1. La préparation
Avant l'installation, la qualité de chaque composant doit être vérifiée (y compris le modèle, les valeurs, la résistance à la tension et la polarité). Tout composant ne répondant pas à ces normes doit être remplacé dans les plus brefs délais.
Ensuite, les fils de chaque composant doivent être nettoyés avec du papier de verre ou un couteau pour exposer l'éclat métallique, puis enduits de flux pour dilution.
Enfin, les fils des composants doivent être pliés selon les longueurs requises par leur placement sur le circuit imprimé.
Lorsque vous pliez les fils, assurez-vous que les marques sont tournées vers l'extérieur. Tenez la base du composant d'une main avec une pince à épiler et pliez le fil de l'autre, en créant un arc au niveau de la courbure.
2. L'installation
L'installation doit être guidée par le schéma d'installation. Normalement, le schéma est orienté avec le côté de la feuille de cuivre du circuit imprimé vers le haut et le côté du composant vers le bas.
Commencez par installer les gros composants, puis insérez les petits composants tels que les résistances et les condensateurs dans les trous de soudure.
Les composants doivent être disposés de manière ordonnée et esthétique, les numéros de modèle et les valeurs étant orientés vers l'extérieur pour une meilleure visibilité, ce qui facilitera l'inspection et l'entretien. Enfin, après avoir testé les transistors ou les circuits intégrés, ils peuvent être insérés dans les trous de soudure et soudés.
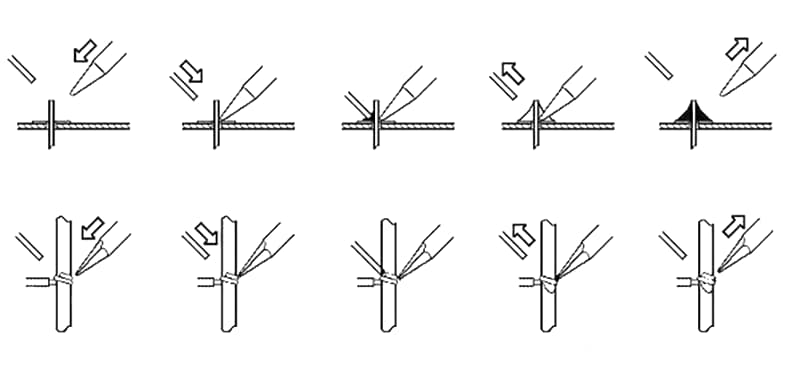
Techniques de soudure :
Une fois les composants installés sur le circuit imprimé, l'étape suivante consiste à les souder.
Vous pouvez soit souder chaque composant individuellement au fur et à mesure de leur installation, soit installer d'abord tous les composants, puis les souder tous en même temps.
Dans tous les cas, les mêmes conditions générales s'appliquent.
3. Nettoyage de la panne du fer à souder
La panne du fer à souder doit être maintenue propre et exempte de scories de soudure et d'autres oxydants.
4. Chauffage de la zone de soudure
Appliquez une pression appropriée sur la zone chauffée par le fer à souder. L'angle entre le fer et la feuille de cuivre doit être d'environ 40 à 60 degrés.
Lorsque vous soudez des composants sur un circuit imprimé, veillez à ce que le fer soit en contact avec les deux éléments à souder, afin que la chaleur soit répartie uniformément.
Pour les composants à faible capacité thermique, comme les fils fins d'un circuit imprimé, cette étape peut être omise.
Pendant le chauffage, toutes les parties du composant qui doivent être étamées doivent être chauffées uniformément, et non pas une seule partie. Évitez d'exercer une pression avec le fer à repasser afin de ne pas l'endommager et de ne pas créer de risques cachés.
5. Fourniture de soudure
Tout d'abord, appliquez une petite quantité de soudure sur la feuille de cuivre et les points d'alimentation des composants afin d'améliorer la conductivité thermique.
S'il y a des broches, ajoutez une petite quantité de soudure sur la surface coupée des broches pour éviter l'oxydation.
En raison de la nature de la soudure qui s'écoule de basses à hautes températures, alimentez lentement le fil de soudure à partir d'un point éloigné du fer à souder, en ajustant la quantité et la vitesse d'alimentation en conséquence.
Évitez d'apporter de la soudure directement à la panne du fer à souder. La panne du fer à souder doit être placée de manière à pouvoir chauffer simultanément la feuille de cuivre et le composant.
En fonction de la taille et du matériau de la feuille de cuivre, si la feuille de cuivre et le composant sont grands, la zone de contact de la pointe du fer à souder doit être grande ; inversement, s'ils sont petits, la zone de contact doit être petite.
Cela permet à la feuille de cuivre et au composant d'atteindre la même température en même temps.
6. Retrait de la soudure
Une fois qu'une certaine quantité de fil de soudure a fondu, déplacez immédiatement le fil de soudure de 45° vers la partie supérieure gauche.
7. Retrait du fer à souder
Le fer à souder doit être retiré vers le coin supérieur droit. Ne déplacez pas le fer à souder tant que la soudure ne s'est pas complètement étalée jusqu'au bord de la feuille de cuivre.
Le temps écoulé entre les étapes 5 et 7 doit être d'environ 1 à 2 secondes. Le temps de l'étape 5 à l'étape 7 doit être d'environ 1 à 2 secondes. qualité du soudageLe temps de contact entre le fer à souder et la feuille de cuivre ne doit pas dépasser 3 secondes.
Le retrait du fer à souder exige de la précision. Le moment, l'angle et la direction du retrait du fer sont essentiels à la formation du joint de soudure. Le sens du retrait du fer à souder peut affecter la quantité d'étain dans le joint de soudure.
8. Mise en place du fer à souder
Placez la panne du fer à souder - encore enduite de soudure - sur le support du fer à souder.
Précautions pour le soudage :
1) Lors du soudage à l'étain, suivez la séquence de gauche à droite et de haut en bas pour éviter de rater une inspection ou une réparation pendant le soudage.
2) Nettoyez fréquemment la panne du fer à souder pendant le soudage afin d'éviter les défauts tels que les faux soudages, les trous d'épingle et le sursoudage causés par des débris sur la panne du fer à souder.
3) N'ajoutez pas de soudure à la pointe du fer à souder sur le substrat. Pendant le processus de production, ne secouez pas, ne frappez pas et ne faites pas vaciller la soudure pour éviter que des scories ou des perles de soudure ne tombent sur le substrat.
4) Lorsque vous pressez ou démontez des composants, ajoutez d'abord de la soudure à la surface de la feuille de cuivre de la carte de circuit imprimé. Veillez à ce que le chauffage soit uniforme afin d'éviter que la colophane ne devienne inefficace ou que la feuille de cuivre ne se recourbe et n'endommage le circuit.
5) Après avoir utilisé le fer à souder, placez-le solidement sur son support. Veillez à ne pas toucher la pointe du fer à souder avec des fils ou d'autres débris afin d'éviter de brûler les fils, de provoquer des fuites électriques ou d'autres accidents.
6) Maintenir la pointe du fer à souder propre : Pendant le soudage, la panne du fer à souder reste à une température élevée et est en contact avec des substances faiblement acides telles que le flux, ce qui rend sa surface sujette à l'oxydation, à la corrosion et à l'accumulation d'impuretés noires.
Ces impuretés forment une couche isolante qui entrave le transfert de chaleur entre la pointe du fer à souder et les composants soudés.
Par conséquent, nettoyez toujours la panne du fer à souder avec un chiffon humide ou une éponge en fibre de bois mouillée. Pour les pannes de fer à souder ordinaires, une lime peut être utilisée pour éliminer la couche d'oxydation superficielle lorsque la corrosion et la contamination sont importantes. Toutefois, cette méthode ne doit jamais être utilisée pour les pannes de fer à souder à longue durée de vie.
7) Utiliser une quantité appropriée de flux : Une quantité appropriée de flux est très bénéfique pour le brasage. L'utilisation excessive de flux de colophane nécessite l'élimination de l'excès de flux après le brasage et prolonge le temps de chauffage, ce qui réduit l'efficacité du travail.
Si le temps de chauffe est insuffisant, il est facile de former un défaut d'"inclusion de laitier". Lors du brasage des interrupteurs et des connecteurs, un excès de flux peut s'écouler sur le point de contact, ce qui entraîne un mauvais contact.
La quantité appropriée de flux doit être juste suffisante pour mouiller la partie qui formera le joint de soudure et ne doit pas couler à travers les trous du circuit imprimé. Pour le brasage à l'aide d'un fil de soudure à âme de colophane, il n'est pas nécessaire d'appliquer un flux supplémentaire.
8) Afin de réduire la nocivité pour l'homme des produits chimiques volatilisés lors du chauffage du flux et de réduire l'inhalation de gaz nocifs, la distance entre le fer à souder et le nez ne doit généralement pas être inférieure à 20 cm, et environ 30 cm conviennent généralement.