Bien qu'il n'y ait pas de secrets techniques dans le processus de soudage, il existe diverses technologies, méthodes et procédés de soudage qui peuvent faciliter le processus de soudage. Ces procédés sont appelés savoir-faire technique.
Le savoir-faire en matière de soudage permet d'économiser du temps, des coûts et de la main-d'œuvre et peut même déterminer le succès ou l'échec du soudage, ainsi que les profits et les pertes. La plupart des procédés de soudage sont basés sur la recherche scientifique, tandis que d'autres s'appuient sur l'expérience réelle du soudage.
Cet article vise à présenter la synthèse pratique de l'expérience en matière de soudage.
1. Problèmes liés au procédé de soudage et solutions
1.1 Wl'aération des tôles épaisses et des tôles minces
1.1.1 Lors du soudage de pièces en acier par GMAW et FCAW, si l'épaisseur de la pièce dépasse le courant de soudage maximal du soudeur, comment faire ?
Pour éviter la fissuration des soudures ou une fusion incomplète, le métal doit être préchauffé avant le soudage. La zone de soudage de la pièce peut être préchauffée à l'aide d'un chalumeau au propane, au gaz standard ou à l'acétylène. La plage de température de préchauffage recommandée est de 150 à 260 ℃, après quoi la zone de soudage peut être chauffée à l'aide d'un chalumeau. processus de soudage peut être initié. L'objectif premier du préchauffage du métal dans la zone de soudage est d'éviter un refroidissement rapide, qui pourrait causer des problèmes dans la zone de soudage.
1.1.2 S'il est nécessaire de souder un revêtement métallique fin sur un tube d'acier épais par GMAW ou FCAW, si le courant de soudage ne peut pas être réglé correctement, deux situations peuvent se produire :
- Tout d'abord, afin d'éviter que le métal fin ne brûle et de réduire le courant de soudage, le couvercle en métal fin ne peut pas être soudé au tube d'acier épais à ce moment-là ;
- Deuxièmement, le courant de soudage brûle la fine couche de métal.
Comment y faire face ?
Il existe deux solutions principales.
① Ajustez le courant de soudage pour éviter de brûler la fine couche de métal. Préchauffez également le tube d'acier épais à l'aide d'une torche de soudage, puis soudez les deux structures métalliques à l'aide de la gaine métallique mince. soudage de plaques processus.
② Réglez le courant de soudage en fonction du soudage du tube d'acier épais. Pendant le soudage, maintenez le temps de séjour de l'arc de soudage sur le tube d'acier épais à 90%, et réduisez le temps de séjour sur la couverture métallique fine. Il est important de noter que ce n'est qu'en maîtrisant cette technique que vous obtiendrez de bons résultats. joints soudés.
1.1.3 Lorsqu'un tuyau à paroi mince ou un tuyau rectangulaire à paroi mince est soudé à une plaque épaisse, l'électrode peut facilement brûler à travers le tuyau à paroi mince. Outre les deux solutions ci-dessus, existe-t-il une autre solution ?
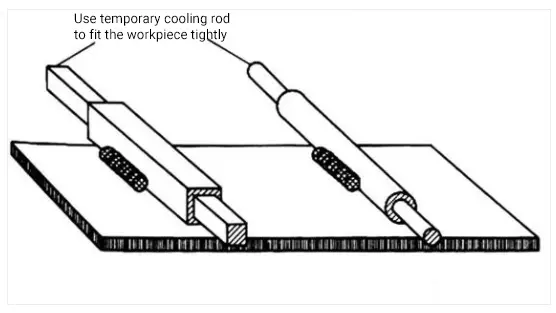
Dans les processus de soudage, une baguette de refroidissement est souvent utilisée pour éviter les brûlures. Lorsqu'une barre ronde pleine est insérée dans un tube à parois minces ou une barre ronde pleine est insérée dans un tube à parois minces ou une barre ronde pleine est insérée dans une barre ronde pleine. barre rectangulaire est inséré dans un tube rectangulaire, la chaleur est absorbée par la barre solide et empêche la pièce à paroi mince de brûler.
En général, une barre ronde ou rectangulaire solide est installée de manière étanche dans la plupart des matériaux de tuyaux creux ou rectangulaires. Lors du soudage, il est important d'éloigner la soudure de l'extrémité du tuyau, car cette zone est la plus vulnérable aux brûlures.
La figure 1 montre un schéma de la façon dont une tige de refroidissement intégrée peut être utilisée pour empêcher la combustion.
Fig1. Utiliser la tige de refroidissement intégrée pour éviter les brûlures
1.1.4 Lorsqu'il est nécessaire de souder un matériau galvanisé ou contenant du chrome à une autre pièce, que faut-il faire ?
La meilleure pratique consiste à limer ou à meuler la zone autour de la soudure avant le soudage. En effet, les pièces galvanisées ou contenant du chrome feuilles de métal peuvent polluer et affaiblir la soudure, et dégager des gaz toxiques pendant le soudage.
1.2 Wajourage du navire et de la structure du cadre
1.2.1 Si un procédé de soudage (tel que brasage) est utilisée pour sceller une bouée ou l'extrémité d'une structure creuse, que faut-il faire pour empêcher l'air chaud de pénétrer dans le récipient et de provoquer son éclatement lors du scellement final de la soudure ?
③ Tout d'abord, un trou de décompression d'un diamètre de 1,5 mm est percé sur le ponton pour faciliter la circulation de l'air chaud et de l'air extérieur à proximité de la soudure. Ensuite, le soudage d'étanchéité est effectué, et enfin, le trou de décompression est scellé par soudage.
La figure 2 montre le schéma d'un ponton de soudure scellé ou d'une cuve fermée.
Fig.2 Schéma d'un ponton à soudure étroite ou d'un navire fermé
Lors du soudage de la structure du réservoir de stockage de gaz, le trou de réduction de la pression peut être utilisé. Toutefois, il est essentiel de noter que le soudage dans un conteneur fermé est très dangereux. Avant de procéder au soudage, il est essentiel de nettoyer l'intérieur du conteneur ou du tuyau et d'éviter tout matériau ou gaz inflammable ou explosif.
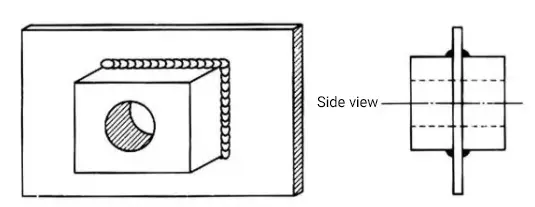
Lorsqu'il s'agit de souder l'écran, le treillis métallique ou le métal étendu au cadre de la structure en acier par GMAW, FCAW ou TIG, le treillis métallique est susceptible de brûler et la soudure peut ne pas fusionner correctement au cours du processus. Pour résoudre ce problème, non métallique Les rondelles doivent être placées sur le grillage ou la rallonge métallique, et la rondelle, le grillage et le cadre doivent être serrés ensemble.
Il est important de noter que les rondelles contenant du chrome ou galvanisées ne sont pas autorisées et que la rondelle doit être non revêtue, comme le montre la figure 3(a).
Fig3. Schéma de soudage du treillis métallique et de la structure du cadre
② Pour servir de dissipateur thermique, une rondelle plus grande est placée sur la rondelle à l'endroit de la soudure.
La rondelle supérieure doit avoir un trou plus grand que la rondelle inférieure pour éviter qu'elles ne soient soudées l'une à l'autre.
Ensuite, un soudage par bouchon est effectué à travers les deux trous du joint, en veillant à ce que la soudure se fasse dans la partie inférieure du joint.
L'opérateur peut utiliser d'autres méthodes de chauffage tout en veillant à ne pas brûler la grille ou le grillage qui l'entoure, comme l'illustrent les figures 3 (b) et (c).
③ Une autre technique consiste à utiliser une bande métallique percée d'un trou, à l'aligner sur la position de soudage, à placer la rondelle du dissipateur thermique, puis à effectuer un soudage par bouchon, comme le montre la figure 3 (d).
Lecture connexe : Calculateur de poids de treillis métallique
1.3 Réparation des composants soudés
1.3.1 Outre le décolleur de vis couramment utilisé, quelles autres méthodes peuvent être utilisées pour retirer les vis endommagées ou rouillées ?
Deux méthodes sont présentées ici:
① Si la vis installée n'est pas endommagée pendant le chauffage, l'écrou et son assemblage peuvent être chauffés à l'aide d'un chalumeau à oxygène-acétylène jusqu'à ce qu'ils deviennent rouges. Ensuite, il faut le tremper rapidement dans l'eau pour faciliter le retrait de la vis. Ce processus peut nécessiter plusieurs cycles de chauffage et de trempe à froid.
② Si la rainure de la vis, l'écrou ou l'alvéole sont endommagés ou perdus, placer un écrou sur la partie supérieure ou restante de la tête de la vis, serrer l'écrou, puis remplir le métal à l'intérieur de l'écrou et de la vis en utilisant n'importe quelle méthode de soudage. Cette méthode permet de relier l'écrou et la partie restante de la vis, offrant ainsi un nouveau point de préhension. La chaleur peut également être utilisée pour fixer la vis.
La partie résiduelle de la vis fixe peut être enlevée par soudage, comme le montre la figure 4.
Fig.4. Retrait de la partie restante de la vis de réglage par soudage
1.3.2 : Comment réparer et renforcer un vilebrequin usé par soudage ?
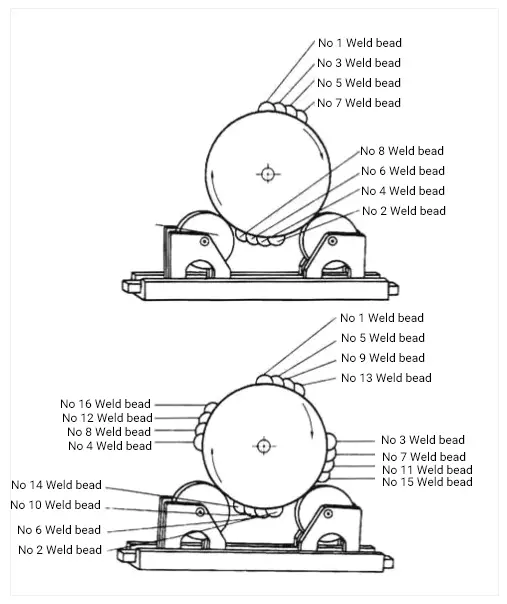
Lors de la réparation d'un vilebrequin usé, diverses méthodes de soudage telles que GMAW, FCAW ou TIG peuvent être utilisées. Toutefois, pour obtenir une forme de cordon satisfaisante, les quatre exigences suivantes doivent être soigneusement prises en compte :
① Veiller à ce que la direction du bourrelet soit parallèle à l'axe du vilebrequin.
② Initialement, un cordon de soudure doit être superposé sur la partie inférieure du vilebrequin, puis le cordon de soudure suivant doit être superposé en faisant tourner le vilebrequin de 180 degrés afin d'équilibrer les contraintes de soudage et de réduire de manière significative la déformation thermique du soudage.
Notez que le surfaçage séquentiel lors de la première passe peut entraîner un gauchissement du vilebrequin. Ce procédé de surfaçage convient à la réparation et au soudage des vilebrequins à rouleaux.
③ Maintenir un chevauchement de 30% - 50% du métal déposé entre deux passes de soudage pour assurer une surface lisse de la passe de soudage pendant l'usinage après la réparation par soudage.
④ Lors de l'utilisation du mode manuel soudage à l'arc et le soudage avec fil fourré sous protection gazeuse, le flux résiduel entre les passes de soudage doit être nettoyé à l'aide d'une brosse ou d'une méthode de coupe.
Outre la méthode de réparation du vilebrequin mentionnée ci-dessus, un cordon de surfaçage peut être ajouté à chaque position à 90° du vilebrequin afin de minimiser davantage la déformation due au soudage. Lors de la réparation de pièces en bronze ou en cuivre, l'ajout de métal d'apport est plus avantageux pour soulager les contraintes et les déformations que le surfaçage.
La figure 5 illustre la réparation d'un vilebrequin usé par soudage.
Fig.5 Schéma de réparation d'un vilebrequin usé par soudage
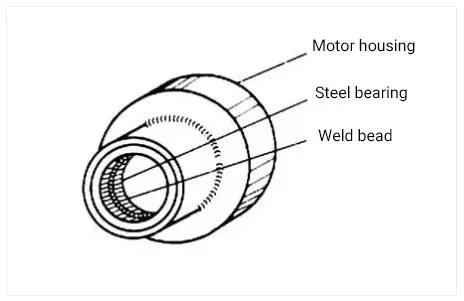
1.3.3 Comment retirer un palier en acier coincé d'un équipement par soudage ?
Pour retirer un roulement en acier coincé d'un équipement par soudage, il faut d'abord créer un cordon de soudure sur la surface intérieure du roulement. La force d'étirement du cordon de soudure réduira le diamètre du roulement, et la chaleur générée pendant le soudage aidera à déplacer le roulement.
Par exemple, si la surface intérieure d'un tuyau de 10 cm de diamètre est recouverte d'un cordon de soudure, le diamètre du tuyau en acier diminuera de 1,2 mm. La figure 6 présente un schéma de la méthode de soudage pour retirer les roulements bloqués.
Fig.6 Schéma de l'élimination d'un roulement coincé par la méthode de soudage
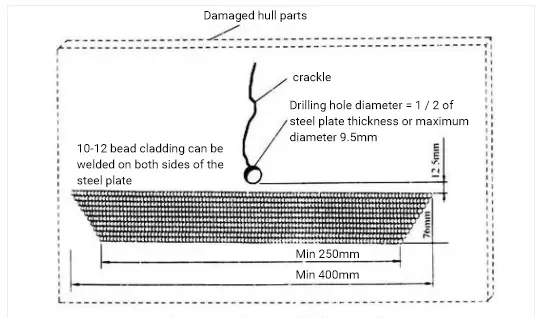
1.3.4 Des fissures apparaissent souvent dans la structure des réservoirs de pétrole ou des tôles de navires. Comment les prévenir ?
Une méthode consiste à percer un petit trou à l'extrémité de la fissure pour disperser la contrainte sur une plus grande surface, puis à effectuer une série de soudures multicanaux de différentes longueurs pour augmenter la résistance de la fissure. tôle d'acier à l'avant de la fissure.
La figure 7 illustre comment empêcher la propagation des fissures dans les plaques d'acier.
Fig.7 Prévention de la propagation des fissures dans une plaque d'acier
2. Soudage d'une plaque de renfort
2.1 Positionnement et épaississement de la plaque de renforcement
2.1.1 La plaque de renforcement à souder est souvent soudée à la surface de la plaque de base.
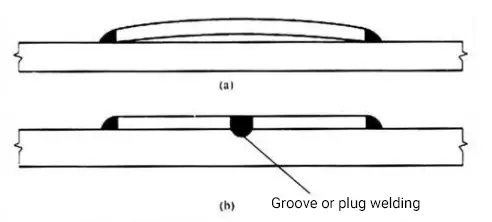
Toutefois, le soudure d'angle sur le bord extérieur de la plaque de renfort peut faire basculer la partie centrale de la plaque de renfort vers le haut, entraînant une déformation angulaire qui la sépare de la surface de la plaque de base. Ce problème est illustré à la figure 8 (a) et peut compliquer les processus d'usinage et de tournage.
Pour résoudre ce problème, il est possible d'utiliser le soudage par bouchon ou le soudage par rainure sur la partie centrale de la plaque de renforcement. Cela permet à la surface de la plaque de renforcement d'adhérer étroitement à la surface de la plaque de base, ce qui élimine les déformations et facilite l'usinage.
La figure 8 (b) présente un schéma qui illustre le positionnement de la plaque de renfort par soudage en bouchon ou par soudage de rainures.
Fig.8 Schéma de positionnement de la plaque de renfort par soudage en bouchon ou par rainurage
2.1.2 Il est parfois nécessaire d'augmenter l'épaisseur d'un substrat dans une zone spécifique, mais la zone épaissie ne doit pas dépasser la taille totale du substrat. Comment résoudre ce problème ?
Une solution consiste à encastrer une plaque métallique épaisse dans la section de la plaque de base qui doit être épaissie, puis à la fixer par soudage.
La figure 9 illustre une plaque épaisse encastrée dans le substrat.
Cette technique permet d'obtenir une épaisseur suffisante pour des travaux ultérieurs d'usinage, d'alésage ou d'usinage. forage et peuvent remplacer des pièces encombrantes ou des pièces moulées dans les équipements.
Fig.9 Schéma de l'insertion d'une plaque épaisse dans la plaque de base
2.1.3 Quelle est la méthode standard pour améliorer la rigidité d'une dalle afin qu'elle puisse supporter la charge ?
La méthode standard pour améliorer la rigidité d'une dalle afin de supporter la charge consiste à souder une série de cornières verticales sur la dalle et à ajouter des raidisseurs en acier angulaire pour augmenter sa rigidité, comme le montre la figure 10.
Fig.10 Schéma de l'ajout d'un renfort en acier angulaire pour améliorer la rigidité de la plaque plane
2.2 Ncontrôle du bruit et des vibrations
2.2.1 Quelles mesures techniques peuvent être prises pour réduire le bruit et les vibrations de la plaque métallique ?
Le problème du bruit est étroitement lié à celui des vibrations, et tous deux peuvent être résolus en réduisant la fréquence de résonance de la plaque métallique.
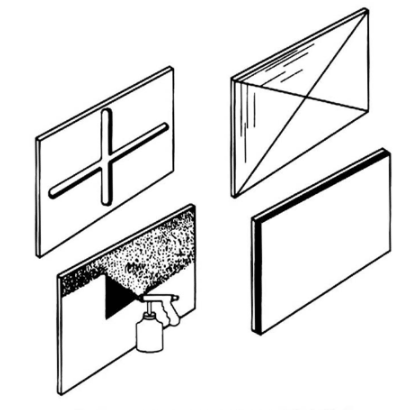
Les principales méthodes utilisées pour réduire le bruit et les vibrations sont les suivantes :
① Augmentation de la rigidité par pliage, sertissage ou renforcement des rainures ;
② Découper la plaque plate en plus petits morceaux pour améliorer le support ;
③ Application d'un revêtement de surface par pulvérisation ;
④ Collage d'une couche de fibres amortissantes sur la surface de la plaque plane.
La figure 11 illustre les quatre méthodes permettant d'augmenter la fréquence de résonance pour réduire le bruit.
La figure 12 montre que rigidité du métal est généralement augmentée pour réduire les vibrations à des fréquences relativement basses.
Fig.11 Augmentation de la fréquence de résonance pour réduire le bruit
Fig.12 Schéma de l'augmentation de la rigidité du métal pour réduire les vibrations
2.2.2 Si deux plaques plates doivent être soudées par congés dans le sens vertical à l'aide d'un dispositif en forme de C, comment le soudage doit-il être effectué ?
Pendant le processus de soudage, un bloc d'acier ou un objet rectangulaire peut être utilisé comme outil auxiliaire pour aider à serrer l'outil. soudure d'angle. La pince en forme de C et le bloc rectangulaire peuvent être utilisés pour fixer les plaques, comme illustré à la figure 13.
Fig.13 Schéma de l'utilisation d'une pince en forme de C et d'un bloc rectangulaire pour serrer la soudure d'angle