Les projections de soudure : Causes et méthodes de contrôle efficaces
Vous êtes-vous déjà demandé pourquoi le soudage donne parfois lieu à des éclaboussures gênantes ? Ces minuscules gouttelettes de métal en fusion peuvent gâcher votre travail et poser des problèmes de sécurité. Dans cet article, nous explorons les causes des projections de soudure et partageons des méthodes pratiques pour les contrôler. Vous découvrirez des facteurs communs tels que la qualité de l'électrode, les paramètres de soudage et la propreté de la surface. À la fin de l'article, vous disposerez de conseils pratiques pour minimiser les projections et garantir des opérations de soudage plus fluides et plus sûres. Plongez dans ce cours pour améliorer vos compétences en soudage et vos résultats.
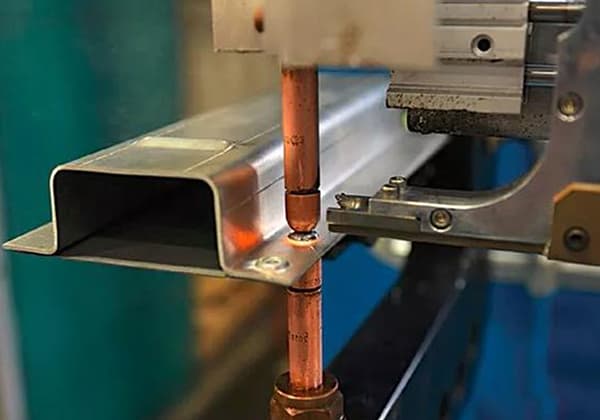
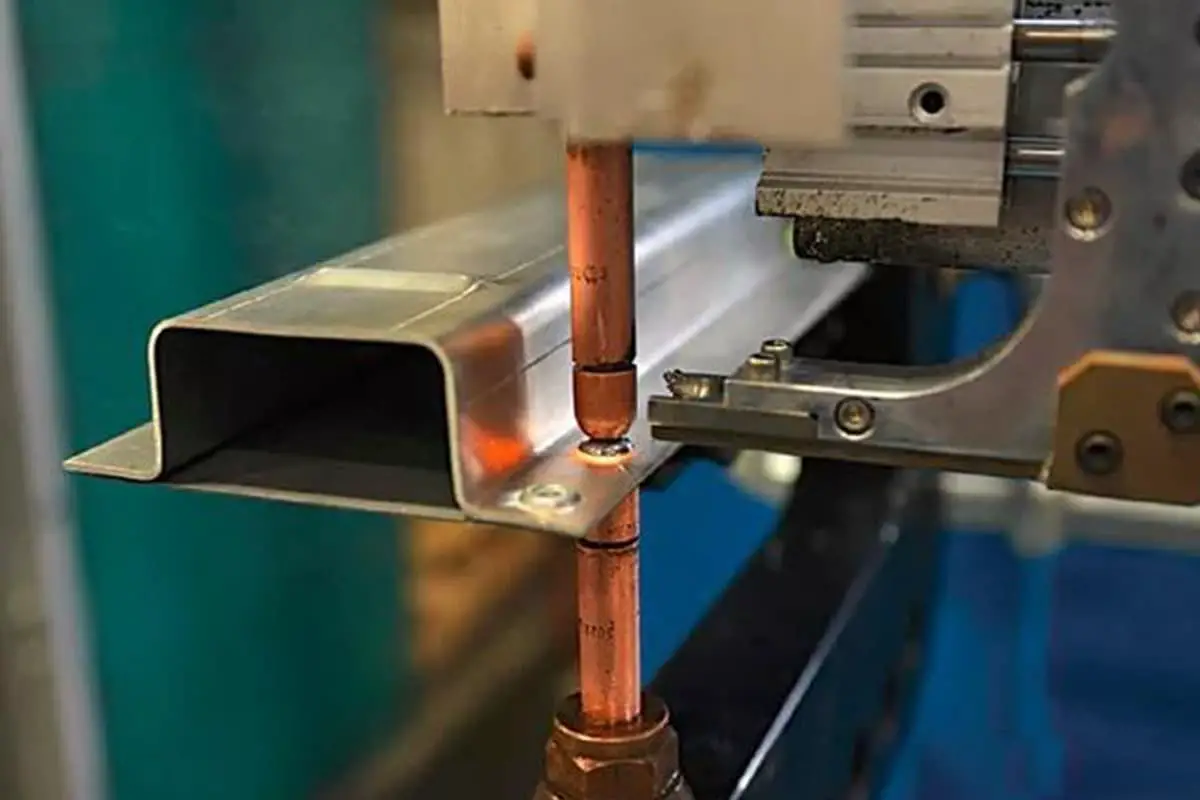
Avez-vous déjà réfléchi à la question suivante ? Au cours de nos opérations de soudage, alors que l'arc électrique clignote et que les étincelles de soudage sont brillantes, nous, les opérateurs, sommes constamment brûlés. Quelle peut être la cause de ce phénomène ?
1. Le principe du soudage par résistance par points
Le soudage est un processus qui utilise la chaleur, la pression ou les deux, avec ou sans matériau d'apport, pour réaliser une liaison atomique entre deux surfaces métalliques séparées, formant ainsi une connexion permanente.
L'essence du soudage :
La raison pour laquelle les solides tels que les métaux peuvent conserver une forme fixe est que la distance (réseau) entre leurs atomes internes est très faible et qu'ils forment de fortes forces de liaison entre les atomes.
À moins qu'une force extérieure suffisante ne soit appliquée pour rompre ces liaisons entre les atomes, un métal solide ne se déformera pas et ne se séparera pas en deux morceaux.
Pour relier deux composants métalliques distincts, d'un point de vue physique, il est nécessaire de rapprocher les atomes de la surface de connexion de ces deux composants jusqu'à la distance entre les réseaux métalliques.
Soudage par résistance est une méthode qui consiste à utiliser le courant électrique pour chauffer et faire fondre ou plastifier les objets à souder en les serrant entre des électrodes et en faisant passer le courant à travers la surface de contact et les zones environnantes de l'objet à souder.
Principe de base du soudage par résistance :
La chaleur générée pendant le soudage et les facteurs affectant la production de chaleur, la quantité de chaleur générée pendant le soudage par points est déterminée par la loi de Joule selon la formule suivante :
Chaleur totale : Q = I2RT
Q - chaleur générée (joules),
I - courant de soudage (ampère),
R - résistance de l'électrode (ohm),
T - temps de soudage (secondes).
Où R = 2Rpièces + Rcontacts + 2Récepteurs (comme le montre la figure 1).
Figure 1 Distribution de la résistance pendant le soudage par points.
Figure 2 Relation entre la résistance de contact et la température
La chaleur générée par la résistance de contact Rcontacts + 2Rélectrodes représente environ 10% de la chaleur totale, tandis que la chaleur générée par la résistance interne 2Rpièces de la joint soudé représente environ 90% de la chaleur totale. La température la plus élevée se situe toujours au centre de la zone de soudage, là où la chaleur est la plus élevée. zone de fusion est formé.
Rcontacts sont nuisibles au soudage et sont la cause principale des éclaboussures et des brûlures au point de soudure. Pendant le soudage, le métal sur la surface de contact atteint le point de fusion. température de soudage d'abord.
Au fur et à mesure que la température augmente, la résistance de contact disparaît et la chaleur de résistance de la plaque elle-même continue d'agir, formant un point de soudure uniformément réparti de part et d'autre de la surface de contact.
Rélectrodes sont nuisibles au soudage car ils surchauffent la plaque et réduisent la durée de vie de l'électrode, voire brûlent l'électrode et la surface de la plaque.
Dans le cas du soudage par points, il est impossible que toute la surface de la pièce entre en contact, d'où l'existence d'une résistance de contact. Le nombre de points de contact et la taille de la zone de contact dépendent de la dureté du matériau métallique, de la douceur du traitement de surface et de la pression appliquée aux deux extrémités de la pièce.
Il est évident que plus le matériau de la pièce est tendre, plus la surface est lisse, et plus la pression est élevée, plus la résistance de contact est faible.
Pour l'acier à faible teneur en carbone, la résistance de contact disparaît lorsque la température dépasse 6000°C. Plus la pression est élevée, plus la température nécessaire à la disparition de la résistance de contact est faible. Plus la pression est élevée, plus la température nécessaire à la disparition de la résistance de contact est faible.
Une fois le matériau déterminé, les principaux facteurs affectant la résistance de contact sont la pression de l'électrode, l'état de la surface et la température de chauffage.
Comme le montre la figure ci-dessus, lorsqu'il y a un film d'oxyde ou de la saleté sur la surface de la plaque, la résistance de contact augmente. Lorsque la température de la plaque augmente, le nombre et la surface des points de contact augmentent tandis que la force d'écrasement du point de contact diminue, ce qui entraîne une baisse de la résistance de contact.
Lorsque la pression de l'électrode augmente, les points convexes à la surface de la plaque sont écrasés, le film d'oxyde est détruit et le nombre et la surface des points de contact augmentent, ce qui entraîne une diminution de la résistance de contact.
2. Causes et classifications des projections de soudure
Dans le cadre de la processus de soudageSous l'action de la chaleur et de la force mécanique, un anneau plastique et une zone de fusion se forment et augmentent avec la progression du chauffage électrique jusqu'à l'obtention de la taille de soudure requise.
D'une manière générale, le métal situé entre les deux électrodes et la surface de contact de la pièce subit l'échauffement le plus intense et atteint la température la plus élevée, qui peut dépasser de 300℃ le point de fusion du métal. La répartition de la température du métal autour du centre de la soudure est illustrée dans la figure de gauche.
Pendant le soudage par points, la vitesse de chauffage de la soudure est extrêmement rapide, et la température centrale de la soudure peut être chauffée à plus de 1800℃ en 0,06-0,1 secondes ou même en moins de temps. La vitesse de chauffage peut atteindre 2000-30000 degrés/seconde.
En raison du refroidissement important de l'eau sur l'électrode, une grande quantité de chaleur sera transférée par l'électrode, de sorte que la température de la surface de contact entre la pièce à usiner et l'électrode ne sera pas trop élevée, généralement seulement environ 550℃.
Par conséquent, l'endroit le plus chaud pendant le soudage par points se trouve au centre du petit cylindre, où le métal liquide est entouré d'un anneau de métal plastique qui n'a pas encore fondu et qui est encore à l'état de plastique lorsque le métal central est fondu. Nous appelons cet anneau métallique plastique "l'anneau plastique" (figure 3).
Pendant le processus de soudage, un anneau en plastique est d'abord formé, puis une zone de fusion est formée au centre de l'anneau en plastique, où la chaleur est concentrée. L'anneau en plastique s'enroule autour de la zone de fusion et se dilate radialement.
Lorsque la vitesse d'expansion de la zone de fusion est supérieure à celle de l'anneau en plastique sous haute pression, la zone de fusion traverse l'anneau en plastique et s'écoule, formant ainsi éclaboussures de soudurequi adhère à la surface de la soudure et qui est appelée bavure de soudage (figure 4).
Figure 3 : Distribution des noyaux de soudure
Figure 4 : Éclaboussures produites lors du soudage par points
Les projections de soudure peuvent être divisées en deux catégories : les projections précoces et les projections tardives.
1. Éclaboussures précoces :
Pendant le processus de chauffage du soudage par points, si le chauffage est trop rapide et que la plasticité environnante ne s'est pas encore formée ou n'est pas assez compacte, le point de contact qui est rapidement chauffé en raison de l'augmentation rapide de la température provoquera une gazéification interne du métal. Sous l'action de la pression de l'électrode, le métal liquide contenu dans l'anneau sera expulsé et projeté sous forme d'éclaboussures vers l'espace entre les plaques.
2. Éclaboussures tardives :
Après la formation de l'anneau de plastique pendant le processus de chauffage, le chauffage se poursuit, et la zone de fusion et l'anneau de plastique continuent de se dilater vers l'extérieur. Lorsque le taux d'expansion radiale de la zone de fusion est supérieur à celui de l'anneau en plastique, la zone de fusion traverse la partie la plus faible de l'anneau en plastique et se pulvérise.
Le bord où le capuchon de l'électrode entre en contact avec le tôle pendant le processus de soudage est la partie la plus étroite de l'anneau en plastique. Après la pulvérisation, des bavures de soudage tranchantes sont souvent laissées sur la surface de la soudure.
3. Les éclaboussures causées par la rupture du pont liquide
Le pont liquide est la partie la plus fine qui relie le fil ou la tige de soudure à la goutte formée à l'extrémité.
Caractéristiques de la dispersion causée par la rupture du pont liquide :
Lorsque le pont liquide se rompt, les éclaboussures sont contrôlées par la forme de la cloche de l'appareil. baguette de soudure fin. En outre, la gravité de la goutte et la force du gaz ionisé font que les projections s'étendent à partir du point de rupture du pont liquide. L'ensemble des projections tombe de haut en bas en forme d'éventail formé par l'angle de l'extrémité en cloche de la baguette de soudage.
4. Dispersion causée par des différences de température
Ici, la différence de température fait référence à la différence entre l'arc, la gouttelette et le bain de soudure.
Premièrement, la température de l'arc de soudage est comprise entre 5370 et 7730℃.
Température de la gouttelette :
Au moment où la gouttelette se détache de la baguette de soudage, elle devient une sphère enveloppée d'une couche de scories. À ce stade, l'agent de gazage (gaz CO produit par les oxydes et les carbures de l'enrobage de la baguette) crée un flux stable et continu de gaz, enlevant une partie de la chaleur de la gouttelette, ce qui donne une température de la gouttelette d'environ 4000℃.
Température du bassin de soudure
Comparaison des températures triphasées
Génération d'éclaboussures dans le bain de soudure
3. Facteurs et mesures de contrôle des projections de soudure
1. Facteurs opérationnels
(1) Mauvaise qualité de la face frontale de l'électrode : Pendant le soudage, la face frontale de l'électrode doit rester plate et sa taille doit être contrôlée entre 6 et 8 mm (Fig.5).
(2) Désalignement des électrodes : Le désalignement de la face frontale de l'électrode doit être inférieur à 1 mm (Fig.6).
(3) Soudures sur les bords : La distance entre l'empreinte du point de soudure et le bord doit être de 1 mm, ce qui permet de libérer le plastique de la protection de l'environnement.
(4) Taches d'huile sur la surface de la tôle : Avant de procéder au soudage, assurez-vous de la propreté de la surface de la tôle.
Fig.5 : Mauvaise qualité de la face frontale de l'électrode
Fig.6 : Désalignement des électrodes
2. Facteurs des paramètres de soudage :
Sur la base de la principe du soudageLe tableau ci-dessous montre que les paramètres qui influencent le soudage sont le courant de soudage, la résistance de soudage et le temps de soudage. Si les paramètres de soudage sont trop élevés, le métal en fusion dans le bain de soudure se dilatera brusquement, provoquant des éclaboussures. Cela peut entraîner des défauts tels que le collage de l'électrode, l'explosion de l'électrode, la rupture de la soudure, etc.
(1) Courant et temps de soudage excessifs :
Définissez un courant et une durée de soudage raisonnables, et vérifiez l'état de sortie du courant en fonction de la fréquence correspondante.
(2) Résistance excessive au soudage :
Confirmez l'état de la surface et des raccords de la tôle avant de procéder au soudage, et sélectionnez une pression de soudage raisonnable pour vérifier l'état de sortie du courant en fonction de la fréquence correspondante.
(3) La spécification de soudage est trop stricte :
Adaptez raisonnablement le courant et le temps de soudage, ou ajoutez un programme de préchauffage avant la procédure de soudage afin que la tôle puisse former une connexion initiale et éliminer la résistance de contact, réduisant ainsi les éclaboussures de soudure.
Fig.7 : Courbe de relation entre le courant de soudage et les projections
Lorsque le courant de soudage augmente, la taille de la zone de fusion ou le taux de pénétration augmente également. Dans des circonstances normales, il existe une limite supérieure et une limite inférieure raisonnables pour le courant dans la zone de soudage.
Lorsque le courant est inférieur à la limite inférieure, l'apport de chaleur est trop faible pour former une zone de fusion standard ; lorsque le courant est supérieur à la limite supérieure, la vitesse de chauffe est trop rapide, ce qui peut provoquer des projections de soudure.
Pour garantir la solidité du soudage et réduire les éclaboussures de soudure, le paramètres de soudage doit être choisi au point critique entre l'éclatement et la non-éclatement (Fig.7).
Diagramme complexe du cycle de soudage :
Fig.8 : Diagramme du cycle de soudage complexe
En ajoutant un programme de préchauffage et en utilisant le courant de rampe, le courant augmente progressivement pour réduire la vitesse de chauffage (Fig.8).
Le préchauffage améliore la plasticité de la tôle, ce qui facilite l'emboîtement des panneaux, réduit la résistance de contact des panneaux dans une certaine mesure et diminue les éclaboussures lors du soudage.
Poste de travail de validation sur site : Assemblage du panneau intérieur du longeron avant gauche/droit XX
Détails du poste de travail : X30-2512H : 51 points au total
État de la pince à souder : normal
Avant validation : Paramètres de soudage
Nom du poste de travail.
Pince à souder modèle.
Temps de prépresse.
Temps de pressage.
Temps de préchauffage
Courant de préchauffage
Refroidissement par la chaleur
Temps de soudage
Courant de soudage
Temps de montée en puissance
Courant de montée.
Temps de maintien.
XX
X30-2512H
25
30
0
0
0
25
9.5
0
0
20
Nombre d'éclaboussures : 30-35
Nombre de bavures : 18-25
Vérifié : paramètres de soudage.
Nom du poste de travail.
Pince à souder modèle.
Temps de prépresse.
Temps de pressage.
Temps de préchauffage
Courant de préchauffage
Refroidissement par la chaleur
Temps de soudage
Courant de soudage
Temps de montée en puissance
Courant de montée.
Temps de maintien.
XX
X30-2512H
15
30
5
5
2
22
9.0
3
1.0
15
Nombre d'éclaboussures : 6-12
Nombre de bavures : 2-6
Diagramme d'effet vérifié :
Effet de suivi : Amélioration significative des éclaboussures et des bavures de soudage en ajustant les paramètres de soudage par l'optimisation du processus et le contrôle des opérations.
4. Conclusion
Actuellement, le contrôle des projections de soudure repose principalement sur l'optimisation du processus et le contrôle des opérations. En raison des caractéristiques du soudage et de l'environnement complexe du site, il n'est toujours pas possible d'éliminer complètement les projections de soudure.
Par conséquent, chaque soudeur doit améliorer son sens des responsabilités, observer davantage, déboguer davantage et s'améliorer davantage, optimiser notre environnement de soudage et améliorer la qualité de notre soudage de carrosserie, afin de fournir des voitures de meilleure qualité à tous les automobilistes.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Faites passer votre entreprise à la vitesse supérieure