance à l'oxydation à haute température similaires à celles du métal de base. Pour ce faire, la fraction massique des éléments d'alliage dans le métal soudé doit être similaire à celle du métal de base.
(3) Stabilité de la microstructure du joint : Les joints soudés en acier résistant à la chaleur, en particulier les joints à paroi épaisse, subissent des traitements thermiques prolongés et répétés au cours du processus de fabrication. En cours de fonctionnement, ils sont soumis à des conditions de température et de pression élevées à long terme. Pour garantir la stabilité des performances du joint, la microstructure de chaque zone du joint ne doit pas subir de changements significatifs susceptibles d'entraîner une fragilisation ou un ramollissement.
(4) Résistance à la rupture fragile : Bien que les structures soudées en acier résistant à la chaleur fonctionnent à des températures élevées, pour les appareils à pression et les pipelines, l'inspection finale est généralement effectuée à température ambiante à l'aide d'un test de pression hydraulique ou pneumatique à 1,5 fois la pression de service. Avant la mise en service ou après la maintenance, les équipements sous pression à haute température sont soumis à un processus de démarrage à froid. Par conséquent, les joints soudés en acier résistant à la chaleur doivent présenter une certaine résistance à la rupture fragile.
(5) Homogénéité physique des joints en acier faiblement allié résistant à la chaleur : Les joints soudés en acier faiblement allié résistant à la chaleur doivent avoir des propriétés physiques essentiellement identiques à celles du métal de base. Le coefficient de dilatation thermique et la conductivité thermique du matériau du joint déterminent directement la contrainte thermique sur le joint pendant le fonctionnement à haute température. Une contrainte thermique excessive peut avoir un effet néfaste sur la durée de vie du joint.
2. Soudage des aciers thermorésistants moyennement et faiblement alliés
(1) Caractéristiques du soudage des aciers réfractaires moyennement et faiblement alliés : Les aciers résistants à la chaleur moyennement et faiblement alliés sont un type d'acier allié composé principalement d'éléments d'alliage Cr-Mo.
Leur procédé de soudage présente les caractéristiques suivantes :
Premièrement, ces aciers ont des degrés de trempabilité variables en fonction de leur teneur en alliages, et le métal soudé et la zone affectée thermiquement peuvent former des microstructures sensibles à la fissuration à froid.
Deuxièmement, la plupart des aciers résistants à la chaleur contiennent des éléments tels que Cr, Mo, V, Nb et Ti, qui forment des carbures puissants, ce qui les rend plus ou moins sensibles à la fissuration par échauffement (également connue sous le nom de fissuration par détente) dans la zone affectée par la chaleur.
Enfin, certains joints soudés en acier résistant à la chaleur peuvent présenter une fragilité de revenu lorsque la teneur totale en éléments résiduels nocifs dépasse la limite autorisée.
1) Durcissement et sensibilité à la fissuration à froid des aciers trempables :
La trempabilité des aciers trempables dépend de leur teneur en carbone, des éléments d'alliage et de leurs quantités respectives. Les principaux éléments d'alliage des aciers faiblement alliés résistants à la chaleur, tels que le chrome et le molybdène, augmentent considérablement la trempabilité de l'acier.
Si la vitesse de refroidissement pendant le soudage est trop rapide, des microstructures sensibles telles que les martensite et la bainite supérieure, qui sont sujettes à la fissuration à froid, peuvent se former dans la soudure et la zone affectée thermiquement. Plus la teneur en chrome est élevée et plus la vitesse de refroidissement est rapide, plus la dureté maximale du joint est élevée, ce qui entraîne une augmentation significative de la sensibilité à la fissuration à froid.
2) Tendance à la fissuration par réchauffage (élimination de la fissuration sous contrainte) :
La fissuration par réchauffage des joints soudés en acier faiblement allié résistant à la chaleur dépend principalement des caractéristiques et de la teneur en éléments formant du carbure dans l'acier, ainsi que de l'apport de chaleur pour le soudage.
Pour éviter la formation de fissures de réchauffage, les mesures métallurgiques et de processus suivantes peuvent être prises :
Contrôler strictement la composition de l'alliage dans le matériau de base et le matériau de soudage qui exacerbe la fissuration par échauffement. La teneur en éléments d'alliage tels que V, Ti et Nb doivent être contrôlés dans la fourchette la plus basse possible tout en garantissant la résistance thermique de l'acier.
Choisir des matériaux d'apport de soudage dont la plasticité à haute température est supérieure à celle du matériau de base.
Augmenter correctement la température de préchauffage et la température d'interpassage.
Adopter des méthodes et des procédés de soudage à faible apport de chaleur pour réduire la largeur de la zone surchauffée du joint de soudure et limiter la croissance du grain.
Choisir les spécifications de traitement thermique appropriées pour minimiser le temps d'isolation dans la plage de température sensible.
Concevoir la forme de l'articulation de manière raisonnable afin de réduire la contrainte de l'articulation.
3) Fragilité de la trempe :
Le phénomène de fragilisation progressive qui se produit dans l'acier au chrome-molybdène et ses joints soudés au cours d'un fonctionnement à long terme dans la plage de température de 370 à 565°C est appelé fragilité de revenu.
Cette fragilisation est attribuée à la ségrégation par diffusion d'éléments traces tels que P, As, Sb et Sn le long des joints de grains dans l'acier. Pour réduire la tendance à la fragilisation par le revenu dans le métal soudé de Acier Cr-MoLa mesure la plus efficace consiste à réduire la teneur en O, Si et P dans le métal soudé.
4) Ramollissement dans la zone affectée par la chaleur :
Après trempé et revenu est soudé, il y a un problème de ramollissement dans la zone affectée thermiquement du joint de soudure. Le degré d'adoucissement de l'acier résistant à la chaleur faiblement allié est lié à la microstructure du matériau de base avant le soudage, à la vitesse de refroidissement du soudage et au traitement thermique après le soudage.
1) Sélection des méthodes de soudage :
Actuellement, les méthodes de soudage suivantes sont largement utilisées dans la production de structures soudées en acier résistant à la chaleur : soudage à l'arc sous protection métallique, soudage sous gaz inerte de tungstène, soudage à l'arc submergé, soudage sous protection gazeuse par électrode consommable et soudage sous laitier électrolytique.
Le soudage à l'arc sous protection métallique, en raison de sa maniabilité, de sa flexibilité et de sa capacité à effectuer des soudures dans toutes les positions, est largement utilisé pour le soudage des structures en acier résistant à la chaleur faiblement allié. Diverses électrodes en acier faiblement allié et résistant à la chaleur ont été incluses dans les normes nationales.
Pour garantir la ténacité du métal soudé et réduire la tendance à la fissuration, la plupart des aciers résistants à la chaleur faiblement alliés sont soudés à l'aide d'électrodes basiques à faible teneur en hydrogène.
Toutefois, pour les tôles minces en acier résistant à la chaleur à faible teneur en alliage, des électrodes acides à forte teneur en cellulose ou en oxyde de titane peuvent également être utilisées pour améliorer l'adaptabilité du processus.
Le soudage à l'arc submergé, en raison de son efficacité de dépôt élevée et de sa bonne qualité de soudure, a été largement utilisé dans le soudage des cuves sous pression, des pipelines, des machines lourdes, des structures en acier, des grandes pièces moulées et des rotors de turbines à vapeur.
Il existe actuellement des fils de soudage et des flux compatibles avec divers aciers résistants à la chaleur, y compris des fils de haute pureté et des flux frittés pour les récipients spéciaux à parois épaisses qui doivent résister à la fragilité de la trempe.
Le soudage au gaz inerte de tungstène (TIG) se caractérise par une faible teneur en hydrogène, une grande adaptabilité du procédé et la possibilité de réaliser un soudage d'un seul côté avec un formage des deux côtés. Il est principalement utilisé pour le soudage à la racine de tuyaux en acier thermorésistant faiblement allié ou pour le soudage de tubes à paroi mince de petit diamètre.
Le soudage à l'arc sous gaz métallique (GMAW) est une méthode de soudage efficace, de haute qualité et rentable. Il existe actuellement des variétés et des spécifications complètes de fils solides en acier faiblement allié résistant à la chaleur qui répondent aux exigences de la norme.
Le soudage sous protection gazeuse avec fil fourré offre une efficacité de dépôt supérieure à celle du soudage sous protection gazeuse avec fil plein. Il présente également une excellente opérabilité, un minimum de projections et produit des cordons de soudure esthétiques.
2) Sélection des matériaux de soudage :
Le principe de sélection des matériaux de soudage pour l'acier faiblement allié résistant à la chaleur consiste à s'assurer que la composition de l'alliage et les performances de résistance du métal soudé sont généralement compatibles avec le matériau de base. Si le composant soudé nécessite un recuit, une normalisation ou un formage à chaud après le soudage, il convient de choisir des matériaux de soudage ayant une composition d'alliage et un niveau de résistance plus élevés.
Pour améliorer la résistance à la fissuration du métal soudé, la teneur en carbone du matériau de soudage est généralement contrôlée de manière à être inférieure à la teneur en carbone du métal soudé. la teneur en carbone des le matériau de base. Le tableau 5-27 donne quelques exemples de sélection de matériaux de soudage pour les aciers faiblement alliés résistants à la chaleur.
Tableau 5-27 : Exemples de soudage Sélection des matériaux pour les aciers faiblement alliés résistants à la chaleur
Pour les soudures générales en acier thermorésistant faiblement allié, diverses méthodes de découpe thermique peuvent être utilisées pour la préparation du matériau et le biseautage. Afin d'éviter les fissures sur le bord des tôles épaisses lors de la découpe thermique, les mesures suivantes doivent être prises :
a) Pour les aciers 2,25Cr-Mo, 3Cr-1Mo et les tôles d'acier 1,25Cr-0,5Mo d'une épaisseur supérieure à 15 mm, l'arête située dans un rayon de 200 mm doit être préchauffée à une température supérieure à 150°C avant la découpe thermique. L'arête de découpe thermique doit être usinée et inspectée par magnétoscopie pour détecter les fissures superficielles.
b) Pour les tôles en acier 1,25Cr-0,5Mo de moins de 15 mm et les tôles en acier 0,5Mo de plus de 15 mm, le préchauffage à une température supérieure à 100°C doit être effectué avant le découpage thermique. L'arête de coupe thermique doit être usinée et contrôlée par magnétoscopie afin de déceler d'éventuelles fissures superficielles.
c) Pour les tôles d'acier 0,5Mo de moins de 15 mm, le préchauffage n'est pas nécessaire avant la découpe thermique. Il est préférable d'usiner l'arête de coupe thermique.
L'arête de coupe thermique ou la surface du biseau doit être soigneusement nettoyée du laitier de coupe thermique et de l'écaille d'oxyde avant le soudage. Les entailles sur la surface coupée doivent être lissées à l'aide d'une meule, et toute tache d'huile ou saleté sur les arêtes usinées ou les surfaces biseautées doit être enlevée avant le soudage. Pour les soudures nécessitant une qualité élevée, il est recommandé de nettoyer la surface du biseau avec de l'acétone avant le soudage.
Les matériaux de soudage doivent subir un prétraitement approprié avant d'être utilisés. Pour le soudage à l'arc submergé, le rouille superficielle l'huile préventive doit être complètement éliminée du fil de soudure.
La surface du fil de soudure cuivré doit également être soigneusement débarrassée de la poussière et de la saleté. Les électrodes de soudage pour le soudage à l'arc sous protection et le flux pour le soudage à l'arc submergé, en plus d'être correctement stockés, doivent être séchés conformément aux spécifications de la procédure de soudage avant d'être utilisés.
En général, la température de séchage des électrodes acides est de 150 à 200 °C, avec un temps de maintien de 1 à 2 heures. La température de séchage des électrodes alcalines est de 350-400°C, avec un temps de maintien de 1-2 heures. La température de séchage du flux de soudage à l'arc submergé est de 400-450°C, avec un temps de maintien de 2-3 heures, tandis que pour le flux aggloméré, la température de séchage est de 300-350°C, avec un temps de maintien de 2-3 heures.
Le préchauffage est l'une des mesures efficaces pour prévenir la fissuration à froid et la fissuration de réchauffage dans les joints soudés en acier thermorésistant faiblement allié. La température de préchauffage est principalement déterminée en fonction de l'équivalent carbone de l'acier, de la contrainte du joint et de la teneur en hydrogène du métal soudé. Pour les aciers faiblement alliés résistants à la chaleur, une température de préchauffage plus élevée n'est pas nécessairement meilleure. La température de préchauffage se situe généralement entre 100 et 150°C.
Pour les grands composants soudés, il convient de veiller tout particulièrement à ce que la largeur de la zone de préchauffage soit supérieure à 4 fois l'épaisseur de la paroi soudée, et au moins égale à 150 mm. Les surfaces intérieures et extérieures de la zone de préchauffage doivent atteindre la température de préchauffage spécifiée.
Toutefois, lors du soudage de grandes pièces, si un préchauffage à la flamme est utilisé et qu'un traitement thermique post-soudage est nécessaire, le risque de fissuration du joint est plus élevé entre la fin du soudage et le chargement du four.
Pour éviter la fissuration de l'élément soudé avant le traitement thermique post-soudure, une mesure simple et fiable consiste à soumettre le joint à un traitement thermique post-soudure à basse température pendant 2 à 3 heures. La température du traitement thermique post-soudure dépend de la nuance et de l'épaisseur de l'acier et se situe généralement entre 250 et 300°C.
Pour les soudures d'acier faiblement allié résistant à la chaleur, les traitements post-soudure suivants peuvent être effectués en fonction des exigences de l'acier et de la performance du joint :
Pour les soudures d'acier faiblement allié résistant à la chaleur, les traitements post-soudure suivants peuvent être effectués en fonction des exigences de l'acier et de la performance du joint :
a) Aucun traitement thermique post-soudure n'est nécessaire.
b) Revenu ou traitement thermique de détente dans une fourchette de température comprise entre 580 et 760 °C.
c) Traitement normalisant.
Pour les aciers résistants à la chaleur faiblement alliés, l'objectif du traitement thermique post-soudure n'est pas seulement d'éliminer la corrosion, mais aussi d'améliorer la qualité de l'acier. contrainte résiduelle de soudage mais aussi d'améliorer la structure métallique et les propriétés mécaniques globales du joint. Il s'agit notamment de réduire la dureté de la soudure et de la zone affectée thermiquement, d'améliorer la résistance au fluage à haute température et la stabilité structurelle du joint, etc.
(3) Procédé de soudage pour l'acier moyennement allié résistant à la chaleur
Lors du soudage d'un acier moyennement allié résistant à la chaleur, il convient de prêter attention aux aspects suivants :
1) Sélection des méthodes de soudage.
Les aciers moyennement alliés résistants à la chaleur ont une tendance plus élevée au durcissement et à la fissuration. Lors de la sélection des méthodes de soudage, la priorité doit être donnée aux méthodes de soudage à faible teneur en hydrogène, telles que le soudage au gaz inerte de tungstène (TIG) et le soudage à l'arc sous protection d'une électrode consommable. Lors du soudage de joints à parois épaisses, si l'on opte pour le soudage à l'arc sous protection métallique (SMAW) ou le soudage à l'arc submergé (SAW), il convient d'utiliser des électrodes et des flux alcalins à faible teneur en hydrogène.
2) Sélection des matériaux de soudage.
Pour les aciers moyennement alliés résistants à la chaleur, les matériaux de soudage austénitiques à haute teneur en chrome et en nickel, également connus sous le nom de "matériaux de soudage austénitiques à haute teneur en chrome". soudage dissemblable Il est également possible d'utiliser des matériaux de soudage dont la composition de l'alliage est similaire à celle du métal de base. La sélection des matériaux de soudage pour l'acier moyennement allié résistant à la chaleur n'est pas encore totalement normalisée en Chine. Des exemples de sélection de matériaux de soudage sont présentés dans le tableau 5-28.
Tableau 5-28 : Exemples de sélection de matériaux de soudage pour l'acier moyennement allié résistant à la chaleur
Matériaux de soudage.
Nuances d'acier applicables.
Matériaux de soudage.
Nuances d'acier applicables.
Désignation internationale/numéro de la norme internationale.
Grade
Grade international
Grade
E5MoV-15, E801Y-B6(AWS)
R507
1Cr5Mo, A213-T5
E9Mo-15
R707
A213-T7 A213-T9
–
R517A
10Cr5MoWVTiB
E901Y-B9(AWS)
R717
10Cr9Mo1VNb
3) Points clés du processus de soudage.
Avant le découpage thermique d'un acier moyennement allié résistant à la chaleur, l'arête de coupe sur une largeur de 200 mm doit être préchauffée à une température supérieure à 150°C. La surface coupée doit être inspectée à l'aide d'un test de particules magnétiques (MT) afin de détecter la présence de fissures.
Après l'usinage du chanfrein de soudure, la couche durcie par découpage thermique sur la surface du chanfrein doit être soigneusement enlevée, et un test de dureté de la surface peut être nécessaire pour l'identifier.
Le préchauffage est une mesure efficace pour prévenir la fissuration, réduire la dureté et améliorer la ténacité pendant le soudage de l'acier moyennement allié résistant à la chaleur. La température générale de préchauffage est de 200-250°C.
Le traitement thermique post-soudage des aciers moyennement alliés résistants à la chaleur a pour but d'améliorer la microstructure du métal soudé et de la zone affectée thermiquement, de transformer la martensite trempée en martensite revenue, de réduire la dureté des différentes zones du joint, d'améliorer sa ténacité, sa capacité de déformation et sa résistance à l'endurance à haute température, et d'éliminer les contraintes internes.
Les traitements thermiques post-soudure les plus courants pour les soudures en acier moyennement résistant à la chaleur sont le recuit complet, le revenu à haute température ou le revenu et le recuit isotherme.
3. Soudage d'acier hautement allié résistant à la chaleur.
(1) Caractéristiques du soudage des aciers thermorésistants fortement alliés. Les aciers thermorésistants fortement alliés peuvent être classés en quatre types en fonction de leur microstructure : austénitique, ferritique, martensitique et à durcissement par dispersion. L'acier austénitique résistant à la chaleur présente des caractéristiques de soudage similaires à celles de l'acier inoxydable austénitique.
L'acier ferritique résistant à la chaleur présente une plasticité et une ténacité réduites sous l'effet du cycle thermique du soudage. Pour améliorer sa soudabilité, il convient de réduire la teneur en carbone (C), en azote (N) et en oxygène (O), et d'ajouter des quantités appropriées d'éléments formant de la ferrite. L'acier martensitique résistant à la chaleur présente une mauvaise soudabilité.
(2) Procédé de soudage pour l'acier thermorésistant fortement allié. L'acier austénitique résistant à la chaleur présente une bonne soudabilité et son procédé de soudage est essentiellement le même que celui de l'acier inoxydable austénitique.
L'acier ferritique résistant à la chaleur peut être soudé à l'arc sous protection métallique (SMAW), sous protection gazeuse, à l'arc submergé (SAW), à l'arc plasma, etc. L'utilisation de matériaux de soudage homogènes, en particulier avec une contrainte élevée, est susceptible de provoquer des fissures. Pour prévenir les fissures et améliorer la ductilité du joint, certaines mesures peuvent être prises. Le préchauffage est recommandé, avec des températures de préchauffage comprises entre 100 et 150°C.
Pour les aciers à plus forte teneur en chrome, la température de préchauffage peut atteindre 200 à 300°C. En outre, il convient d'utiliser un apport de chaleur plus faible pour le soudage, en minimisant le mouvement latéral de l'électrode et en contrôlant la température d'interpassage à l'intérieur de la plage de température de préchauffage. Le traitement de recuit après soudage peut être appliqué en conséquence.
Pour l'acier martensitique résistant à la chaleur, des méthodes de soudage telles que le soudage à l'arc sous protection métallique (SMAW) et le soudage sous protection gazeuse peuvent être utilisées. Le principal objectif du soudage est d'éviter la formation de fissures à froid.
Des mesures telles que le préchauffage avant le soudage, le traitement thermique après le soudage et le revenu à haute température immédiat après le soudage peuvent être prises. La température générale de préchauffage est comprise entre 200 et 320°C. Les matériaux de soudage à faible teneur en hydrogène sont recommandés, et le traitement thermique après soudage comprend le revenu et le recuit complet.
3. Exemples de soudage d'aciers thermorésistants courants
1. Le matériau principal du corps du réchauffeur de vapeur d'alimentation, fabriqué par une certaine usine, est une plaque d'acier 15CrMoR avec une épaisseur de 34mm. La soudure du joint est faite par soudage à l'arc submergé, avec rainure en forme de X, préchauffage à 150℃ avant le soudage, et traitement thermique post-soudage à 300-350℃ pendant 2 heures. Le processus de soudage est indiqué dans le tableau 5-29.
Vérifier les dimensions et la qualité de la surface de la rainure. Effectuer un contrôle par magnétoscopie (MT).
2
Nettoyer la rainure et la zone environnante de toute contamination par l'huile ou d'autres salissures. Préchauffer à 150℃ la zone située dans un rayon de 150 mm de part et d'autre de la rainure.
3
Utilisez l'électrode de soudage du même produit pour effectuer une soudure positionnelle depuis l'extérieur, avec une longueur de 30 à 50 mm.
4
Souder les couches internes 1-3 de l'intérieur.
5
Enlever l'excédent de renforcement de la soudure à l'aide d'un gougeage à l'arc au carbone, puis le poncer à l'aide d'une meule.
6
Souder les couches extérieures 4-9.
7
Effectuer immédiatement un traitement d'élimination de l'hydrogène.
8
Nettoyer la soudure de tout laitier et de toute éclaboussure.
9
Effectuer un contrôle visuel.
10
Effectuer des essais non destructifs.
11
Effectuer un traitement thermique de soulagement du stress.
Paramètres des spécifications de soudage
Adopté
Méthode de soudage
Grade du matériau de soudage
Spécification du matériau de soudage
Types de courant et polarité
Courant de soudage (Ampère)
Tension d'arc (Volt)
Vitesse de soudage (mm/par passe)
Remarques
1
SAW
H08CrMoA
SJ101
4.0
DCEP
500~550
32~36
24~28
2~9
SAW
H08CrMoA
SJ101
4.0
DCEP
500~650
32~36
24~28
2. Pour la soudure bout à bout entre la bride de grand diamètre et le raccord de tuyau, le processus de soudage implique une combinaison de soudage au gaz inerte de tungstène (TIG) et de soudage à l'arc en métal blindé (SMAW), avec soudage d'un seul côté et formation d'un double côté. Un préchauffage à 150℃ est effectué, suivi d'un recuit de détente après le soudage. Le processus de soudage est détaillé dans le tableau 5-30.
Carte de processus de soudage pour les joints
Nombre
Schéma simplifié de l'articulation
Matériau de base Matériau
15CrMo
15CrMo
Épaisseur du matériau de base
7mm
7mm
Position de soudage
Soudage à plat
Technique de soudage
Cordon de soudure droit, soudage multipasse
Température de préchauffage
150℃
Température d'intercirculation
150~250℃
Traitement post-chauffe
300~350℃,2h
Traitement thermique post-soudure
620℃,1h
Diamètre de l'électrode en tungstène
Φ2.5mm
Gaz protecteur
Ar
Diamètre de la buse
Φl6mm
Débit de gaz
Face avant : 8~10 L/min
Face arrière : 8~10 L/min
Séquence de soudage
1
Vérifier les dimensions et la qualité de la surface de la rainure, effectuer un contrôle par magnétoscopie (MT).
2
Nettoyer la rainure et la zone environnante de toute contamination par l'huile ou d'autres salissures. Préchauffer à 150℃ la zone située dans un rayon de 150 mm de part et d'autre de la rainure.
3
Utilisez la technique de soudage de la première couche pour effectuer une soudure positionnelle depuis l'extérieur, d'une longueur de 10 à 20 mm.
4
Souder les couches internes 1-3 de l'intérieur.
5
Nettoyer la soudure de tout laitier et de toute éclaboussure.
6
Effectuer immédiatement un traitement d'élimination de l'hydrogène.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Vous êtes-vous déjà demandé comment souder efficacement différents types d'acier inoxydable ? Cet article se penche sur les méthodes de soudage spécialisées pour l'acier inoxydable martensitique et duplex, en détaillant les défis...
Le soudage de l'acier inoxydable exige de la précision pour éviter les défauts tels que la fissuration et la corrosion. Connaissez-vous les étapes essentielles pour garantir une soudure parfaite ? Cet article présente huit précautions essentielles,...
Vous êtes-vous déjà demandé ce qui rend le soudage en acier inoxydable si résistant ? Dans cet article, nous allons explorer le monde fascinant des baguettes de soudure en acier inoxydable, en révélant comment leurs compositions et propriétés uniques...
Comment le soudage des réservoirs en acier inoxydable peut-il être plus efficace et plus précis ? Le procédé de soudage à l'arc sous argon double face révolutionne l'industrie en réduisant les projections, en minimisant les déformations et en améliorant la qualité de la soudure....
Pour être sûr, il peut être soudé, ce qui appartient au soudage d'aciers dissemblables. L'électrode en acier inoxydable doit être sélectionnée en fonction du matériau de l'acier inoxydable, et l'acier inoxydable...
Vous êtes-vous déjà demandé comment sélectionner les bons matériaux de soudage pour l'acier inoxydable ? Cet article se penche sur les complexités du soudage des différents types d'acier inoxydable, en soulignant les éléments clés à prendre en compte...
Avez-vous déjà eu des difficultés à souder de l'acier inoxydable et souhaité disposer d'un guide pratique pour résoudre les problèmes les plus courants ? Cet article couvre les FAQ essentielles pour le soudage de l'acier inoxydable, y compris les techniques...
Vous êtes-vous déjà demandé pourquoi le soudage de l'acier inoxydable est considéré à la fois comme un art et comme une science ? Ce guide dévoile les complexités du soudage de l'acier inoxydable, couvrant l'ensemble du processus de...
Faites passer votre entreprise à la vitesse supérieure