Formation en soudage 101 : tout ce qu'il faut savoir
Cet article explore le monde fascinant du soudage, depuis le soudage manuel à l'arc jusqu'aux techniques avancées sous protection gazeuse. Vous découvrirez les méthodes, les avantages et les applications des différents procédés de soudage. Préparez-vous à apprendre comment ces techniques essentielles façonnent notre monde moderne !
Utiliser le métal dont le point de fusion est inférieur à celui du métal de base comme métal d'apport pour chauffer l'élément soudé et le métal d'apport à une température comprise entre le point de fusion du métal de base et le point de fusion du métal d'apport, de sorte que le métal d'apport soit liquide et mouille le métal de base, remplisse l'espace du joint et se diffuse avec le métal de base pour réaliser le soudage.
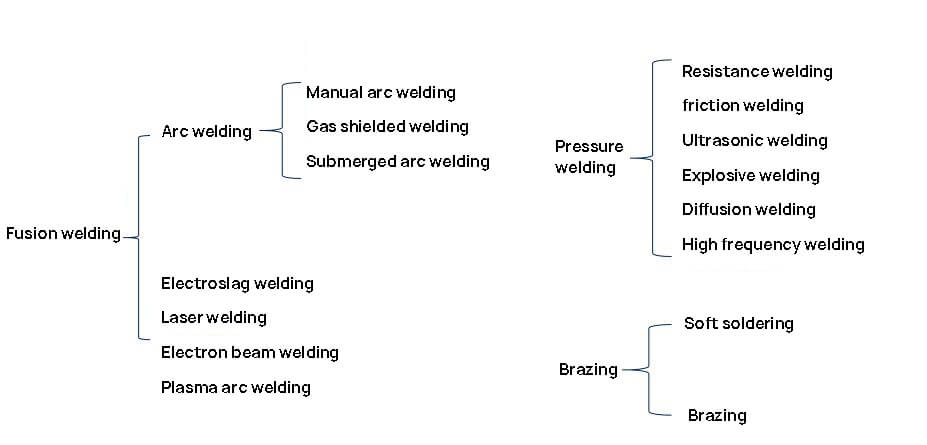
Classification spécifique :
2.1 Méthodes de soudage courantes
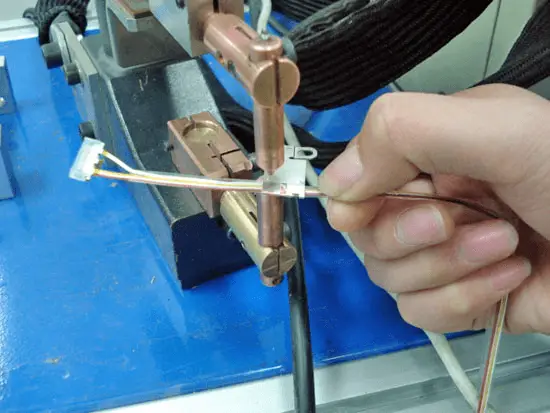
2.1.1 Soudage à l'arc à l'électrode manuelle
Qu'est-ce qu'un arc ?
La décharge de gaz forte et durable entre la pièce et l'électrode est appelée arc.
En clair, il s'agit d'un phénomène de décharge de gaz.
Cependant, l'arc comprend trois parties : la zone de la colonne d'arc, la zone de la cathode et la zone de l'anode.
Température de l'arc :
Surface de la cathode 2100 ℃,
Colonne d'arc 5700~7700 ℃
Surface de l'anode 2300 ℃
Chaleur dans la zone d'arc :
Comptes d'anodes pour 43%
La surface de la cathode représente 36%
La surface de la colonne d'arc compte pour 21%
Qu'est-ce que le soudage à l'arc ?
Qu'est-ce que le soudage manuel à l'arc ? Pour faire simple, le soudage à l'arc est une méthode de soudage qui utilise la combustion d'un arc pour fournir une source de chaleur.
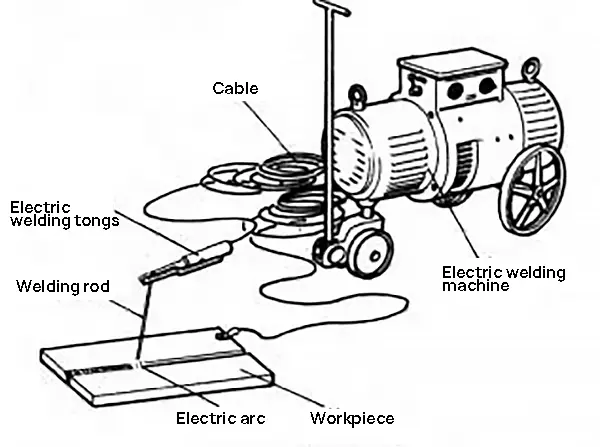
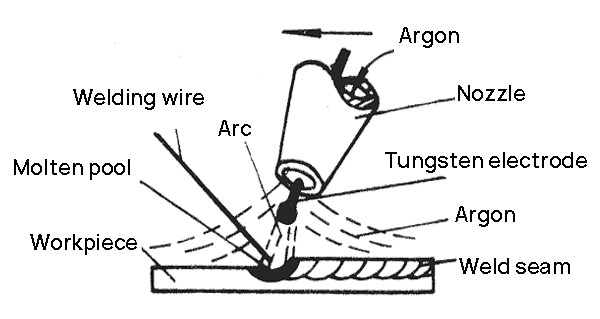
La méthode de soudage à l'arc électrique utilisant des baguettes de soudage actionnées manuellement est appelée soudage à l'arc à électrode manuelle, ou soudage à l'arc manuel.
Schéma de principe du soudage manuel à l'arc
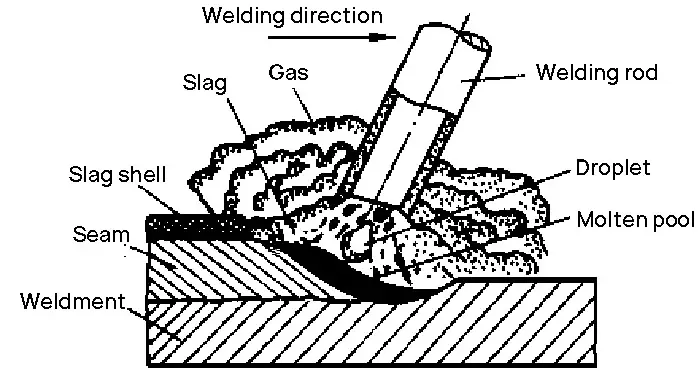
Comment s'effectue le soudage manuel à l'arc à l'électrode ?
(1) L'arc brûle entre l'électrode et l'élément soudé, et la chaleur de l'arc fait fondre la pièce et l'électrode dans un bain de fusion en même temps ;
(2) L'arc électrique fait fondre ou brûle l'enrobage de l'électrode, produisant du laitier et du gaz, qui protègent le métal en fusion et le bain de fusion ;
(3) Lorsque l'arc se déplace vers l'avant, le bain de fusion suivant se refroidit et se solidifie tandis qu'un nouveau bain de fusion est continuellement généré, formant ainsi une soudure continue.
Avantage du soudage manuel à l'arc à l'électrode :
Équipement simple, fonctionnement flexible et forte adaptabilité.
Inconvénient du soudage manuel à l'arc à l'électrode:
L'efficacité de la production est faible, l'intensité de la main d'œuvre est élevée et le taux de chômage est faible. qualité du soudage n'est pas facile à garantir.
Application du soudage manuel à l'arc à l'électrode:
Il peut souder la plupart des métaux, convient à diverses positions de soudage et peut souder des plaques minces et épaisses.
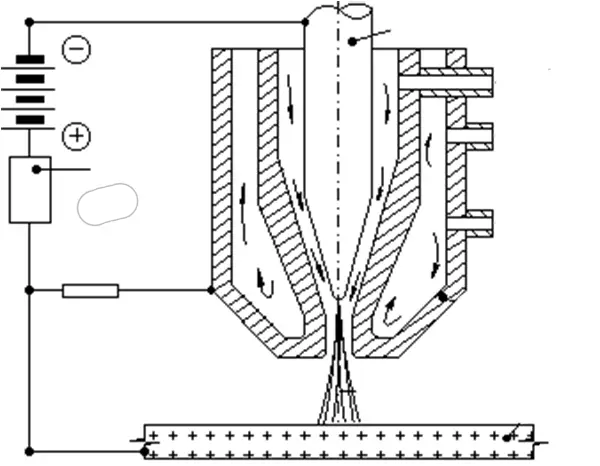
2.1.2 Soudage automatique à l'arc submergé
Qu'est-ce que le soudage automatique à l'arc submergé ?
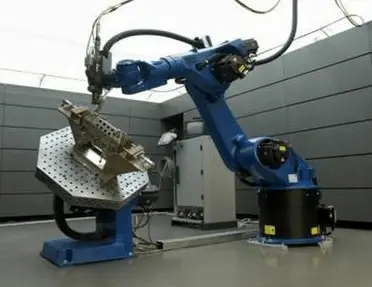
Soudage automatique - L'action de soudage est automatiquement complétée par le dispositif mécanique.
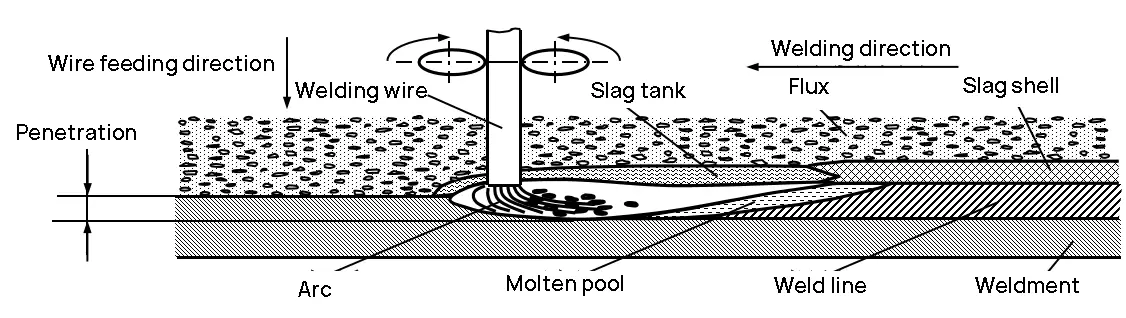
Soudage à l'arc submergé - Soudage dans lequel un arc brûle sous une couche de flux granulaire.
(1) Le flux s'écoule de l'entonnoir et s'empile uniformément sur la partie soudée de la pièce pour former une couche de flux (30-50 mm) ;
(2) Le fil de soudure alimenté en continu génère un arc entre le fil de soudure et l'élément soudé sous la couche de flux, faisant fondre le fil de soudure, la pièce et le flux, formant un bain de métal en fusion et les isolant de l'air ;
(3) Alors que la machine à souder avance automatiquement, l'arc électrique fait fondre en continu le métal, le fil et le flux de l'élément soudé à l'avant, tandis que le bord situé derrière le bain de fusion commence à refroidir et à se solidifier pour former une soudure, et le laitier liquide se condense ensuite pour former une coque de laitier dure.
Pourquoi faut-il étaler une couche de flux sur la surface de la position de soudage ?
Il a les trois fonctions suivantes :
(1) Effet protecteur
Le flux fond pour former du laitier et du gaz, isolant efficacement l'air, protégeant les gouttelettes et le bain de fusion, et empêchant la combustion de l'eau. éléments d'alliage;
(2) Action métallurgique
Dans le processus de soudage, il joue un rôle de désoxydation et de complément. éléments d'alliage;
(3) Améliorer le processus de soudage
L'arc brûle régulièrement et la soudure est belle.
Quelles sont les caractéristiques du soudage automatique à l'arc submergé ?
Dans quels domaines sont-ils principalement utilisés ?
Avantages du soudage automatique à l'arc submergé :
Rendement de production élevé (5~fois plus élevé que le soudage à l'arc manuel) ;
Faible coût (économie de main-d'œuvre, de temps et de matériel) ;
Bonnes conditions de travail (pas d'éclaboussures, peu de main-d'œuvre).
Inconvénientde soudage automatique à l'arc submergé:
Ne convient pas pour les soudures complexes et les espaces étroits ;
L'équipement est complexe et le courant de soudage requis est élevé (un faible courant provoque un arc instable) ;
Faible capacité d'adaptation (applicable aux soudage à plat(soudure droite longue et soudure circonférentielle de plus grand diamètre).
Application:
Il est utilisé pour les longues soudures droites et les soudures circonférentielles de grand diamètre de la production et de la structure des plaques moyennes, telles que les chaudières, les appareils à pression, les navires, etc.
Le soudage à l'arc submergé multifilaire a fait son apparition afin d'obtenir une formation raisonnable de la soudure et une bonne qualité de soudage, ainsi que d'améliorer la vitesse de soudage.
Il est largement utilisé dans les applications nécessitant une grande efficacité de soudage, telles que l'énergie éolienne, l'ingénierie marine, la construction navale, les vaisseaux sous pression, les machines lourdes, les pipelines et d'autres industries.
Soudage à l'arc submergé multifilaire de la série Multi Power:
Il est principalement utilisé pour le soudage des pipelines.
Selon l'application, il peut être divisé en soudage externe de longs joints longitudinaux droits de pipelines, soudage interne de longs joints longitudinaux droits de pipelines, soudage externe de tuyaux soudés en spirale, soudage interne de tuyaux soudés en spirale et d'autres types différents.
Soudage à l'arc submergé multifilaire parallèle à puissance unique:
Améliore considérablement l'efficacité de la production, augmente la vitesse de soudage, réduit la consommation de flux, réduit l'apport de chaleur et la déformation, économise l'énergie, rend l'apprêt plus efficace et couvre plus facilement.
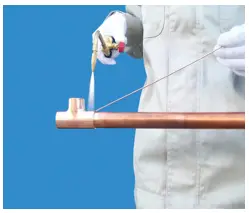
2.1.3 Soudage sous protection gazeuse
Le soudage à l'arc utilisant du gaz comme support d'arc et protégeant l'arc et la zone de soudage est appelé soudage à l'arc sous protection gazeuse (GMAW).
Différences entre le soudage à l'électrode consommable et le soudage à l'électrode non consommable sous protection gazeuse :
MIG/MAG: Alimenter directement le fil de soudage, qui est à la fois l'électrode et le métal d'apport. TIG : l'électrode de tungstène est l'électrode et ne fond pas ; le fil de soudage est alimenté séparément et utilisé uniquement comme métal d'apport.
Soudage à l'arc sous argon
Quelles sont les caractéristiques du soudage à l'arc sous argon ?
Quelles sont les principales applications ?
TIG
Électrode en tungstène, alimentation manuelle du fil.
Le fil de soudure n'est que le métal d'apport.
Le fil de soudure ne passe pas le courant, il n'y a donc pas d'éclaboussures.
Toutefois, afin d'éviter que l'électrode de tungstène ne fonde et ne brûle, ce qui pourrait entraîner une contamination du tungstène dans le bain de fusion, le courant de soudage ne doit pas être trop élevé.
Seules les plaques minces de moins de 4 mm peuvent être soudées.
MIG
Électrode de fusion, alimentation automatique du fil.
Le fil de soudage est à la fois une électrode et un métal d'apport.
L'électrode de tungstène ne fond pas et ne brûle pas.
Le courant de soudage peut être réglé dans une large gamme, ce qui permet de souder des plaques minces et moyennement épaisses.
Avantages du soudage à l'arc sous argon
Il peut être soudé dans toutes les directions ;
Facile à observer et à contrôler automatiquement ;
Bon effet de protection, arc stable et bonne qualité de soudage ;
Il peut souder presque tous les métaux.
Inconvénient du soudage à l'arc sous argon
Coût élevé de l'argon ;
La densité de courant du soudage à l'arc sous argon est élevée, la lumière émise est relativement forte et le rayonnement ultraviolet généré par l'arc est important, ce qui entraîne des dommages corporels plus importants ;
Les zone affectée thermiquement du soudage à l'arc sous argon est important, et la pièce est sujette aux fissures, aux trous d'épingle, à l'usure, aux rayures, aux contre-dépouilles et à d'autres défauts après la réparation ;
Application du soudage à l'arc sous argon
Il est principalement utilisé pour le soudage des métaux non ferreux et des aciers alliés qui sont facilement oxydables (principalement le soudage de l'Al, du Mg, du Ti et de leurs alliages et des aciers inoxydables).
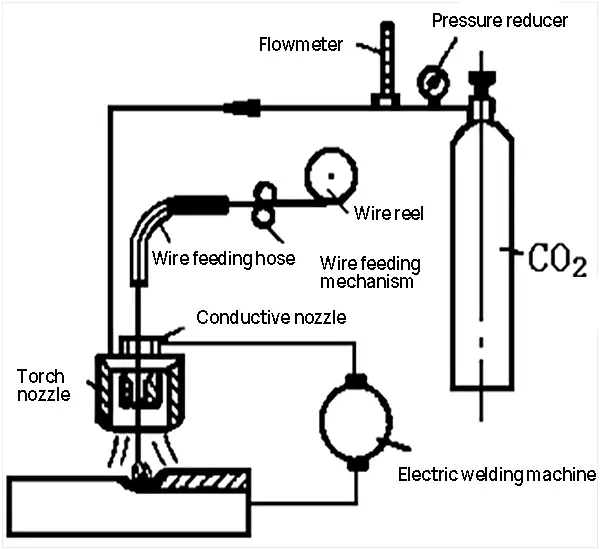
LE CO2 soudage à l'arc sous protection gazeuse
Le principe de la réduction des émissions de CO2 Le soudage à l'arc sous protection gazeuse est le même que le soudage MIG, sauf que le gaz de protection est le CO2.
Le volume de gaz CO dans le bain de fusion et les gouttelettes se dilate rapidement et éclate, ce qui provoque des éclaboussures.
Il peut oxyder le métal et brûler les éléments d'alliage, mais ne peut pas souder les métaux non ferreux et les éléments d'alliage. acier allié.
Schéma de structure du matériel de soudage sous protection gazeuse au CO2
Avantages du soudage sous protection gazeuse au CO2
Faible coût (40%~50% pour le soudage à l'arc submergé et le soudage à l'arc manuel) ;
Haute efficacité (densité de courant élevée, grande pénétration et vitesse de soudage rapide) ;
Bonne qualité de soudage (refroidissement par flux d'air, petite zone affectée thermiquement, petite déformation) ;
Capable de souder dans toutes les positions.
Inconvénient du soudage sous protection gazeuse au CO2
Mauvaise formation de la soudure et grandes projections ;
Les éléments d'alliage brûlent et produisent facilement des pores ;
Faible résistance au vent pendant le soudage, convient aux opérations en intérieur.
Application du soudage sous protection gazeuse au CO2
Il est applicable au soudage de tôles d'acier à faible teneur en carbone et d'acier faiblement allié (0,8~4mm).
Il faut utiliser un fil de soudure contenant un désoxydant et inverser la connexion DC ;
En outre, il ne doit pas y avoir de vent pendant le soudage, et il est préférable que le soudage se fasse à l'intérieur.
2.1.4 Soudage sous laitier
Le soudage électrique au laitier est une méthode de soudage qui utilise la résistance générée par le courant passant à travers le laitier pour faire fondre à chaud le fil de soudage et le métal de base afin de former une soudure.
(1) Au début, court-circuiter le fil de soudage et la rainure de départ pour amorcer l'arc ;
(2) Ajouter continuellement une petite quantité de flux solide pour le faire fondre avec la chaleur de l'arc et former un laitier liquide ;
(3) Lorsque le laitier en fusion atteint une certaine profondeur, augmenter la vitesse d'alimentation du fil de soudage et réduire la tension, de sorte que le fil de soudage soit inséré dans le bassin de laitier et que l'arc s'éteigne, se transformant ainsi en la méthode de soudage à l'arc. soudage sous laitier électrolytique processus.
Quelles sont les caractéristiques du soudage sous laitier électrique ?
Pour quels domaines de soudage ?
Avantages du soudage sous laitier
Productivité élevée, pas besoin de tenir compte de l'épaisseur de la pièce soudée ;
Aucune rainure n'est nécessaire et le coût est faible.
Désavantage du soudage sous laitier
L'apport de chaleur est important et il est facile de surchauffer à proximité de la soudure ;
Le métal soudé présente une structure grossièrement cristalline et une faible résistance aux chocs ;
L'élément soudé doit être soumis à un processus de normalisation et d'ajustement. trempe traitement thermique après le soudage.
Application du soudage sous laitier électrique
Il est applicable au soudage vertical et au soudage de plaques d'une épaisseur de 40 à 450 mm, généralement utilisé pour le soudage de joints droits ou circonférentiels, la jonction de plaques épaisses, le soudage vertical de hauts fourneaux dans les aciéries, le soudage de grandes pièces moulées, de pièces forgées, etc.
2.1.5 Soudage par résistance
Pour simplifier, le soudage sous pression en utilisant la chaleur de la résistance comme moyen d'expression. chaleur de soudage est appelé soudage par résistance.
Avantages du soudage par résistance
Faible tension de soudageL'utilisation de l'eau est un facteur déterminant de la qualité de l'eau, de l'intensité du courant et de la productivité ;
Faible coût, pas besoin de métal d'apport ni d'autres matériaux. matériaux de soudage,
La déformation due au soudage est faible et il n'est pas nécessaire de procéder à une correction ou à un traitement thermique après le soudage ;
Bonnes conditions de travail, fonctionnement simple, production automatique facile à réaliser.
Inconvénient du soudage par résistance
L'équipement de soudage est complexe et l'investissement important ;
Il existe certaines restrictions concernant l'épaisseur de la pièce soudée et la forme du joint ;
À l'heure actuelle, il n'existe pas d'outil simple et fiable essais non destructifs méthode.
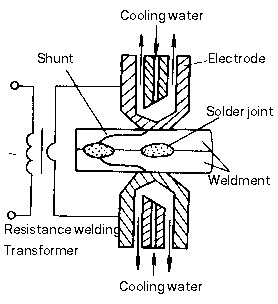
Le soudage par résistance peut être divisé en soudage par pointsle soudage à la molette et le soudage bout à bout.
L'élément soudé est assemblé comme un joint à recouvrement, et l'électrode cylindrique est pressurisée et alimentée pour générer une chaleur de résistance afin de faire fondre le métal de l'élément soudé et de former des pépites (points de soudure).
Processus de soudage par points et phénomène de shuntage
Procédé de soudage par points : compression → mise sous tension (formation de pépites) → mise hors tension (congélation) → pression d'enlèvement
Phénomène de shunt : lors du soudage du deuxième point, le point de soudage existant conduit le courant, ce qui entraîne une perte de puissance. Le courant au point de soudage est réduit, ce qui affecte la qualité du soudage.
Prévenir le shunt : il doit y avoir une certaine distance entre deux points de soudure.
La distance entre deux têtes de soudage adjacentes ne doit pas être trop faible, et la distance minimale entre les points est indiquée dans le tableau suivant.
Epaisseur de la pièce/mm
Pas du point/mm
Acier de construction
Alliage résistant à la chaleur
Alliage d'aluminium
0.5
10
8
15
1.0
12
10
15
1.5
14
12
20
2.0
16
14
25
3.0
20
18
30
4.0
24
22
35
Application du soudage par points
Il est principalement utilisé pour tôle la structure d'emboutissage et les éléments de renforcement ;
Il est applicable au soudage des parties structurelles superposées de plaques minces avec des exigences d'étanchéité ou de résistance élevée des joints, telles que les réservoirs de pétrole, les réservoirs d'eau, etc.
2. Soudage des joints
L'élément soudé est assemblé en joints superposés ou diagonaux et placé entre deux électrodes à rouleaux.
Le rouleau met l'élément soudé sous pression et tourne pour le faire avancer.
L'élément soudé est alimenté en continu ou par intermittence, et le métal de l'élément soudé est fondu par résistance pour former une série de points de soudure.
Classification du soudage des joints
Formulaire
Courant électrique
Électrode
Caractéristique
Application
Soudage en continu
Conduction continue
rotation continue
L'équipement est simple et la productivité élevée, mais l'usure des électrodes est importante.
Petit soudage électrique structure non importante (fabrication de cylindres, barils, etc.)
soudure par points et coutures
Continuité intermittente
rotation continue
Large application (métal ferreux)
Soudure par étapes
Continuité intermittente
Rotation intermittente
Équipement complexe, exigences élevées, faible usure des électrodes et haute qualité de soudage.
Il est principalement utilisé pour le soudage des joints de magnésium et d'aluminium. alliages d'aluminium.
Caractéristiques du soudage de joints
Les joints de soudure se chevauchent et la diffusion du flux est importante.
Le courant est environ 1,5~2,0 fois supérieur à celui du soudage par points ;
La pression est environ 1,2~1,6 fois supérieure à celle du soudage par points ;
C'est pourquoi une machine à souder de grande puissance est nécessaire.
Appliquer une pression et utiliser le rouleau comme électrode.
Application du soudage de joints
Le soudage des joints est principalement utilisé pour les structures à parois minces avec des soudures régulières et une épaisseur inférieure à 3 mm et avec des exigences d'étanchéité ;
Réservoirs de carburant d'avions et d'automobiles, conteneurs divers, radiateurs en acier, etc.
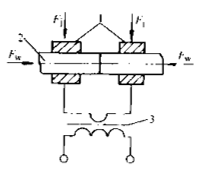
3. Soudure bout à bout
Un type de méthode de soudage par résistance qui utilise la chaleur de la résistance pour souder deux pièces ensemble le long de la totalité de la face frontale est appelé soudage par résistance bout à bout, ou soudage bout à bout en abrégé.
Le soudage bout à bout peut être divisé en deux catégories : le soudage bout à bout par résistance et le soudage bout à bout par étincelle.
3.1 Soudage bout à bout par résistance
(a) Soudage bout à bout par résistance
Le soudage bout à bout par résistance est une méthode qui consiste à presser en permanence les faces frontales de deux pièces, à les chauffer par résistance jusqu'à ce qu'elles deviennent plastiques, puis à appliquer rapidement une pression de refoulement (ou à maintenir la pression pendant le soudage sans pression de refoulement) pour terminer le soudage.
Caractéristiques du soudage bout à bout par résistance
Fonctionnement simple et forme symétrique de l'articulation ;
Les exigences en matière de surface de soudage le nettoyage avant le soudage sont élevés ;
Les exigences en matière de traitement de la face frontale sont élevées, sans quoi il est difficile de garantir la qualité du soudage.
Application du soudage bout à bout par résistance
Il convient au soudage de matériaux à faible teneur en carbone barres d'acier et les tuyaux avec une section de soudure compacte, de faibles exigences de résistance, un diamètre (ou une longueur latérale) inférieur à 20 mm, ou des barres et des tuyaux en métal non ferreux inférieurs à 8 mm (soudage de pièces en forme de barres avec une forme et une taille de face d'extrémité similaires).
3.2 Soudage bout à bout par étincelage
(b) Soudage bout à bout par étincelage
L'élément soudé est assemblé comme un assemblage bout à bout, la puissance est connectée et sa section est progressivement rapprochée du contact local.
Le métal contenu dans la section est fondu et s'envole sous l'effet du chauffage par résistance, formant un éclair.
Lorsque l'extrémité atteint la température prédéterminée dans une certaine plage de profondeur, la force de refoulement est rapidement appliquée pour achever le soudage.
Caractéristiques du soudage bout à bout par étincelage
Moins d'inclusion de scories dans le joint, bonne qualité de soudage et grande résistance du joint ;
Les exigences relatives au nettoyage de la face frontale de l'élément soudé avant le soudage ne sont pas strictes ;
Le soudage bout à bout par étincelage entraîne d'importantes pertes de métal et les bavures du joint après le soudage doivent être traitées et nettoyées. Les conditions de travail sont médiocres.
Application du soudage par étincelage
En principe, tous les matériaux métalliques qui peuvent être coulés peuvent être soudés par soudage bout à bout.
Aluminium, cuivre, titane et d'autres métaux et alliages non ferreux ;
Il peut également souder des joints d'alliages dissemblables.
2.1.6. Brasage
(Brasage au fer à souder)
(Brasage à la flamme)
(Brasage par induction)
Utiliser comme métal d'apport un métal dont le point de fusion est inférieur à celui de l'élément soudé, chauffer l'élément soudé (métal de base) et le métal d'apport à une température supérieure au point de fusion du métal d'apport et inférieure à la température de fusion du métal de base, faire fondre et mouiller le métal de base, remplir l'espace du joint et diffuser avec le métal de base pour former un joint soudéCe procédé s'appelle le brasage.
Procédé de brasage
Fusion de la brasure - la brasure liquide s'écoule dans la fente du joint - diffusion mutuelle entre la brasure et le métal de base - remplissage de la fente - formation du joint après solidification
Caractéristiques du brasage
1) Le point de fusion du métal d'apport est inférieur à celui du métal de base, et le métal de base ne fondra pas pendant le brasage ;
2) La composition du métal d'apport et du métal de base est très différente ;
3) Le métal d'apport fondu est aspiré par mouillage et capillarité et reste dans l'interstice du métal de base ;
4) La liaison métallurgique est formée par la diffusion mutuelle entre la soudure liquide et le métal de base solide.
Avantage du brasage
La structure et les propriétés du métal de base ne changent pas (le métal de base ne fond pas, seul le métal d'apport fond) ;
Équipement simple, investissement de production réduit ;
La température de chauffage est basse, la déformation est faible et le joint est lisse ;
Productivité élevée, possibilité de souder plusieurs pièces et joints en même temps ;
Il peut être utilisé pour souder des métaux différents ou des matériaux dissemblables, sans limitation de la différence d'épaisseur de la pièce.
Inconvénient du brasage
Le joint brasé présente une faible résistance mécanique et une mauvaise résistance à la chaleur.
Classification du brasage
Type/caractéristique
Brasage tendre (étain, plomb)
Brasage (brasures à base de cuivre et d'argent)
Point de fusion de la soudure
≤ 450℃
> 450℃
Caractéristiques de performance
Résistance du joint ≤ 100MPa, basse température de travail
Résistance du joint > 200MPa, température de travail élevée
Application
Il est utilisé pour le soudage d'instruments et de composants conducteurs avec peu de contraintes.
Il est utilisé pour le soudage de composants, d'outils et d'outils avec une grande force.
Application du brasage
Il est principalement utilisé pour la fabrication d'instruments de précision, de composants électriques, de composants en métaux dissemblables et pour le soudage de structures en feuilles complexes, telles que les composants sandwich, les structures en nid d'abeille, etc.
Le soudage par friction est une méthode de soudage par pression qui utilise la chaleur générée par le frottement entre les surfaces de l'élément soudé pour que la face frontale atteigne l'état thermoplastique, puis se soulève rapidement pour achever le soudage.
Soudage par friction-malaxage
Soudage par friction à entraînement continu
Soudage par friction à inertie
Procédé de soudage par friction :
1) Mouvement relatif de l'élément soudé ;
2) Le contact de la face frontale entre les deux pièces soudées produit une chaleur de friction ;
3) Lorsque la section atteint l'état thermoplastique, appuyez rapidement sur la section supérieure pour terminer la soudure.
Avantages du soudage par friction:
Productivité de soudage élevée, 5 à 6 fois supérieure à celle du soudage bout à bout par étincelage ;
Qualité de soudage stable et grande précision dimensionnelle des pièces soudées ;
Faible coût de traitement, économie d'énergie, pas besoin de nettoyage spécial des pièces soudées ;
Facilité de mécanisation et d'automatisation, simplicité d'utilisation ;
Pas d'étincelle, pas d'arc électrique et pas de gaz nocif.
Inconvénient du soudage par friction:
Investissement important ;
Il est difficile de souder des sections non circulaires et la zone de soudage est limitée.
Application du soudage par friction:
Il peut être utilisé pour le soudage de métaux identiques ou différents et de produits en acier différents, tels que les joints de transition entre le cuivre et l'aluminium dans l'industrie de l'énergie électrique, les outils de construction en acier à grande vitesse pour les applications de l'industrie de l'énergie électrique. découpe des métauxles tuyaux serpentins, les valves, les roulements de tracteurs, etc.
La surface à usiner est chauffée par rayonnement laserLa chaleur de surface est dirigée vers la diffusion interne par transfert de chaleur pour faire fondre la pièce et former un bain de fusion spécifique. La soudure est formée après la solidification du bain de fusion.
Avantage du soudage au laser :
Vitesse et efficacité de soudage élevées ;
Haute précision de soudage, faible déformation et contrôle automatique aisé ;
Aucune électrode n'est nécessaire, il n'y a donc pas de pollution des électrodes.
Inconvénient du soudage au laser :
Investissement important, faible puissance et épaisseur soudable limitée ;
Il est difficile d'aligner le point de soudure avec la zone de rassemblement du faisceau laser ;
Solidification rapide de la cordon de soudure peut entraîner une porosité.
Application du soudage au laser :
Il est principalement utilisé pour le soudage de pièces dans les domaines de la fabrication de précision tels que l'aérospatiale, la construction navale, l'automobile et l'industrie électronique.
Pour simplifier, l'arc dans lequel la colonne d'arc est comprimée et l'énergie est fortement concentrée, et le gaz dans la colonne d'arc est entièrement ionisé, est appelé arc à plasma, également appelé arc à compression.
Le gaz est chauffé par l'arc et initialement ionisé. Lorsqu'il traverse la buse refroidie à l'eau à grande vitesse, il est comprimé, ce qui augmente la densité d'énergie et le degré d'ionisation, et forme un arc de plasma.
En raison de la chaleur élevée et de la force de pénétration de l'arc plasma, la pièce à souder au point de soudage est fondue pour former un bain de fusion, ce qui permet de réaliser le soudage de la pièce à souder.
Avantage du soudage à l'arc plasma :
Densité d'énergie élevée, forte directivité de l'arc et forte capacité de pénétration ;
Le rapport profondeur/largeur de la soudure est important et la zone affectée thermiquement est petite ;
Combustion stable de l'arc (stable même lorsque le courant est faible) ;
Le coût du soudage est faible, et lorsque le épaisseur de soudure est petite, il n'y a pas de rainure et il n'est pas nécessaire de remplir le fil ;
Il a un effet de trou de serrure stable et peut mieux réaliser le formage libre du soudage d'un seul côté et des deux côtés.
Inconvénient du soudage à l'arc plasma :
L'équipement est coûteux ;
Faible observabilité de la zone d'action de l'arc ;
L'épaisseur soudable est limitée (généralement moins de 25 mm).
Application du soudage à l'arc plasma :
Il est largement utilisé dans la production industrielle, en particulier dans les secteurs suivants soudage du cuivre et alliages de cuivre, titane et alliages de titane, acier allié, acier inoxydable, molybdène et autres métaux utilisés dans les technologies militaires et industrielles de pointe telles que l'aérospatiale, comme les coques de missiles en alliage de titane, et certains conteneurs à parois minces sur les avions.
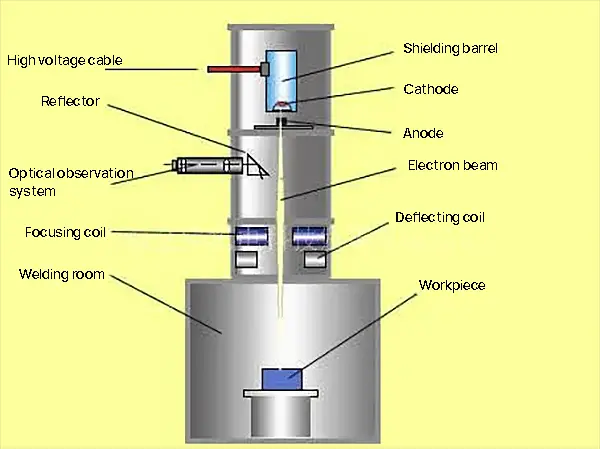
2.2.4 Soudage par faisceau d'électrons
La méthode de soudage utilisant l'énergie thermique générée par le faisceau d'électrons accélérés et focalisés bombardant la pièce soudée placée sous vide ou non est appelée soudage par faisceau d'électrons.
En d'autres termes, la chaleur nécessaire au soudage est générée par le bombardement de l'élément soudé par le faisceau d'électrons.
Procédé de soudage :
1) La cathode du canon à électrons émet des électrons sous l'effet d'un chauffage direct ou indirect ;
2) Sous l'accélération d'un champ électrostatique à haute tension, le faisceau d'électrons à haute densité d'énergie peut être formé en concentrant le champ électromagnétique ;
3) Le faisceau d'électrons à haute densité énergétique bombarde la pièce, et l'énorme énergie cinétique est convertie en énergie thermique pour faire fondre l'élément soudé, former un bain de fusion, puis achever le soudage.
Avantage du soudage par faisceau d'électrons :
Vitesse de soudage rapide et haute efficacité ;
Pas de rainure, pas de fil de soudure, pas de flux, etc ;
Faible consommation d'énergie, zone affectée par la chaleur étroite, faible déformation de la soudure et excellente qualité ;
La capacité de pénétration du faisceau d'électrons est forte, et le rapport profondeur/largeur de la soudure est important, pouvant atteindre 50:1.
Inconvénient du soudage par faisceau d'électrons :
L'équipement est complexe et coûteux ;
La taille et la forme des pièces soudées sont souvent limitées par la chambre à vide ;
Le faisceau d'électrons est facilement perturbé par des champs électromagnétiques parasites, ce qui affecte la qualité du soudage.
Soudage par faisceau d'électrons sous vide
Application du soudage par faisceau d'électrons :
Convient au soudage fin des métaux réfractaires, des métaux actifs et des métaux de haute pureté.
Il est largement utilisé dans le soudage de l'énergie nucléaire, de l'aviation, de l'aérospatiale, de l'automobile, des réservoirs sous pression, de la fabrication d'outils et d'autres domaines industriels.
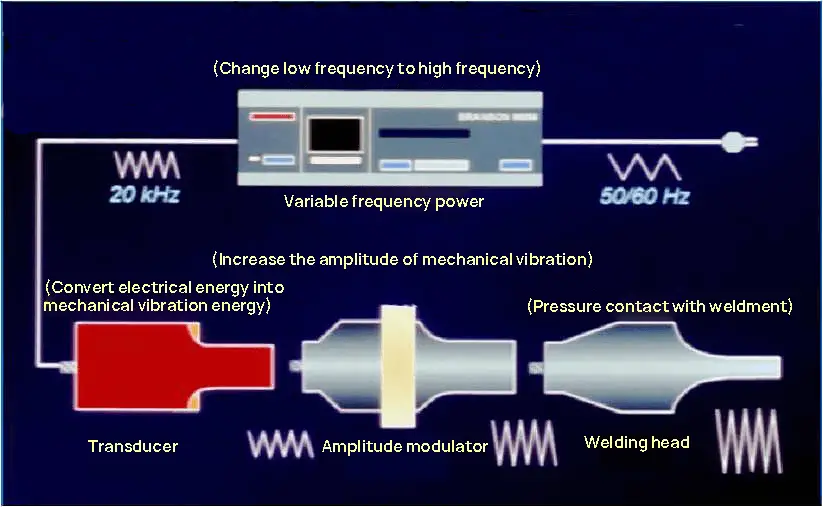
2.2.5 Soudage par ultrasons
Le soudage par ultrasons est une méthode qui utilise l'oscillation à haute fréquence d'une onde ultrasonique pour chauffer et nettoyer localement le joint de la pièce, puis applique une pression pour réaliser le soudage.
Procédé de soudage
1) Du courant alternatif à basse fréquence au courant alternatif à haute fréquence ;
4) Appliquer une pression et la tête de soudage entre en contact avec la pièce à souder.
Avantage du soudage par ultrasons :
Opération facile, vitesse de soudage rapide et efficacité de production élevée ;
Les exigences en matière de propreté de la surface de la pièce ne sont pas élevées ;
Il n'est pas nécessaire d'ajouter de liant, de charge ou de solvant.
Inconvénient du soudage par ultrasons :
Il ne s'applique qu'au soudage de pièces minces telles que les fils, les feuilles, les tôles, les bandes et les feuillards ;
Dans la plupart des cas, la forme conjointe ne peut être qu'une forme lapidaire.
Application du soudage par ultrasons :
Il est applicable au soudage de matériaux à haute conductivité, à haute conductivité thermique et d'une variété de matériaux composites, et est largement utilisé dans le soudage de dispositifs microélectroniques et dans les domaines de finition.
2.2.6 Soudage à haute fréquence
Le soudage à haute fréquence est une méthode qui utilise la chaleur de résistance générée par le courant à haute fréquence dans la pièce pour chauffer la couche superficielle de la zone de soudage de la pièce jusqu'à un état fondu ou presque plastique, puis applique (ou n'applique pas) une force de poussée pour réaliser le collage du métal.
Effet sur la peau : Lorsque le conducteur est soumis à un courant alternatif, la majeure partie du courant ne circule que le long de la surface du conducteur.
Effet de proximité : Lorsqu'un courant haute fréquence circule en sens inverse entre deux conducteurs ou dans un conducteur en mouvement alternatif, le courant se concentre sur le flux proche du conducteur.
Pour simplifier, l'effet de peau est "le courant va à la surface" ; l'effet de proximité est "le raccourci du courant".
Avantage du soudage à haute fréquence :
Vitesse et efficacité de soudage élevées (le courant est fortement concentré dans la zone de soudage) ;
Une large gamme de matériaux soudables peut également être utilisée pour souder des métaux dissemblables ;
Le nettoyage avant le soudage est simple (le soudage par fusion, avec effet de pression, ne nécessite pas de nettoyer la surface du joint).
Inconvénient du soudage à haute fréquence :
La précision de l'assemblage des joints doit être élevée ;
La haute tension et le courant à haute fréquence sont nocifs pour le corps humain et les autres équipements.
Application du soudage à haute fréquence :
Il convient pour soudage de l'acier au carboneacier allié, acier inoxydable, cuivre, aluminium, titane et autres métaux dissemblables.
Il est largement utilisé pour le soudage du joint longitudinal ou du joint en spirale lors de la fabrication de tuyaux.
2.2.7 Soudage par diffusion
Soudage par diffusion désigne la méthode de soudage qui consiste à ajuster étroitement l'élément soudé, à le maintenir sous une certaine température et une certaine pression pendant un certain temps, et à utiliser la diffusion mutuelle des atomes entre les surfaces de contact pour former une connexion.
Procédé de soudage
Modèle de soudage par diffusion en trois étapes
a) Un premier contact difficile b) Phase I : déformation et formation d'interfaces c) Phase II : migration des joints de grains et élimination des micropores d) Phase III : diffusion du volume, élimination des micropores
Affichage physique du soudage
Premier contact
Déformation et formation d'interfaces
Migration des joints de grains et disparition des micropores
Diffusion volumétrique et élimination des micropores
Avantage du soudage par diffusion :
Plusieurs joints peuvent être soudés en même temps ;
La qualité du joint est bonne et aucun usinage n'est nécessaire après le soudage ;
Faible déformation de la pièce soudée (basse pression, chauffage global de la pièce, refroidissement dans le four).
Inconvénient du soudage par diffusion :
Investissement important et coût élevé ;
Temps de soudage long, préparation de la surface longue et laborieuse, et faible productivité ;
Il n'existe pas de méthode fiable de contrôle non destructif de la qualité des soudures.
Application du soudage par diffusion :
Il est applicable au soudage de divers matériaux dissemblables, de matériaux spéciaux et de structures spéciales, et est largement utilisé dans l'aérospatiale, l'électronique, l'énergie nucléaire et d'autres domaines industriels.
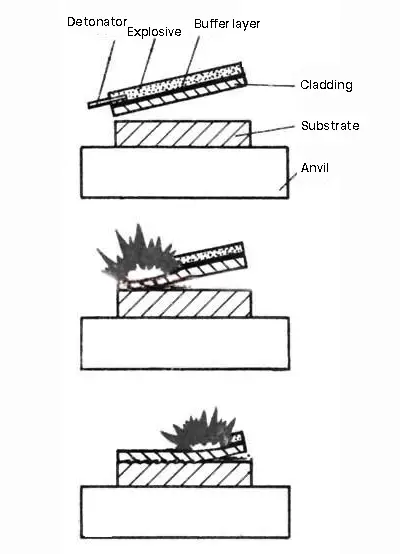
2.2.8 Soudage explosif
Le soudage à l'explosif est une méthode de soudage qui utilise la force d'impact générée par une explosion explosive pour provoquer une collision rapide des pièces à usiner.
Le soudage à l'explosif est également un type de soudage sous pression.
Pour le soudage de petites pièces, la méthode parallèle et la méthode angulaire peuvent être utilisées ;
La méthode parallèle est souvent utilisée pour le soudage de grandes surfaces.
L'écart entre les sections frontales des deux plaques est trop important, ce qui entraîne une accélération excessive de la plaque de revêtement et une énergie d'impact excessive, provoquant des dommages et des fissures sur le bord de la plaque, réduisant ainsi la surface effective de la plaque de revêtement et consommant la plaque.
Avantage du soudage par explosion :
Faible investissement et faible coût ;
Particulièrement adapté aux métaux dissemblables et au soudage de grandes surfaces ;
Le processus est simple, aucun nettoyage complexe n'est nécessaire et l'application est pratique.
Inconvénient du soudage par explosion :
Il ne peut être utilisé que pour le soudage de structures planes ou cylindriques ;
L'exploitation en plein air est peu mécanisée et affecte l'environnement.
Application du soudage à l'explosif :
Convient au soudage de métaux différents, tels que l'aluminium, le cuivre, le titane, le nickel, le tantale, l'acier inoxydable et l'acier au carbone, l'aluminium et l'acier au carbone. soudage du cuivre.
Il est largement utilisé pour le soudage des joints de transition des bus conducteurs, des tubes d'échangeurs de chaleur et des plaques tubulaires, ainsi que pour la fabrication de plaques composites de grande surface.
3. Matériaux de soudage
Qu'est-ce que le matériel de soudage ?
Le nom général des matériaux consommés pendant le soudage est appelé matériaux de soudagetels que baguette de soudage, fil de soudage, poudre métallique, flux de soudage, gaz, etc.
Matériaux de soudage courants
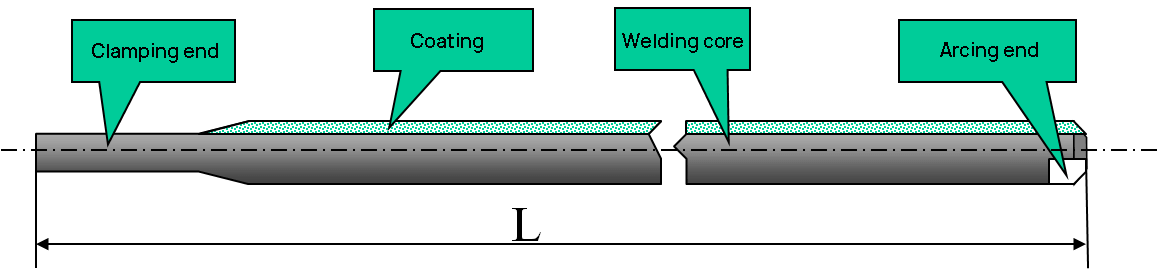
3.1 Baguette de soudure
L'électrode utilisée dans le soudage à l'arc, qui est recouverte d'une couche protectrice, est appelée "électrode".
L'électrode est composée d'une âme de soudage et d'un enrobage.
1. Noyau de soudage
L'âme de l'électrode, recouverte de l'enrobage, est appelée âme de soudage.
Le noyau de soudure a une double fonction : celle d'électrode qui conduit le courant et celle de métal d'apport qui se joint au métal de base fondu pour créer la soudure.
2. Revêtement
Le revêtement est une couche appliquée à la surface du noyau de soudure après que les matières premières, telles que la poudre de minerai, la poudre de ferro-alliage, les matières organiques et les produits chimiques, ont été préparées dans une proportion spécifique.
Fonction de revêtement :
1) Protection mécanique (protection combinée contre les gaz et les scories)
Le gaz et le laitier sont utilisés pour protéger l'air et empêcher tout contact entre les gouttelettes en fusion, le métal en fusion et l'air.
Le laitier solidifié forme une couche protectrice sur la surface de la soudure, ce qui aide à prévenir l'oxydation et la corrosion. nitruration du métal soudé à haute température.
Ce processus permet d'éliminer les éléments nocifs et d'ajouter des éléments d'alliage.
3) Amélioration des performances du processus de soudage (stabilisation de l'arc)
L'arc électrique s'allume facilement et brûle régulièrement, ce qui permet de réduire les projections, d'améliorer la forme de la soudure et d'éliminer facilement le laitier. Ce procédé convient à toutes les positions de soudage.
Composition du revêtement :
Nom
Effet
Matières premières communes
Stabilisateur d'arc
Contient des matériaux faciles à ioniser, ce qui améliore la stabilité de l'arc.
Carbonate de potassium, marbre, silicate de sodium, feldspath, rutile, etc.
Agent expérimental
Formation de scories pour protéger le fondoir et le bain
Ilménite, rutile, marbre, quartzite, mica, etc.
Gazéificateur
Générer du gaz et isoler l'air pour protéger la zone de soudage
Matière organique (amidon, dextrine, sciure de bois, etc.) et carbonate (marbre, dolomie, etc.)
classeur
Faire en sorte que chaque composant du revêtement adhère et adhère autour du noyau.
Silicate de sodium, silicate de sodium et de potassium
Désoxydant
Réduire l'oxydabilité du revêtement et du laitier, et éliminer l'oxygène du métal
Ferromanganèse, ferrosilicium, ferrotitane et aluminium
Agent d'alliage
Les éléments qui compensent la perte permettent d'obtenir les ingrédients nécessaires pour que la peau médicamenteuse ait une certaine plasticité, élasticité et fluidité.
Ferroalliage ou poudre métallique, tels que ferromanganèse, ferrosilicium, ferromolybdène, ferrotitane, etc.
Formant
L'enrobage présente une certaine plasticité, élasticité et fluidité, ce qui facilite le pressage des électrodes et permet d'obtenir une surface lisse sans fissure.
Boue blanche, mica, titane dioxyde de carbone, dextrine, etc.
(1) Plusieurs acides oxydes sont présents dans la peau du médicament, notamment FeO, SiO2et TiO2entre autres.
(2) L'aptitude au traitement est bonne et la formation de la soudure est attrayante avec de fines ondulations.
(3) Le laitier présente une forte oxydation.
(4) Il fonctionne aussi bien en courant alternatif qu'en courant continu.
b. Électrode basique (électrode à faible teneur en hydrogène)
Ccaractéristiques :
(1) La peau du médicament contient des niveaux plus élevés d'oxydes alcalins, tels que le marbre (CaCO3) et la fluorine (CaF2).
(2) Pendant le soudage, le CO2 et HF sont produits, ce qui diminue la teneur en hydrogène de la soudure et lui vaut le surnom d'"électrode à faible teneur en hydrogène".
(3) La soudure se caractérise par une plasticité et une ténacité élevées, bien que sa mise en œuvre et sa forme ne soient pas aussi bonnes que celles de l'électrode acide. En général, on utilise une connexion inversée en courant continu.
2) Classification selon l'utilisation des baguettes de soudure
Électrodes pour acier de construction, électrodes pour acier résistant à la chaleur, électrodes pour acier inoxydable, électrodes de surfaçage, électrodes pour acier à basse température, électrodes pour fonte, électrodes pour nickel et alliages de nickel, électrodes pour cuivre et alliages de cuivre, électrodes pour aluminium et alliages d'aluminium, et électrodes à usage spécifique.
3) Classification selon la composition chimique de la peau des médicaments
Électrode d'oxyde de titane, électrode de titanate de calcium, électrode d'ilménite, électrode d'oxyde de fer, électrode de cellulose, électrode à faible teneur en hydrogène, électrode de graphite et électrode de base.
Modèle
Le type de baguette de soudure est déterminée sur la base de la norme nationale relative aux baguettes de soudure et constitue un moyen d'exprimer les caractéristiques principales de la baguette de soudure à réaction.
Le modèle de baguette de soudure comprend les significations suivantes : type de baguette de soudure, caractéristiques de la baguette de soudure (type de métal de base, température de service, composition chimique du métal déposé, résistance à la traction, etc. puissance de soudage source.
Grade
La qualité des baguettes de soudure fait référence à la classification spécifique des produits de baguettes de soudure en fonction de leur utilisation prévue et de leurs caractéristiques de performance.
Les électrodes de soudage sont classées en dix catégories, notamment les électrodes pour acier de construction, les électrodes pour acier résistant à la chaleur et les électrodes pour acier inoxydable.
Comment déterminer si le cordon de soudure utilisé est raisonnable ?
Pour déterminer la pertinence du choix de la baguette de soudage, il convient de l'évaluer sur la base de ses indicateurs de performance technique.
Indice de performance des processus
1) Stabilité de l'arc
L'arc est facile à allumer et le degré de stabilité de la combustion (pas de rupture d'arc, de dérive, de coupure du biais magnétique, etc.
2) Formation de la soudure
Un bon formage signifie que la surface est lisse, que l'ondulation est fine et belle, et que la forme géométrique et la taille de la soudure sont correctes.
3) Adaptabilité du soudage à différentes positions
Adaptation au soudage dans toutes les positions - toutes les électrodes peuvent être utilisées pour le soudage à plat, mais certaines électrodes ne conviennent pas pour le soudage horizontal, le soudage vertical et le soudage à l'arc. soudage en hauteurPar conséquent, leurs performances en matière de soudage toutes positions sont médiocres.
4) Éclaboussures
Les particules de métal qui s'échappent des gouttelettes ou du bain de fusion pendant le soudage sont appelées éclaboussures.
Taux d'éclaboussures = Masse des éclaboussures/(Qualité de la baguette avant le soudage - Qualité de la baguette après le soudage)*100%
5) Propriété de décrassage
Il s'agit de la difficulté d'éliminer les coquilles de laitier de la surface de la soudure après le soudage.
6) Vitesse de fusion de la baguette de soudage
Il s'agit de la qualité et de la longueur du noyau fondu par unité de temps lors de l'application de l'électrode.
7) Rougeur du revêtement de l'électrode
Il s'agit du phénomène suivant : lorsque l'électrode est utilisée dans la seconde moitié, l'enrobage devient rouge, se fissure ou tombe en raison de la température élevée de l'enrobage.
8) Fumées de soudage
Principe de sélection des baguettes de soudure
a. Le principe de résistance égale stipule que la résistance à la traction du métal déposé par l'électrode choisie doit être égale ou similaire à celle du métal de base à souder.
b. Le principe de la ténacité égale stipule que la ténacité du métal déposé par l'électrode choisie doit être égale ou similaire à celle du métal de base à souder.
c. Le principe de composition égale stipule que la composition chimique du métal déposé à partir de l'électrode choisie doit être conforme ou proche de celle du métal de base.
Utilisation et stockage de la baguette de soudure
1. Séchage de la baguette de soudure
La baguette de soudage est susceptible d'absorber l'humidité de l'atmosphère, ce qui peut avoir un impact négatif sur ses performances et la qualité de la soudure.
Il est donc important de sécher la baguette de soudure (en particulier les baguettes de soudure alcalines) avant de l'utiliser.
En règle générale, la température de séchage d'une électrode acide se situe entre 75 et 150 °C et doit être maintenue à cette température pendant 1 à 2 heures.
Pour une électrode alcaline, la température de séchage doit être comprise entre 350 et 400 °C et doit être maintenue à cette température pendant 1 à 2 heures.
Il est important de noter que le temps de séchage cumulé des baguettes de soudure ne doit pas dépasser 3.
2. Stockage des baguettes de soudure
1) Les baguettes de soudage doivent être organisées et stockées par type, modèle et spécifications afin d'éviter toute confusion.
2) La zone de stockage doit être bien ventilée et maintenue sèche.
3) Les électrodes à faible teneur en hydrogène, qui sont essentielles pour les structures de soudage critiques, doivent être stockées dans un entrepôt spécial dont la température est supérieure à 5°C et dont l'humidité relative ne dépasse pas 60%.
4) Pour éviter les dégâts dus à l'humidité, les baguettes de soudure doivent être placées sur un support en bois à une distance minimale de 0,3 mètre du sol et des murs.
3.2 Fil de soudure
Le secteur du soudage a connu des avancées technologiques constantes, qui ont entraîné une augmentation de la mécanisation et de l'automatisation. Cela a permis d'accroître l'efficacité de la production, d'améliorer l'efficacité de la production et de réduire les coûts de production. qualité du soudageet de meilleures conditions de travail.
Pour faire progresser la mécanisation et l'automatisation du soudage, les fils de soudage sont utilisés comme matériau de soudage.
Comment appelle-t-on les fils de soudure en termes de matériaux de soudage ?
Le fil utilisé comme métal d'apport ou pour conduire l'électricité pendant le soudage est appelé fil de soudage.
Classification des fils de soudure
a. Classification selon la méthode de fabrication et la forme du fil de soudure
Il existe deux types de fils : les fils pleins et les fils fourrés.
b. Classification selon la méthode de soudage applicable
Il peut être divisé en fils de soudage à l'arc submergé, soudage sous protection gazeuse fil de soudure, fil de soudure sous laitier, fil de soudure de surface et fil de soudure au gaz.
c. Classification selon les propriétés des matériaux métalliques à souder
On distingue le fil à souder en acier au carbone, le fil à souder en acier faiblement allié, le fil à souder en acier inoxydable, le fil à souder en alliage à base de nickel, le fil à souder en fonte et le fil à souder en alliage spécial.
d. Classés par cuivrage ou non
Fils cuivrés et fils non cuivrés.
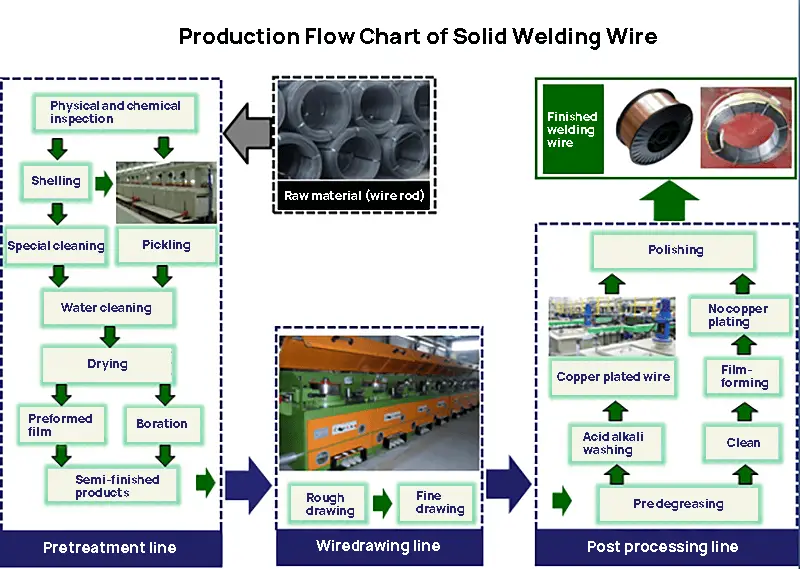
1. Quel type de fil de soudure est appelé fil de soudure solide ?
Le fil est directement étiré jusqu'au diamètre du fil cible. Le fil de soudure sans poudre est appelé fil de soudure solide.
1.1 Processus de production du fil de soudure solide
1.2 Modèle de fil de soudure solide
1.3 Marque du fil de soudure solide
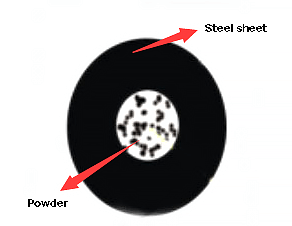
2. Quel type de fil de soudage est un fil fourré ?
La bande d'acier mince est laminée en différentes formes sectionnelles, remplie de poudre, puis étirée en un type de fil de soudure appelé fil fourré.
La poudre remplie est appelée noyau, et son effet est similaire à celui de l'enrobage de l'électrode.
2.1 Modèle de fil fourré
2.2 Marque du fil fourré
Selon la structure du fil, le fil fourré peut être divisé en deux catégories : avec et sans soudure.
Le fil fourré sans soudure peut être plaqué de cuivre, avec de bonnes performances et un faible coût, ce qui est devenu l'orientation du développement à l'avenir.
2.3 Processus de production du fil fourré
Pour la production de fil fourré de soudure, la "méthode de la bande d'acier" est couramment utilisée ;
Pour la production de fils fourrés sans soudure, la "méthode du tube d'acier" est couramment utilisée.
a. Méthode du feuillard d'acier
b. Méthode du tube d'acier
3. Avantages et inconvénients du fil fourré (par rapport au fil plein)
Avantages :
Peu de projections, vitesse de dépôt rapide et efficacité de production élevée.
Soudage de divers aciers avec une forte capacité d'adaptation.
Bonne performance du processus et belle formation de la soudure.
Un courant de soudage important peut être utilisé pour le soudage dans toutes les positions.
La surface du fil de soudure est sujette à la rouille et la poudre est susceptible d'absorber l'humidité.
L'alimentation en fil pendant le processus de soudage est plus difficile que l'utilisation d'un fil solide, ce qui entraîne une grande quantité de fumée.
3.3 Flux
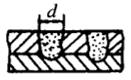
Cette image illustre le processus de soudage à l'arc submergé.
Remarquez-vous le "sable" sur le dessus ?
Il s'agit d'un matériau de soudage essentiel, connu sous le nom de flux, dans le processus de soudage à l'arc submergé.
Qu'est-ce qu'un flux ?
Le flux est un matériau granulaire qui fond pour former du laitier et du gaz pendant le soudage et qui joue un rôle protecteur et métallurgique dans le métal en fusion.
Il peut être classé en trois catégories : Arc immergé Flux de soudageFlux de soudage sous laitier électroconducteur et flux de surfaçage.
(2) Classification par méthode de fabrication
Il peut être divisé en deux catégories : le flux de fusion et le flux de non fusion.
(3) Classification selon l'alcalinité des scories
Ils peuvent être classés en trois catégories : le flux acide, le flux neutre et le flux basique.
a. Flux de fusion
Le fondant est créé en faisant fondre divers ingrédients dans une proportion précise dans un four. Le mélange est ensuite granulé, séché et tamisé tout en étant refroidi à l'eau.
Ccaractéristiques :
1) Il n'est pas difficile d'absorber l'humidité et il n'est généralement pas nécessaire de le sécher avant de l'utiliser.
2) Le flux qui n'a pas fondu peut être réutilisé.
3) Après avoir été fondu, il est refroidi rapidement et prend souvent la forme d'un verre.
4) Seule une quantité limitée d'éléments d'alliage peut être ajoutée au flux dans le bain de fusion, car une grande quantité ne peut pas être transférée.
Flux de fusion
Principaux composants :
SiO2:40~44% ;
MnO:32~38% ;
CaF2:3~7% ;
CaO:≤8%.
b. Flux non fondu
Le fondant est obtenu en mélangeant diverses poudres selon une formule spécifique, en ajoutant un liant pour former des particules d'une taille spécifique, puis en les cuisant ou en les frittant.
Le flux de collage est un type de flux cuit à basse température (moins de 400 ℃).
Le flux fritté, quant à lui, est produit par frittage du flux à des températures élevées (700 à 1000 ℃).
Ccaractéristiques :
1) L'absorption d'humidité est relativement élevée et le produit doit être séché à nouveau avant d'être utilisé.
2) Facile à fabriquer et hautement applicable.
Flux fritté
Composant essentiel(SJ101):SJ102
SiO2+TiO2:20~30% , 10~15%
CaO+MgO:25~35%, 35~45%
Al2O3+MnO:20~30%, 15~25%
CaF2:15~25%, 20~30%
Classification selon l'alcalinité des scories:
(1) Flux acide (alcalinité B<1,0)
Le laitier est principalement composé d'oxydes acides et présente d'excellentes performances de soudage, ce qui se traduit par une formation de soudure visuellement attrayante. Cependant, le métal soudé a une teneur élevée en oxygène, ce qui se traduit par une résistance aux chocs à basse température.
(2) Flux neutre (alcalinité 1,0 ~ 1,5)
La composition du métal déposé est similaire à celle du fil de soudure, avec une teneur en oxygène réduite dans le métal soudé.
(3) Flux alcalin (alcalinité B>1,5)
Les principaux composants du laitier sont les oxydes alcalins et le fluorure de calcium. Le métal soudé se caractérise par une faible teneur en oxygène, une grande résistance aux chocs et de bonnes propriétés de traction.
3.4 Soudure
Les projets scientifiques et technologiques modernes et de pointe, tels que les radiateurs d'ailerons d'avions, les coques de fusées, les tuyères de moteurs et autres, exigent tous une grande précision et une grande netteté et ne peuvent tolérer aucun défaut. Presque tous les produits doivent être d'une qualité irréprochable.
Brasage est largement utilisée dans ces domaines en raison de ses avantages : faible impact thermique, haute précision, large applicabilité et grande efficacité de soudage. Elle permet d'assembler des pièces multiples, complexes et de haute précision.
Le métal d'apport joue un rôle crucial dans le processus de brasage. processus de brasage.
Afin de réaliser la combinaison de deux matériaux (ou pièces), le métal d'apport ajouté dans ou à côté de la fente est appelé métal d'apport.
1. Quelles sont les exigences en matière de métal d'apport ?
(1) Un point de fusion approprié (quelques dizaines de degrés de moins que le métal de base) ;
(2) Excellente mouillabilité ;
(3) Complètement dissous et intégré au métal de base ;
(4) Une composition uniforme et stable ;
(5) Il est rentable et sûr (il contient moins de métaux précieux et de métaux toxiques).
2. Classification des métaux d'apport
1) Classification selon le point de fusion
La "soudure tendre" (également appelée "soudure fusible") désigne les soudures dont le point de fusion est inférieur à 450°C, notamment la soudure étain-plomb, la soudure cadmium-argent et la soudure plomb-argent, entre autres.
Le "métal d'apport pour le brasage" (également appelé "métal d'apport réfractaire") désigne les matériaux d'apport pour le brasage dont le point de fusion est supérieur à 450°C, notamment les matériaux d'apport pour le brasage à base d'aluminium, de cuivre, d'argent et de nickel, entre autres.
2) Classification par principaux composants chimiques
Selon les principaux éléments métalliques de soudure, elle est appelée soudure à base de ×, comme la soudure à base de brasure, la soudure à base de zinc, etc.
3) Trier par forme
Il peut s'agir d'un fil, d'une tige, d'une feuille, d'un film, d'une poudre ou d'une soudure de forme spéciale (telle que la soudure annulaire ou la soudure en pâte).
3. Application du métal d'apport
(1) Soudure tendre
Il est principalement utilisé pour le soudage de pièces soumises à de faibles contraintes et à de basses températures de fonctionnement, telles que la connexion de divers fils électriques et la soudure d'instruments, de composants d'instruments et d'autres circuits électroniques.
(2) Métal d'apport pour le brasage
Il est principalement utilisé pour souder des pièces soumises à une force importante et à une température de travail élevée, telles que les cadres de bicyclettes et les fraises en carbure, forage mors et autres pièces mécaniques.
3.5 Flux
Afin d'obtenir une meilleure joint de soudureIl est donc nécessaire d'adapter raisonnablement le flux de brasage aux différents métaux d'apport à utiliser conjointement comme matériaux de soudage dans le processus de brasage.
1. Qu'est-ce qu'un flux ?
Le flux utilisé dans le brasage est appelé flux de brasage, y compris la pâte, la poudre, etc.
2. Quelle est la fonction du flux ?
1) Éliminer les couches d'oxyde de la surface de la soudure et du métal de base.
2) Améliorer la capacité de la soudure liquide à mouiller les pièces soudées.
3) Empêcher l'oxydation de l'élément soudé et de la brasure liquide pendant le processus de brasage.
3. Exigences en matière de flux
1) S'assurer que la capacité est suffisante pour éliminer les oxydes de la surface du métal de base et du métal d'apport.
2) Le point de fusion et la température active minimale du flux de brasage doivent être inférieurs au point de fusion du métal d'apport.
4) Les substances volatiles contenues dans le flux doivent être non toxiques.
5) Le flux et ses résidus doivent présenter une corrosion minimale de la soudure et du métal de base et doivent pouvoir être facilement enlevés.
4. Classification des flux
1) Flux de soudure doux
Les flux de brasage utilisés pour le brasage à des températures inférieures à 450 ℃ peuvent être divisés en deux types : inorganiques et organiques.
a. Soudure tendre inorganique (soudure tendre corrosive) - Elle est composée de sels inorganiques et d'acides et possède une forte activité chimique et une grande stabilité thermique. Ce type de soudure favorise efficacement le mouillage de la soudure liquide sur le métal de base, mais ses résidus ont un fort effet corrosif.
b. Flux de brasage organique (flux de brasage non corrosif) - Son activité chimique est relativement faible et ne corrode pas le métal de base. La colophane, les amines et les halogénures organiques sont des exemples de flux de brasage non corrosifs.
2) Flux de brasage
Le flux utilisé pour le brasage à des températures supérieures à 450 ℃ a une viscosité élevée et nécessite une activation à haute température.
Il doit être utilisé à des températures supérieures à 800 ℃, et ses résidus sont difficiles à éliminer.
Les flux de brasage courants comprennent le borax, l'acide borique et leurs mélanges. L'ajout de fluorure et de chlorure de métaux alcalins et alcalino-terreux aux borures peut améliorer la mouillabilité des flux de brasage à base de borax et d'acide borique, favoriser l'élimination des oxydes et abaisser la température de fusion et d'activation des flux de brasage.
3.6 Gaz
Gaz de soudage désigne principalement le gaz protecteur utilisé dans les procédés de soudage sous protection gazeuse, tels que le soudage sous protection gazeuse au CO2 et le soudage sous protection gazeuse inerte, ainsi que le gaz utilisé dans le soudage et le coupage sous gaz.
Lors du soudage, le gaz de protection sert non seulement à protéger la zone de soudage, mais aussi à produire l'arc électrique.
Soudage au gaz et le découpage sont généralement effectués à l'aide d'une flamme à haute température générée par la combustion de gaz, qui fournit une source de chaleur concentrée.
1. Gaz de protection courants
Gaz émotionnel
Gaz moléculaire
Gaz composé
Argon, ammoniac
Oxygène, azote, hydrogène
dioxyde de carbone
2. Gaz courants pour le soudage et le coupage au gaz
En d'autres termes, la combustion favorise la production de gaz (O2) et les gaz combustibles (acétylène C2H2).
3. Caractéristiques et utilisation des gaz de soudage courants
Gaz
Symbole
Principales propriétés
Application dans le domaine du soudage
dioxyde de carbone
CO2
Il possède des propriétés chimiques stables, ne brûle pas et ne favorise pas la combustion, peut être décomposé en C0 et 0 à haute température et présente une certaine oxydabilité pour les métaux. Il peut liquéfier le CO2 liquide, absorber beaucoup de chaleur lors de l'évaporation et se solidifier en CO2 solide, communément appelé glace sèche.
Le fil de soudage peut être utilisé comme gaz de protection pendant le soudage, comme le soudage sous protection gazeuse au CO2 et le soudage sous protection gazeuse au C02+O2, C02+A et autres gaz mixtes.
argon
Ar
Gaz émotionnel, sans propriété chimique active, ne réagissant pas avec d'autres éléments à température ambiante et à haute température.
Comme gaz protecteur pour la protection mécanique pendant le soudage à l'arc, soudage plasma et le découpage
oxygène
O2
Gaz incolore, favorisant la combustion, très actif à haute température, directement combiné à divers éléments. Pendant le soudage, l'oxygène oxyde éléments métalliques lorsqu'il entre dans le bassin de fusion, ce qui jouera un rôle néfaste
Il peut atteindre des températures extrêmement élevées lorsqu'il est mélangé à des gaz combustibles pour le soudage et le coupage, tels que la flamme oxygène-acétylène et la flamme hydrogène-oxygène. Mélanger avec de l'argon, du dioxyde de carbone, etc. en proportion, et effectuer un soudage sous protection gazeuse mixte.
B rapide
CH2
Communément appelé carbure de calcium gazeux, il est moins soluble dans l'eau, soluble dans l'alcool et largement soluble dans l'acétone. Il se mélange à l'air et à l'oxygène pour former un mélange gazeux explosif. Il brûle dans l'oxygène et émet une température élevée et une forte lumière.
Il peut brûler, n'est pas actif à température normale et est très actif à haute température. Il peut être utilisé comme agent réducteur pour les minerais métalliques et les oxydes métalliques. Il peut être fondu dans le métal liquide pendant le soudage et précipité lors du refroidissement, ce qui facilite la formation de pores.
Lors du soudage, il peut être utilisé comme gaz de protection réducteur, mélangé à l'oxygène pour la combustion, et peut être utilisé comme source de chaleur pour le soudage au gaz.
l'azote
N2
La propriété chimique n'est pas active, et il peut être directement combiné avec l'hydrogène et l'oxygène à haute température. Il est dangereux de pénétrer dans le bain de fusion pendant le soudage. Il ne réagit pas fondamentalement avec le cuivre et peut être utilisé comme gaz protecteur.
Lors du soudage à l'arc à l'azote, l'azote est utilisé comme gaz de protection pour souder le cuivre et l'acier inoxydable. L'azote est également couramment utilisé dans le plasma coupe à l'arc comme gaz protecteur externe
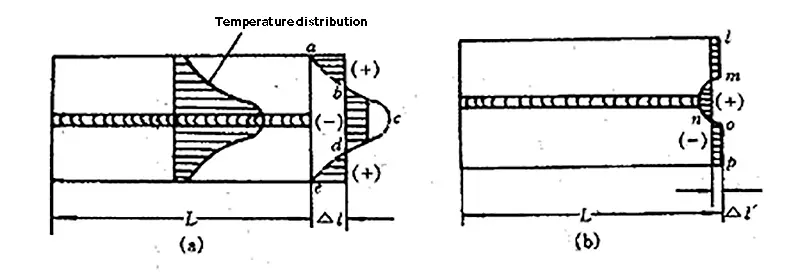
L'apport de chaleur de la soudure bout à bout est plus élevé que celui de l'Ar pur.
N2
99,9% pureté
élevé
différence
différence
Produire de la porosité et du nitrure dans l'acier
Plat
–
4. Application des gaz mixtes au soudage
1)Ar + He
Il peut améliorer pénétration de la soudureLa production d'électricité peut être réduite, la porosité diminuée et l'efficacité de la production améliorée.
Il peut être utilisé sur le cuivre, l'aluminium et leurs alliages, ainsi que sur le titane, le zirconium et d'autres métaux.
2)Ar + H2
L'ajout d'hydrogène peut augmenter la température de l'arc, accroître l'apport de chaleur au métal de base et réduire la formation de porosité CO.
Le gaz mélangé est un agent réducteur et est idéal pour le soudage du nickel et de ses alliages, ainsi que des tuyaux en acier inoxydable.
3)Ar + N2
Pour augmenter la température de l'arc, il faut ajouter du N2. Un léger ajout de N2 peut améliorer la rigidité de l'arc et la formation de la soudure.
Cette technique convient au soudage des métaux non ferreux, tels que cuivre et aluminium.
4)Ar + O2
La teneur en oxygène dans Ar+O2 (faible teneur) est de l'ordre de 1-5%, ce qui améliore la mouillabilité de la solution, minimise la porosité et stabilise l'arc. Cette méthode convient pour soudage de l'acier inoxydabley compris l'acier à faible teneur en carbone et l'acier faiblement allié.
Ar+O2 (haute teneur) a une teneur en oxygène d'environ 20%, ce qui augmente l'efficacité de la production, réduit la porosité et améliore la résistance à l'impact des soudures. Cette méthode convient au soudage de l'acier au carbone et de l'acier de construction faiblement allié.
5)Ar + CO2
Arc stable, éclaboussures minimes, transfert axial simple à réaliser, formation optimale de la soudure et large éventail d'applications (convient à la fois au transfert par pulvérisation et au transfert en court-circuit).
6)Ar + CO2 + O2
Il a été confirmé que le mélange gazeux optimal pour le soudage de produits à faible teneur en carbone et à faible teneur en acier allié est composé de 80% d'argon, 15% de dioxyde de carbone et 5% d'oxygène. Ce mélange donne d'excellents résultats en termes de formation de la soudure, de qualité du joint, de transfert de métal et de stabilité de l'arc, et est très satisfaisant.
7)CO2 + O2
Taux de dépôt élevé, pénétration profonde, faible teneur en hydrogène dans le métal soudé, soudage puissant avec des spécifications de courant élevées, arc stable et éclaboussures minimales.
Défauts de soudage courants
1. Défaut de forme de la soudure (Fig. 6-1)
6-1
2. Taille de la soudure non qualifiée (Fig. 6-2)
6-2
3. Contre-dépouille (Fig. 6-3)
6-3
Une rainure créée le long du pied ou de la racine d'une soudure.
1) Courant de soudage excessif ;
2) L'arc de soudage est trop long ;
3) L'angle de l'électrode est incorrect.
4. Pénétration incomplète (Fig. 6-4)
6-4
Pénétration incomplète de la racine du joint pendant le soudage.
1) Taille de la rainure incorrecte ;
2) Mauvaise sélection des paramètres du processus de soudage ;
3) L'électrode s'écarte du centre de la rainure ou l'angle est incorrect.
5. Pas de fusion (Fig. 6-5)
6-5
Fusion et liaison incomplètes entre le métal soudé et le métal de base ou cordon de soudure métal.
1) Le courant de soudage est trop faible ou le courant de soudage est trop faible ou le courant de soudage est trop faible. vitesse de soudage est trop élevé ;
2) Nettoyage non qualifié avant le soudage ;
3) L'électrode s'écarte du centre de la soudure.
6. Cratère (Fig. 6-6)
6-6
Dépression formée à l'extrémité d'une soudure ou d'un joint.
7. Traversée (Fig. 6-7)
6-7
Pendant le soudage, le métal en fusion s'écoule par l'arrière de la rainure pour former une perforation.
8. Chevauchement (Fig. 6-8)
Nodule de métal formé lorsque le métal en fusion s'écoule vers le métal de base non fondu à l'extérieur de la soudure.
9. Inclusion et inclusion des scories
Scories ou non métallique impuretés laissées dans la soudure après le soudage.
10. Orifice d'aération (Fig. 6-10)
Trou formé par le gaz restant dans la soudure après le soudage.
Source de gaz formant le pore :
1) Air extérieur ;
2) L'humidité ;
3) Contamination de l'huile et impuretés.
11. Fissures de soudure (Fig. 6-11)
(1) Selon la position de soudage
(2) Selon la direction de la fissure
① La fissure longitudinale est parallèle à la soudure
② Fissure transversale perpendiculaire à la soudure
(3) Selon les conditions de formation des fissures
② Une fissure refroidie en dessous de la température de transformation martensitique
③ Fissure de réchauffage
④ Fissures en forme d'échelle le long de la direction de laminage de la plaque en raison de la déchirure lamellaire
12. Éclaboussures
En ce qui concerne le CO2 la majeure partie du métal fondu du fil de soudage est transférée dans le bain de soudure, mais une partie s'échappe et forme des éclaboussures. Lorsque l'on utilise un fil de soudure épais pour le soudage au CO2soudage sous protection gazeuse avec des paramètres importants, les éclaboussures peuvent devenir particulièrement sévères, avec un taux aussi élevé que 20%.
Il en résulte une incapacité à effectuer un soudage normal. Les éclaboussures sont nuisibles, car elles diminuent l'efficacité du soudage, ont un impact sur la qualité de la soudure et créent de mauvaises conditions de travail.
Risque d'éclaboussures
La perte de métal dans le CO2 Le soudage sous protection gazeuse peut représenter entre 10% et 30-40% du métal fondu provenant du fil de soudage. La perte idéale est contrôlée à 2-4%.
Cette perte a plusieurs conséquences négatives :
Elle augmente la consommation de fil de soudage et d'électricité, ce qui réduit l'efficacité et augmente les coûts.
Le métal projeté peut obstruer la buse de contact et la buse, ce qui entraîne des problèmes d'alimentation et nuit à la stabilité de l'arc, tout en réduisant l'effet protecteur de la lampe à incandescence. gaz de protection et la qualité de la soudure.
Le métal éclaboussé doit être nettoyé après le soudage, ce qui augmente le nombre d'heures de travail.
Les projections peuvent même brûler les vêtements et la peau du soudeur, ce qui rend l'environnement de travail dangereux.
La prévention et la réduction des éclaboussures de métal sont des éléments cruciaux dans la gestion des émissions de CO2 le soudage sous protection gazeuse.
Mesures visant à réduire les éclaboussures
(1) Sélection correcte des paramètres du processus
Il existe une corrélation entre le taux de projections et le courant de soudage pour chaque diamètre de fil de soudage dans le soudage à l'arc au CO2. Dans la zone de faible courant (zone de transition de court-circuit), le taux de projections est faible. Lorsque le courant entre dans la zone de courant élevé (zone de transition des particules fines), le taux de projections diminue à nouveau. Cependant, le taux de projections est le plus élevé dans la zone intermédiaire.
Le taux de projections est faible lorsque le courant de soudage est inférieur à 150A ou supérieur à 300A, et il est élevé entre ces deux valeurs. Pour minimiser le taux de projections, il est préférable d'éviter de sélectionner des courants de soudage dans cette zone de taux de projections élevé.
Une fois que le courant de soudage a été déterminé, la tension appropriée doit être choisie pour garantir le taux de projections le plus bas possible.
Angle du pistolet de soudage :
La quantité de projections est minimale lorsque le pistolet de soudage est tenu verticalement. Lorsque l'angle d'inclinaison du pistolet augmente, le taux de projections augmente également. Il est recommandé de ne pas incliner le pistolet de soudage vers l'avant ou vers l'arrière de plus de 20 degrés.
Longueur d'extension du fil de soudage :
Le taux de projections est également influencé par la longueur d'extension du fil de soudage. Il est préférable de garder la longueur du fil de soudage aussi courte que possible pour minimiser les projections.
(2) Choisir le matériau du fil de soudage et la composition du gaz de protection appropriés.
Par exemple :
Pour minimiser la production de gaz CO pendant le soudage, il est conseillé de choisir un fil de soudage en acier ayant une faible teneur en oxygène. teneur en carbone autant que possible.
L'expérience montre que lorsque le teneur en carbone dans le fil de soudure est réduit à 0,04%, les éclaboussures peuvent être réduites de manière significative.
Optez pour du fil de soudure tubulaire lorsque vous soudez.
Le noyau de flux du fil tubulaire de soudage comprend des désoxydants et des stabilisateurs d'arc, ce qui permet de protéger les joints du laitier gazeux, de rendre le processus de soudage plus stable et de réduire considérablement les éclaboussures. Le taux de projections de métal du fil fourré est d'environ un tiers de celui du fil plein.
(3) CO2 est utilisé comme gaz de protection pendant le soudage à l'arc long.
Bien qu'il soit possible de réduire le taux de projections en sélectionnant correctement les paramètres de spécification et en utilisant la méthode de l'arc submergé, la quantité de projections produites reste importante.
L'incorporation d'une certaine quantité d'argon (Ar) dans le dioxyde de carbone (CO2) est la méthode la plus efficace pour réduire les projections de métal causées par le soudage excessif de particules.
Les propriétés physiques et chimiques du CO2 sont modifiées lorsque de l'argon est ajouté au mélange.
Au fur et à mesure que la proportion de gaz Argon augmente, la quantité d'éclaboussures diminue progressivement.
Les émissions de CO2Le gaz mixte +Ar ne réduit pas seulement les projections mais améliore également la formation de la soudure, influençant la pénétration, la hauteur et le renforcement de la soudure.
Lorsque la teneur en argon atteint 60%, la taille des gouttelettes de transfert peut être sensiblement réduite et un transfert uniforme de la pulvérisation peut être obtenu, améliorant ainsi les caractéristiques de transfert des gouttelettes et réduisant les éclaboussures de métal.
Diagramme des défauts de soudure
1. Échelle de soudure
Méthode de réparation
Surface de soudure après décalaminage
2. Trou d'air
Méthode de réparation : Meuler et enlever la soudure et la ressouder.
3. Cratère Trou d'air en forme d'aiguille
4. Trou d'air (trou de sable)
5. Cavité de retrait
6. Fissure d'extrémité/fissure de soudure
7. Apparition de mauvaises soudures
8. Chevauchement et flash
9. Découpe
10. Soudure irrégulière
11. Mauvaise apparence
Symbole et marque de soudure
1. Symboles de base
Le symbole de la soudure est composé d'un symbole de base et d'une ligne de repère et, si nécessaire, de symboles supplémentaires, de symboles complémentaires et de symboles indiquant la taille de la soudure.
Le symbole de base représente la forme de la section transversale de la soudure et est similaire au symbole de la forme de la section transversale de la soudure figurant dans le tableau 4-2.
2. Symboles auxiliaires et symboles supplémentaires
Les symboles auxiliaires sont des symboles qui indiquent les caractéristiques de la forme de la surface de la soudure. Ces symboles peuvent être omis s'il n'est pas nécessaire de préciser la forme de la surface de la soudure.
Des symboles supplémentaires sont utilisés pour compléter les symboles qui représentent certaines caractéristiques de la surface de la soudure. Les méthodes de représentation de ces symboles sont indiquées dans le tableau 4-3.
3. Symbole de taille de la soudure
Si la taille de la soudure doit être spécifiée lors de la conception ou de la production, elle est indiquée par le symbole de la taille de la soudure, comme illustré dans le tableau 4-4.
Tableau 4-2 Symboles de base des formes de soudure
Tableau 4-3 Symboles auxiliaires et symboles supplémentaires des soudures
Numéro de série
Nom
Type
Symbole auxiliaire
Expliquer
1
Symbole de l'avion
Indique que la surface de la soudure est affleurante
2
Symbole de la dépression
Indique une dépression de la surface de la soudure
3
Symbole en relief
Indication du renflement de la surface de la soudure
Numéro de série
Nom
Type
Symbole supplémentaire
Expliquer
1
Symbole avec plaque de support
Indique qu'il y a une plaque d'appui au bas de la soudure.
2
Symbole de soudure sur trois côtés
Le sens d'ouverture du symbole des trois soudures latérales doit correspondre au sens réel des trois soudures latérales.
3
Symbole de soudure périphérique
Indique le soudage autour de la pièce
4
Symboles du site
Indique le soudage sur le site ou le chantier de construction
Tableau 4-4 Symboles de taille des soudures
Symbole
Nom
Carte croquis
δ
Epaisseur de la tôle
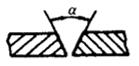
α
Angle de la rainure
b
Dégagement du culot
p
Hauteur de l'arête émoussée
c
Largeur de la soudure
K
Taille des filets
d
Diamètre de la pépite
S
Épaisseur effective de la soudure
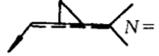
N
Nombre de soudures identiques symbole
K
Taille des filets
R
Rayon de la racine
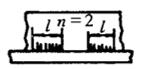
l
Longueur de la soudure
n
Nombre de segments de soudure
H
Profondeur de la rainure
h
Renforcement des soudures
β
Angle de la face de la rainure
4. Chef de file
(1) La ligne de référence est composée d'une ligne fléchée avec une pointe de flèche et de deux lignes de référence (l'une est une fine ligne continue et l'autre une ligne pointillée).
(2) La ligne en pointillés peut être située au-dessus ou au-dessous de la ligne fine en trait plein.
La ligne de référence est généralement parallèle au côté long du cartouche, mais elle peut également être perpendiculaire au côté long du cartouche si nécessaire.
La ligne fléchée est tracée à l'aide d'une fine ligne continue et la flèche pointe vers le cordon de soudure concerné. Si nécessaire, la ligne fléchée peut être pliée une fois.
S'il est nécessaire de décrire la méthode de soudage, un symbole de queue peut être ajouté à la fin de la ligne de référence.
Fig. 4-1 Symbole du chef de soudure
5. Méthode de dimensionnement des soudures courantes
(1) Les dimensions de la section transversale de la soudure sont indiquées sur le côté gauche du symbole de base.
(2) Les dimensions sur la longueur de la soudure sont indiquées à droite du symbole de base.
(3) L'angle de la rainure (α), l'angle de la face de la rainure (β) et l'espace entre les racines (b) sont indiqués au-dessus ou au-dessous du symbole de base.
(4) La même quantité de soudure et le même code de méthode de soudage sont indiqués à la queue.
(5) Si les données dimensionnelles à marquer sont nombreuses et difficiles à distinguer, des symboles dimensionnels correspondants peuvent être ajoutés devant les données pour aider à clarifier l'information.
Tableau 12-1 Symboles de soudure et méthodes de marquage
Type de joint soudé et de rainure
Le commun joints soudés sont l'assemblage en bout, l'assemblage en T, l'assemblage d'angle et l'assemblage à recouvrement, comme le montre la figure.
Le choix des joints soudés repose principalement sur la structure de la soudure, l'épaisseur de l'élément soudé, les exigences de résistance de la soudure et les conditions dans lesquelles la construction a lieu.
Méthode d'étirement spécifiée pour la soudure
La ligne formée après le soudage des pièces est appelée cordon de soudure.
Si une représentation simple de la soudure est nécessaire dans un dessin, elle peut être représentée à l'aide d'une vue, d'une vue en coupe ou d'un diagramme axonométrique.
La méthode spécifique de représentation de la soudure dans un dessin est illustrée dans la figure.
Contraintes et déformations liées au soudage
Le soudage structurel entraîne toujours des déformations et des contraintes.
Pendant le processus de soudage, la déformation et la stress interne générées dans l'élément soudé et qui changent avec le temps sont appelées respectivement déformation transitoire et contrainte transitoire de soudage.
La déformation et la contrainte qui subsistent dans l'élément soudé une fois que la température est revenue à la température ambiante après le soudage sont appelées respectivement déformation résiduelle de soudage et contrainte résiduelle de soudage.
3.1 Causes des tensions et déformations dues au soudage
La cause première des tensions et des déformations dues au soudage est le chauffage et le refroidissement inégaux de la zone de soudure.
Au cours du processus de soudage, l'élément soudé est chauffé localement, ce qui entraîne une déformation due à la caractéristique du métal de se dilater et de se contracter.
Toutefois, le tôle d'acier est une pièce solide, et cette expansion ne peut pas se produire librement.
La fin de la tôle d'acier ne peut se dilater uniformément que d'une quantité de Δι.
Contraintes et déformations lors du soudage bout à bout d'une plaque plate
(a) Pendant le soudage ; (b) Après le soudage.
Pendant le refroidissement, le métal proche de la soudure a subi une déformation plastique permanente par compression pendant le soudage et est également limité par le métal des deux côtés.
Afin de maintenir la cohérence globale, Δι' est réduit uniformément, ce qui génère une certaine tension élastique dans la zone de soudure et une certaine compression élastique dans le métal des deux côtés.
Il en résulte une contrainte de traction dans la zone de soudure et le métal environnant, et une contrainte de compression dans le métal des deux côtés.
La contrainte dans l'élément est en équilibre. On peut observer qu'après soudage bout à bout une plaque plate, la longueur de Δι' est plus courte qu'elle ne l'était avant le soudage.
Dans le même temps, une contrainte de traction est générée dans la zone de soudure et le métal des deux côtés, loin de la soudure, subit une contrainte de compression.
En d'autres termes, la contrainte et la déformation de soudage sont maintenues à la température ambiante et sont appelées contrainte et déformation résiduelles de soudage.
3.2 Répartition, influence et élimination des contraintes résiduelles de soudage
Les contraintes de soudage peuvent être divisées en quatre catégories : les contraintes thermiques, les contraintes de retenue, les contraintes de changement de phase et les contraintes résiduelles de soudage. La contrainte résiduelle de soudage est souvent très élevée.
Dans les structures avec des soudures épaisses, la contrainte résiduelle de soudure peut généralement atteindre la valeur de limite d'élasticité de la matière.
1. Classification des contraintes de soudage
(1) Contrainte longitudinale : Contrainte le long de la longueur de la soudure.
(2) Contrainte transversale : Contrainte perpendiculaire à la longueur de la soudure et parallèle à la surface de la pièce.
(3) Contrainte dans le sens de l'épaisseur : Contrainte perpendiculaire à la longueur de la soudure et à la surface du composant.
2. Distribution des contraintes résiduelles de soudage
(1) Contrainte longitudinale de la soudure σ x
La contrainte le long de la direction longitudinale de la soudure est appelée contrainte longitudinale (σ x).
La contrainte perpendiculaire à la direction longitudinale de la soudure est appelée contrainte transversale (σ y).
Dans la zone de déformation plastique compressive près de la soudure, la contrainte longitudinale (σ x) est une contrainte de traction, qui peut typiquement atteindre la valeur de limite d'élasticité de la matière.
Répartition des sections soudées
(2) Contrainte transversale de la soudure
La figure illustre la distribution de la contrainte transversale (σy) dans une plaque soudée d'une certaine longueur.
σy est la contrainte de traction dans la soudure et la zone de déformation plastique compressive près de la soudure, tandis que les deux extrémités subissent une contrainte de compression.
Plus on s'éloigne du centre de la soudure, plus σy diminue rapidement.
Outre les contraintes longitudinales et transversales, les structures soudées en plaques épaisses subissent également des contraintes dans le sens de l'épaisseur.
La répartition des contraintes dans les trois directions est très inégale dans le sens de l'épaisseur.
Le soudage sous laitier épais produit trois contraintes de traction axiale au centre de la soudure, qui augmentent avec l'épaisseur de la tôle, mais la surface subit des contraintes de compression.
3. Effet de la contrainte résiduelle de soudage
(1) Impact sur la résistance et la stabilité des pièces en compression
Lorsque le composant est soumis à une charge de traction, la contrainte résiduelle de soudage s'ajoute à la contrainte de charge, ce qui affecte la résistance du composant.
(2) Influence sur la rupture fragile des composants
L'augmentation de la contrainte nominale du composant, combinée à la diminution de la ténacité du matériau dans la zone du joint de soudure et à la présence de défauts de soudureLe risque de fracture fragile sous de faibles charges externes est plus élevé.
La contrainte de traction résiduelle dans la zone de soudure peut augmenter la valeur moyenne de la contrainte de traction de la structure et réduire sa durée de vie en fatigue.
(4) Impact sur la précision de l'usinage et la stabilité dimensionnelle des pièces soudées
(5) Effet sur la propagation des fissures
Lors de l'évaluation de l'état de fissuration de la zone de soudage, la contrainte résiduelle de soudage doit être prise en considération.
Lors du calcul du facteur d'intensité de la contrainte (KI) qui entraîne la croissance de la fissure, le facteur d'intensité de la contrainte (KI) est le plus important. contrainte résiduelle (σr) est prise en compte en utilisant la contrainte de traction équivalente (σ3), qui représente la contribution des contraintes résiduelles à la croissance des fissures :
σ3 = αrσr
Où σr est liée au type de fissure (fissure traversante, fissure enfouie, fissure superficielle) et à la direction de la fissure (fissures parallèles à la ligne de fusion, fissures perpendiculaires à la ligne de fusion et fissures d'angle). fissures de soudure).
4. Mesures et méthodes pour réduire et éliminer les contraintes résiduelles de soudage
(1) La clé de la réduction des contraintes de soudage dans la conception est de disposer correctement les soudures afin d'éviter le chevauchement des contraintes et de réduire les pics de contrainte.
① Minimiser le nombre de soudures et réduire la taille et la longueur des soudures.
② Les soudures doivent être suffisamment espacées et éviter autant que possible de se croiser afin d'éviter des contraintes tridimensionnelles complexes.
③ Les soudures ne doivent pas être situées dans des zones où les contraintes sont élevées et où il y a des changements brusques dans la section transversale afin d'éviter la concentration des contraintes.
④ Il convient d'utiliser l'articulation de type table, plus souple, et bridage doit remplacer le tube d'insertion.
Deux méthodes de jonctionnement des cuves sphériques (a) Soudures en quinconce ; (b) Intersection des soudures
(2) Techniques de réduction des contraintes de soudage dans le processus
① Adopter une séquence et une direction de soudage raisonnables, et effectuer la plupart des soudures avec moins de rigidité.
② Minimiser la différence de température entre la zone de soudage et l'ensemble de la structure afin de réduire les contraintes internes de soudage. Utiliser un préchauffage global et une faible énergie linéaire.
③ Utiliser le soudage au marteau pour réduire les contraintes et les déformations dues au soudage.
④ Diminuer la teneur en hydrogène et éliminer l'hydrogène.
(3) La méthode d'élimination des contraintes résiduelles consiste principalement à éliminer les contraintes résiduelles après le soudage. Pour les chaudières et les appareils à pression dont l'épaisseur des composants sous pression dépasse une certaine taille, un traitement thermique après soudage est nécessaire pour éliminer stress interne.
En règle générale, le soudage entraîne une déformation de la pièce. Si la déformation dépasse la limite acceptable, elle affecte la fonctionnalité.
La principale cause de déformation est le réchauffement et le refroidissement inégaux de la pièce soudée pendant le soudage.
Pendant le soudage, l'élément soudé n'est chauffé que localement, mais le métal dans la zone chauffée ne peut pas se dilater librement en raison du métal à plus basse température qui l'entoure.
Lors du refroidissement, il ne peut pas se rétracter librement en raison du confinement par le métal environnant.
Par conséquent, cette partie du métal chauffé subit une contrainte de traction, tandis que d'autres parties du métal subissent une contrainte de compression en équilibre avec elle.
Lorsque ces contraintes dépassent la limite d'élasticité du métal, il se produit une déformation par soudage.
Les fissures apparaissent lorsque la limite de résistance du métal est dépassée.
3.3 Formes, facteurs d'influence et méthodes de contrôle de la déformation due au soudage
1. Formes de déformation en soudage
Les formes de déformation du soudage peuvent être variées. Les formes les plus courantes sont cinq formes de base, ou des combinaisons de ces formes.
Formes de base de la déformation par soudage
La figure (a) illustre la déformation de retrait longitudinale et transversale d'une plaque plate après un soudage bout à bout ;
La figure (b) illustre la déformation angulaire d'une plaque plate après l'accostage ;
La figure (c) illustre la déformation par flexion causée par la déviation de l'arrangement de soudage dans un cylindre par rapport à l'axe centroïde de l'élément soudé ;
La figure (d) illustre la déformation ondulatoire d'un élément soudé à paroi mince après le soudage.
En outre, les structures poutre-colonne sont susceptibles d'être déformées pendant le soudage.
La déformation par rétraction et la déformation par flexion sont des formes de déformation globale, tandis que les autres formes sont considérées comme des déformations locales.
2. Facteurs d'influence de la déformation par soudage
(1) L'effet de la position de la soudure sur la déformation de la soudure
Lorsque les soudures sont disposées symétriquement dans la structure, seul un raccourcissement longitudinal et transversal se produit. Toutefois, si les soudures sont disposées de manière asymétrique dans la structure, une déformation par flexion se produit. Une déformation angulaire se produit lorsque le centre de gravité de la section soudée s'écarte du centre de gravité de la section articulée.
(2) Influence de la rigidité structurelle
Sous une même force, les structures à forte rigidité se déforment moins, tandis que les structures à faible rigidité se déforment davantage. La déformation lors du soudage s'effectue toujours dans la direction la moins contrainte par la rigidité de la structure ou de l'élément soudé.
(3) Effet de la séquence d'assemblage et de soudage
La contrainte de rigidité lors du soudage d'une bande dépend de la procédure d'assemblage et de soudage. Pour les structures dont les sections et les soudures sont symétriques, il est possible d'utiliser une méthode consistant à assembler d'abord l'ensemble. Pour les structures soudées complexes, en raison des multiples soudures, la déformation causée par chaque soudure affecte les autres soudures, ce qui la rend difficile à contrôler. Par conséquent, une procédure d'assemblage partiel, de soudage, de réassemblage et de ressoudage doit être adoptée pour contrôler la déformation globale du soudage.
(4) Autres facteurs d'influence
La déformation est également étroitement liée au type de rainure, au jeu d'assemblage, aux spécifications et à la méthode de soudage.
3. Méthodes de contrôle de la déformation des soudures
Pour contrôler et minimiser la déformation des soudures, il est essentiel d'adopter des schémas de conception et des mesures de processus appropriés.
(1) Réduire autant que possible le nombre, la longueur et la taille des soudures tout en assurant une conception raisonnable de la capacité portante.
Organiser la position des soudures de manière raisonnable, de sorte que toutes les soudures de la structure soient symétriques par rapport à l'axe neutre de la section, ou aussi proches que possible de celui-ci. Cela permettra de réduire la déformation de l'élément soudé.
(2) Mesures de procédure nécessaires :
① Réserve de rétrécissement :
Lors de la préparation de la pièce, il convient d'ajouter une marge de rétrécissement appropriée.
Généralement, le retrait longitudinal de la soudure est calculé sur la base de la longueur de la soudure et dépend de facteurs tels que la rainure, le type de joint et l'épaisseur de la plaque.
② Méthode de déformation inverse :
Utiliser l'expérience ou des méthodes de calcul pour déterminer la méthode de déformation inverse.
Avant de procéder au soudage, il est essentiel d'évaluer l'ampleur et la direction de la déformation potentielle de la pièce. Pour éviter les déformations résiduelles, placez l'élément soudé dans la direction opposée à la déformation ou appliquez une déformation artificielle au préalable lors de l'assemblage. Un contrôle adéquat permet de s'assurer que la pièce atteint la forme correcte.
Contrôle anti-déformation du soudage bout à bout de tôles d'acier de 8 à 12 mm d'épaisseur
③ Choisir les méthodes de soudage et les spécifications appropriées :
Utiliser des sources de chaleur concentrées en énergie et des méthodes de soudage rapides pour réduire la déformation.
④ Séquence optimale d'assemblage et de soudage :
Diviser la grande structure en plusieurs parties, assembler et souder chaque partie séparément, puis assembler les parties pour former un tout complet.
⑤ Fixation solide :
La fixation et le serrage de la structure avant le soudage permettent de réduire les déformations dues aux contraintes extérieures. Cependant, les structures rigides serrage peut empêcher le rétrécissement libre de la pièce soudée, ce qui entraîne des contraintes internes élevées à l'intérieur du composant.
Il est donc essentiel de sélectionner avec soin le matériau et la structure de l'élément soudé.
⑥ Utiliser une séquence de soudage raisonnable
4. Correction des déformations dues au soudage
Malgré l'adoption de méthodes de contrôle de la déformation, il reste difficile d'éviter la déformation après le soudage. Lorsque la déformation de l'élément soudé dépasse les limites spécifiées dans les exigences techniques du produit, il est nécessaire de procéder à une correction après le soudage afin de respecter les normes de qualité du produit.
L'objectif de la correction est d'induire une nouvelle déformation dans les composants soudés afin de contrebalancer la déformation qui s'est produite pendant le soudage. Cependant, le processus de correction augmente souvent les contraintes internes dans les composants.
Pour éviter les fractures locales lors de la correction, il est conseillé de soulager contrainte résiduelle de soudage avant de corriger la déformation. Cela permet de garantir l'intégrité et la stabilité du composant.
Méthodes courantes de correction mécanique et de correction par la flamme dans la production :
(1) Méthode de correction mécanique :
La méthode de correction mécanique consiste à utiliser la pression mécanique ou le martelage à froid pour produire une déformation plastique et corriger la déformation due au soudage.
(2) Méthode de correction de la flamme :
La méthode de correction à la flamme utilise la contraction provoquée par le chauffage local à la flamme pour contrecarrer l'allongement et la déformation de la zone affectée. Il est essentiel d'identifier correctement la position de chauffage, et la température de chauffage pour la correction de la flamme se situe généralement entre 600 et 800°C.
Correction de la déformation des soudures de poutrelles en T par chauffage à la flamme
Correction de la déformation de l'arcade supérieure
Correction de la déformation angulaire
(3) Accorder une attention particulière au type d'acier lors de la correction :
Lors de la correction, il est important de tenir compte des éléments suivants type d'acier utilisé :
Évitez d'utiliser le martelage pour les équipements résistants à la corrosion afin de prévenir la corrosion sous contrainte.
Aciers à tendance corrosion intergranulaire et le durcissement élevé ne doivent pas être corrigés à l'aide de la correction de la flamme.
Pour les aciers à haute résistance ayant une forte tendance à la fissuration à froid, il est préférable de minimiser l'utilisation de méthodes mécaniques car elles peuvent facilement provoquer un durcissement par écrouissage.
Éléments et spécifications du processus de soudage
Technologie du soudage est un facteur essentiel pour garantir la qualité des joints soudés. Dans un contexte de fabrication, les éléments du processus de soudage sont décrits dans les lignes directrices détaillées de la procédure de soudage.
La carte détaillée du mode opératoire de soudage est créée sur la base des résultats du test de qualification du mode opératoire de soudage correspondant.
Les éléments spécifiés dans la fiche détaillée de la procédure de soudage sont les suivants :
③ Paramètres de spécification de la procédure de soudage ;
④ Technique de soudage ;
⑤ Inspection après soudage, etc.
Paramètres électriques de soudage :
(1) En cas de soudage continu en courant alternatif ou continu, les principaux paramètres électriques des spécifications de soudage sont les suivants tension de soudage et actuels.
(2) Pour le soudage par courant pulsé, les paramètres électriques supplémentaires comprennent la fréquence alternative, le rapport marche-arrêt, le courant de base et la valeur de crête du courant.
(3) Le principe de sélection des paramètres de la spécification de soudage est de garantir une pénétration correcte et un cordon de soudure exempt de fissures, tout en satisfaisant aux exigences de performance spécifiées dans les conditions techniques.
Lors de la sélection des paramètres électriques, il est important de prendre en compte l'impact des éléments suivants chaleur de soudage la contribution à la performance commune.
Voir le tableau 4-8 pour la sélection des diamètres d'électrodes de soudage manuel à l'arc et la plage de courant de soudage correspondante.
Tableau 4-8 Sélection du diamètre de l'électrode et du courant de soudage pour le soudage manuel à l'arc
Épaisseur des pièces en acier (mm)
1.5
2
3
4~5
6~8
9~12
12~15
16~20
>20
Diamètre de l'électrode (mm)
1.6
2
3
3~4
4
4~5
5
5~6
6~10
Courant de soudage (A)
25~40
40~65
65~100
100~160
160~210
160~250
200~270
260~300
320~400
Tableau 4-9 Sélection des spécifications du soudage automatique à l'arc submergé double face pour les pièces biseautées
Soudage automatique à l'arc submergé
Forme de la rainure
Diamètre du fil de soudure (mm)
Séquence de soudage
courant de soudage(A)
Tension d'arc(V)
Vitesse de soudage(m/h)
14
5
positif
830~850
36~38
5
négatif
600~620
36~38
16
5
positif
830~850
36~38
5
négatif
600~620
36~38
18
5
positif
830~850
36~38
5
négatif
600~620
36~38
22
6
positif
1050~1150
38~40
5
négatif
600-620
36~38
24
6
positif
1100
38~40
5
négatif
800
36~38
30
6
positif
100~1100
36~40
5
négatif
900~1000
36~38
Fissures de soudage et contrôle
Fissures de soudage se réfère à la séparation du matériau métallique (fracture locale) à l'intérieur du joint de soudure en raison de causes liées au soudage, telles que la métallurgie, les matériaux ou les forces internes et externes, pendant ou après le soudage.
Les fissures sont l'un des éléments les plus dangereux défauts de soudureLes fissures sont caractérisées par des extrémités pointues et une largeur de séparation (déplacement d'ouverture) beaucoup plus petite que la longueur de la fissure.
La prévention des fissures de soudage est un aspect crucial de la conception et de la production de structures soudées.
1. Classification des fissures de soudage
Il existe plusieurs les types de soudage et leurs méthodes de classification ont évolué au fur et à mesure que notre compréhension de la nature des fissures s'est approfondie.
Le tableau suivant présente une classification générale basée sur le moment et l'emplacement des fissures.
Tableau 4-11 Méthode actuelle de classification des fissures
Période d'apparition des fissures
Site de l'événement
Nom
Procédé de soudage
Près de la ligne continue
ligne de soudure
Fissure de solidification
Craquage à chaud
Zone affectée thermiquement
Fissure de liquéfaction
Sous la ligne de phase solide
ligne de soudure
Fissure polygonale
Près de la température de recristallisation T
Zone affectée thermiquement
Fissure plastique à haute température
Température proche de la température ambiante
Zone affectée thermiquement
Fissure froide
Zone affectée thermiquement et couche de laminage du métal de base
Déchirure lamellaire
Pendant le réchauffage à haute température après le soudage
Zone affectée thermiquement
Réchauffer la fissure
En cas d'utilisation d'un milieu corrosif
Soudures, zone affectée thermiquement
Fissuration par corrosion sous contrainte
2. Conditions générales de formation des fissures de soudage
Les fissures dans les ponts en acier à haute résistance et les structures en acier de construction navale sont principalement des fissures à froid, représentant 90% de toutes les fissures. Dans les usines pétrochimiques et les équipements électriques, fissures chaudes sont plus fréquentes. L'acier perlitique résistant à la chaleur est sujet à des fissures de réchauffage.
Il y a deux raisons principales à la fissuration :
(1) La contrainte et la déformation résultant de l'immobilisation sont une cause majeure de fissuration. Un certain niveau de contrainte est nécessaire pour qu'une fissure se produise, et le processus de chauffage inégal pendant le soudage peut entraîner une contrainte de traction et une déformation dans le joint en raison de la retenue de l'ensemble de la structure pendant le processus de refroidissement du soudage.
(2) Dans une plage de température spécifique, en raison de la présence de facteurs de fragilité, certaines parties du joint se fissureront sous l'effet d'une contrainte de traction.
3. Fissures de soudage
1. Fissures à chaud
(1) Caractéristiques des fissures de soudage à chaud :
Les fissures à chaud présentent les caractéristiques morphologiques suivantes, qui les distinguent des autres fissures :
① La plupart des fissures s'ouvrent sur la surface de la soudure et ont une couleur oxydée.
② Les fissures se produisent souvent à la jonction des dendrites et le long de la direction longitudinale au centre de la section transversale de la soudure.
③ Les fissures sont généralement intergranulaires et présentent des propriétés de rupture intergranulaire à haute température.
④ Elles se produisent principalement pendant et après la solidification.
(2) Mécanisme de formation :
Dans la solidification processus de soudageEn cas de présence d'un eutectique à bas point de fusion, la vitesse de refroidissement rapide du soudage peut entraîner l'écartement du joint de grain et la formation de fissures lorsque le grain s'est solidifié et que le joint de grain est encore à l'état liquide avec une résistance à la déformation presque nulle, et que la contrainte de traction du soudage est élevée.
(3) Facteurs d'influence :
① Effet de la composition chimique de la soudure :
De nombreux cristaux eutectiques dans le soudage sont le résultat de réactions métallurgiques du soudage.
Les éléments qui peuvent produire des eutectiques sont des éléments qui favorisent la fissuration à chaud.
Les éléments capables d'affiner les grains, de produire des composés à point de fusion élevé ou de distribuer des eutectiques à bas point de fusion sous forme de sphères ou de blocs sont efficaces pour inhiber la fissuration à chaud.
Tableau 4-12 Effet de la éléments d'alliage sur la tendance au crack chaud
affecter sérieusement la formation de fissures à chaud
Une petite quantité a peu d'effet, tandis qu'une grande quantité favorise la fissuration à chaud.
Réduire la tendance à la fissuration à chaud de la soudure
Titanezirconium, aluminium, éléments rares, manganèse (dans la limite de 0,8%)
Azote, oxygène, arsenic
② Influence de la forme de la section soudée :
Les fissures à chaud sont susceptibles de se former dans les soudures profondes et étroites en raison de la macroségrégation qui se concentre au milieu de la soudure. Par conséquent, lors du soudage automatique à l'arc submergé de plaques épaisses, il est essentiel d'ajuster le courant de soudage et la tension de l'arc afin de garantir que le coefficient de forme de la soudure est supérieur à 1,3~1,5.
Dans le cas du soudage manuel à l'arc, la section de soudure est petite et le courant est faible, ce qui réduit les risques de soudures profondes et étroites.
③ Influence du procédé de soudage et de la structure de l'assemblage :
La structure de l'élément soudé et le processus de soudage ont un impact direct sur la contrainte du joint soudé, qui se reflète dans la contrainte de traction du soudage. Son effet sur les fissures à chaud est considéré comme un facteur mécanique.
(4) Mesures de prévention des fissures de soudage à chaud :
① Les mesures de base pour prévenir les fissures à chaud consistent à contrôler étroitement la composition chimique de la soudure, à limiter la teneur en impuretés de carbone, de soufre et de phosphore, et à ajouter suffisamment de désulfurants aux matériaux de soudage.
② Mettre en œuvre des mesures de processus telles que préchauffage avant soudageLe soudage avec une énergie de fil élevée (en veillant à ce que le facteur de forme de la soudure ne soit pas trop faible).
③ Réduire autant que possible la rigidité de l'élément soudé pour minimiser la contrainte interne du soudage.
2. Fissures à froid
(1) Caractéristiques des fissures à froid :
Les fissures à froid sont les défauts de soudage les plus courants lors du soudage d'acier à haute résistance faiblement allié, d'acier moyennement allié, d'acier à teneur moyenne en carbone et d'autres aciers facilement trempés.
① Elles se produisent après la solidification du métal soudé, généralement en dessous du point de fusion. martensite température de transformation ou à température ambiante.
② Elles se produisent principalement dans la zone affectée thermiquement et rarement dans la zone de soudure.
③ Ils sont souvent retardés.
(2) Cause : La cause première des fissures à froid est l'effet combiné d'une structure à faible plasticité (structure de durcissement) dans la zone affectée thermiquement de l'élément soudé, de l'hydrogène dans le joint soudé et de la contrainte de soudage.
(3) Facteurs d'influence :
① Effet de durcissement :
Lorsque l'acier facilement trempé est soudé, la zone surchauffée forme une structure martensitique grossière, réduisant la plasticité du métal dans la zone affectée par la chaleur et augmentant sa fragilité. Il est donc susceptible de se fissurer sous l'effet d'une forte contrainte de traction lors du soudage.
② Rôle de l'hydrogène :
Les fissures à froid induites par l'hydrogène présentent les caractéristiques d'une rupture différée, de la latence à l'initiation, à la propagation et à la fissuration. La durée du délai est liée à la concentration d'hydrogène et au niveau de contrainte du joint soudé.
TW - Surface isotherme de transformation austénitique de la soudure ; TH - Surface isotherme de transformation austénitique dans la zone affectée thermiquement Diffusion induite correspondante de l'hydrogène
③ Effet de la contrainte de soudage :
Les fissures à froid sont plus susceptibles de se produire lorsque la contrainte de soudage est une contrainte de traction et qu'elle se produit simultanément avec la précipitation d'hydrogène et le durcissement du matériau.
Le soudage de tôles épaisses est plus susceptible de provoquer des fissures à froid à la racine. Cela est dû à la rigidité de la tôle épaisse et au refroidissement rapide, qui entraîne la formation d'une structure de trempe et se traduit par une contrainte de soudage élevée.
3. Réchauffer les fissures
(1) Caractéristiques des fissures de réchauffage
① Les fissures de réchauffage apparaissent dans la plage de température de 540 à 930°C après le traitement thermique de détente post-soudage.
② Les fissures se propagent le long des joints de grains dans la zone à gros grains de la zone affectée thermiquement.
③ Les fissures intergranulaires de forme ramifiée s'arrêtent lorsqu'elles atteignent la zone de grain fin de la soudure ou du métal de base.
(2) Mécanisme de formation des fissures de réchauffage
Après le traitement thermique de détente post-soudage et le réchauffage, les carbures de l'alliage sont dispersés et précipités sur les lignes de dislocation après le maintien de la chaleur à 550-700°C, ce qui renforce la structure intragranulaire.
En même temps, la résistance des joints de grains dans la zone à gros grains est faible et sa plasticité est médiocre.
Pendant le processus de réchauffage, les contraintes résiduelles sont libérées et la résistance du joint de grain est plus faible que celle du grain, ce qui entraîne une fissuration du joint de grain.
(3) Facteurs d'influence
Plusieurs facteurs influencent les fissures de réchauffage :
Il s'agit notamment de la composition chimique, de l'état de contrainte et des spécifications de soudage, baguette de soudure la résistance, les spécifications de détensionnement et la température de service du métal de base.
① La composition chimique affecte principalement la plasticité des joints de grains dans la zone affectée thermiquement.
② L'état des contraintes et les spécifications de soudage affectent les contraintes résiduelles de soudage.
③ Les spécifications du traitement thermique de détente et la température de service affectent principalement la déformation plastique et le degré de précipitation du carbure d'alliage causé par le réchauffage.
Par conséquent, la capacité de déformation plastique de la zone à gros grains dans la zone affectée par la chaleur, la contrainte résiduelle du soudage et la déformation plastique causée par le réchauffage sont les trois facteurs de base qui influencent les fissures de réchauffage.
(4) Mesures de prévention des fissures de réchauffage
Améliorer la plasticité de la zone à gros grains dans la zone affectée par la chaleur du soudage.
Réduire les contraintes résiduelles de soudage.
① La première mesure consiste à choisir un métal de base peu sensible aux fissures de réchauffage.
② Prendre toutes les mesures nécessaires pour réduire le stress résiduel.
③ Éviter de combiner les contraintes résiduelles de soudage avec d'autres contraintes, telles que les contraintes structurelles et les contraintes thermiques lors du réchauffage.
④ L'utilisation de matériaux de soudage à faible appariement permet d'absorber les déformations.
⑤ Dans la mesure où la détente est assurée, utiliser la température de réchauffage la plus basse possible et le temps de maintien le plus court.
Si possible, remplacez le réchauffage par un post-chauffage légèrement inférieur au température de préchauffage pour obtenir de meilleurs résultats.
4. Déchirure lamellaire
(1) Caractéristiques de la déchirure lamellaire
① Lors du refroidissement rapide de la soudure, des fissures parallèles à la surface de laminage du métal de base apparaissent dans la tôle d'acier en raison de la contrainte de traction exercée par le soudage dans le sens de l'épaisseur de la tôle. Ces fissures sont connues sous le nom de déchirures lamellaires et se produisent souvent dans les joints de tôles épaisses en forme de T et de K.
② La déchirure lamellaire est un type de fissure qui se produit à température ambiante, généralement après un refroidissement à moins de 150°C ou à température ambiante après le soudage. Toutefois, lorsque la contrainte structurelle est très élevée et que l'acier est très sensible à la déchirure lamellaire, celle-ci peut également se produire à des températures comprises entre 300 et 250 °C.
(a) Position typique de la déchirure lamellaire dans l'articulation en "T
(b) Déchirure lamellaire dans le joint du tambour de la chaudière
(2) Principaux facteurs à l'origine des déchirures lamellaires
① Influence des inclusions
Les inclusions sont la principale cause de l'anisotropie de l'acier et l'origine des déchirures lamellaires.
② Effet des propriétés du métal de base
La plasticité et la ténacité de la matrice métallique elle-même ont un impact significatif sur la déchirure lamellaire. Une plasticité et une ténacité médiocres se traduisent par une faible résistance à la déchirure lamellaire.
③ Influence de la contrainte de retenue
Toutes les fissures de soudage se produisent sous l'action d'une contrainte de traction et la déchirure lamellaire ne fait pas exception. Les déchirures lamellaires ne se produisent que lorsque les joints d'angle et les joints en T sont susceptibles de former d'importantes contraintes bidirectionnelles.
(3) Précautions à prendre pour la déchirure lamellaire
La déchirure lamellaire est difficile à réparer, c'est pourquoi la prévention de ce défaut est l'objectif principal.
① Lorsque le joint soudé est susceptible de provoquer des déchirures lamellaires, évaluer la sensibilité à la déchirure lamellaire de la tôle d'acier utilisée et choisir une tôle d'acier peu sensible.
② Adopter un type de rainure raisonnable pour aligner la ligne de fusion de la soudure aussi près que possible de la plaque d'acier.
③ Pour les nuances d'acier sensibles à la déchirure lamellaire, utiliser si possible des matériaux de soudage de moindre résistance, de meilleure plasticité et de meilleure ténacité pour réduire les contraintes dans le sens de l'épaisseur de la plaque d'acier.
④ Pour les nuances d'acier très sensibles à la déchirure lamellaire, déposer au préalable plusieurs couches de métal de soudure à faible résistance sur la surface de la tôle d'acier à l'endroit où le métal de soudure est le plus sensible à la déchirure lamellaire. rainure de soudure.
Exécution de la structure de soudage
La disposition des cordons de soudure dans une structure de soudage a un impact significatif sur la qualité et l'efficacité des joints soudés.
Principes généraux de l'agencement des joints de soudure :
La disposition des soudures doit faciliter les opérations de soudage
Le dispositif de soudage doit offrir un espace libre permettant aux soudeurs de travailler librement et au matériel de soudage de fonctionner normalement.
Lorsque vous effectuez des travaux de soudage à l'arc submergé, tenez compte de la facilité de stockage de l'appareil de soudage à l'arc submergé. flux de soudage.
Pour le soudage par points et soudage des jointsLa facilité d'insertion des électrodes doit être prise en considération.
La position de la soudure doit éviter les contraintes maximales et la concentration des contraintes
Pour les composants soumis à des contraintes importantes et complexes, les soudures ne doivent pas être placées à des endroits où la contrainte et la concentration de contrainte sont maximales.
Par exemple, la soudure de jonction d'une poutre et d'une plaque d'acier soudées de grande portée ne doit pas être située au centre de la poutre, mais une soudure supplémentaire doit être ajoutée.
La disposition décentralisée des soudures réduit les contraintes et les déformations dues au soudage
Les soudures denses ou croisées peuvent provoquer une surchauffe, agrandir la zone affectée par la chaleur et affaiblir la structure.
En règle générale, la distance entre deux soudures doit être supérieure à trois fois l'épaisseur de la plaque et ne doit pas être inférieure à 100 mm.
Les soudures doivent éviter les surfaces usinées dans la mesure du possible
Si un usinage est nécessaire avant le soudage, la position de la soudure doit être conçue aussi loin que possible de la surface usinée.
Sur les surfaces nécessitant un usinage important, il est préférable d'éviter les soudures de mise en place.
La conception de la transition de l'extrémité de la soudure doit être lisse et éviter la fusion.
Pour éviter la fusion pendant le soudage, il ne doit pas y avoir d'angles aigus à l'extrémité de la pièce soudée. La transition entre deux joints de soudure doit être lisse pour éviter la concentration des contraintes.
GB/T 19804-2005/ISO 13920:1996
(1) Tolérance dimensionnelle générale et tolérance géométrique gamme de structures soudées
Tableau 1 Tolérance sur les dimensions linéaires Unité : mm
Plage de taille nominale l
Classe de tolérance
A
B
C
D
2~30
Tolérance t
± 1
>30~120
± 1
± 2
± 3
± 4
>120~400
± 1
± 2
± 4
± 7
>400~1000
± 2
± 3
± 9
± 6
>1000~2000
±3
±4
±8
±12
>2000~4000
±4
±6
±11
±16
>4000-~8000
±5
±8
±14
±21
>8000~12000
±6
±10
±18
±27
>12000~16000
±7
±12
±21
±32
>16000~20000
±8
±14
±24
±36
>20000
±9
±16
±27
±40
(2) Tolérance sur les dimensions angulaires
Le côté le plus court de l'angle doit être utilisé comme arête de référence et sa longueur peut être prolongée jusqu'à un point de référence désigné. Dans ce cas, le point de référence doit être indiqué sur le dessin. Les tolérances sont indiquées dans le tableau 2. Les figures 1 à 5 fournissent des exemples spécifiques.
Tableau 2 Tolérance des dimensions angulaires
Classe de tolérance
Taille nominale (longueur de la pièce ou longueur du petit côté) plage/mm
Les rectitudeLes tolérances de planéité et de parallélisme indiquées dans le tableau 3 s'appliquent à toutes les dimensions des pièces soudées, des assemblages soudés ou des composants soudés, ainsi qu'aux dimensions indiquées sur les dessins. Les tolérances de coaxialité et de symétrie ne sont pas spécifiées. Si ces tolérances sont nécessaires à la production, elles doivent être indiquées sur le dessin conformément à la norme GB/T1182.
Tableau 3 Tolérances de rectitude, de planéité et de parallélisme Unité : mm
Note publique
E
F
G
H
Plage de la dimension nominale l (correspondant au côté le plus long de la surface)
>30~120
Tolérance t
± 0.5
±1
± 1.5
± 2.5
>120~400
±1
± 1.5
±3
±5
>400~1000
±1.5
±3
± 5.5
±9
>1000~-2000
±2
± 4.5
±9
±14
>2000~4000
±3
±6
±11
±18
>4000~8000
±4
±8
±16
±26
>8000~-12000
±5
±10
± 20
±32
>12000~16000
±6
±12
±22
±36
>16000~20000
±7
±14
± 25
±40
>20000
±8
±16
± 25
±40
Inspection de la section de soudage par rivetage de la tôle
1. Norme d'inspection des matières premières
1.1 Matériaux métalliques
1.1.1 Tôle Épaisseur et qualité L'épaisseur et la qualité de la tôle doivent être conformes à la norme nationale, et le rapport d'essai de performance et le certificat du fabricant de la tôle utilisée doivent être fournis.
1.1.2 Aspect du matériau Le matériau doit être plat, exempt de rouille, de fissures et de déformations.
1.1.3 Dimensions Les dimensions doivent être conformes aux dessins ou aux exigences techniques. Si elles ne sont pas fournies par notre entreprise, elles doivent être conformes aux normes nationales en vigueur.
1.2 Poudre de plastique
1.2.1 Homogénéité de la poudre plastique L'ensemble du lot de poudre plastique doit présenter une bonne homogénéité, avec un certificat d'usine et un rapport d'inspection comprenant le numéro de la poudre, le numéro de la couleur et divers paramètres d'inspection.
1.2.2 Exigences de l'essai La poudre plastique doit répondre aux exigences du produit après l'essai, notamment en ce qui concerne la couleur, l'éclat, le nivellement, l'adhérence, etc.
1.3 Quincaillerie générale et fixations
1.3.1 Aspect La surface doit être exempte de broderies et de bavures, et l'aspect de l'ensemble du lot de matériaux entrants doit être homogène.
1.3.2 Taille La taille doit répondre aux exigences des dessins et des normes nationales.
1.3.3 Performances Les performances doivent répondre aux exigences du produit après les essais de montage et les performances en service.
2. Normes d'inspection de la qualité des processus
2.1 Norme de contrôle de l'ébauche
Tous les angles vifs, les arêtes et les surfaces rugueuses susceptibles de causer des dommages doivent être ébarbés.
Les bavures produites par l'emboutissage ne doivent pas présenter de saillies, d'indentations, de rugosités, de rayures, de rouille ou d'autres imperfections perceptibles sur les surfaces exposées et visibles des panneaux de porte et des panneaux.
Bavures : Après découpage, la hauteur des bavures ne doit pas dépasser 5% de l'épaisseur de la plaque (t).
Rayures et marques de couteau : Le produit est considéré comme qualifié s'il ne présente aucune rayure visible au toucher et les rayures ne doivent pas être supérieures à 0,1.
Les spécifications relatives à la tolérance de surface sont présentées dans le tableau I.
Tableau 1 en annexe. Exigences en matière de tolérance de planéité
Dimension de la surface (mm)
Taille de la déformation (mm)
En dessous de 3
Moins de ±0,2
Plus de 3 mais moins de 30
Moins de ±0,3
Plus de 30 et moins de 400
Moins de ±0,5
Plus de 400 et moins de 1000
Moins de ±1,0
Plus de 1000 mais moins de 2000
Inférieur à ±1,5
Plus de 2000 mais moins de 4000
Moins de ± 2,0
2.2 Norme d'inspection de la flexion
2.2.1 Bavette : La hauteur de la bavure extrudée après pliage ne doit pas dépasser 10% de l'épaisseur de la tôle (t). Sauf indication contraire, la rayon de courbure doit être R1.
2.2.2 Empreintes : Le produit peut présenter des plis visibles, mais ils ne doivent pas être perceptibles au toucher. Le produit peut être comparé à un échantillon de référence.
2.2.3 Normes de déformation en flexion : Les normes de déformation en flexion doivent être conformes aux tableaux II, III et IV.
2.2.4 Sens et dimensions du pliage : Le sens et la taille du pliage doivent être conformes aux dessins.
Tableau 2 en annexe : Exigences en matière de tolérance diagonale
Dimension diagonale (mm)
Différence de dimension de la diagonale (mm)
Inférieur à 300
Inférieur à ±0,3
Plus de 300 et moins de 600
Moins de ±0,6
Plus de 600 et moins de 900
Moins de ±0,9
Plus de 900 et moins de 1200
Moins de ±1,2
Plus de 1200 mais moins de 1500
Moins de ± 1,5
Plus de 1500 mais moins de 1800
Moins de ± 1,8
Plus de 1800 mais moins de 2100
Inférieur à±2,1
Plus de 2100 mais moins de 2400
Inférieur à±2,4
Plus de 2400 à 2700
Inférieur à ±2,7
2.3 Angle :
L'angle doit être vérifié et mesuré conformément aux spécifications des dessins. La tolérance pour l'angle est présentée dans le tableau III.
Valeur limite d'écart de la dimension angulaire
Valeur limite d'écart de la dimension angulaire
Classe de tolérance
Segmentation de base par taille
0-10
>10-50
>50-120
>120-400
>400
Précision f
± 1 °
±30'
+20'
±10'
±5'
Moyenne m
Grossière c
+1°30
+1°
+30
+15′
+10'
Le plus grossier v
+3°
±2°
+1°
+30'
+20'
2.4 Normes de contrôle des pièces en tôle
Les dimensions doivent être contrôlées conformément aux exigences du dessin, et la tolérance dimensionnelle est indiquée dans le tableau IV.
Tableau 4 en annexe : Exigences en matière de tolérances dimensionnelles
Taille standard
Tolérance dimensionnelle (mm)
En dessous de 3
±0.2
Plus de 3 mais moins de 30
±0.3
Plus de 30 et moins de 400
± 0.5
Plus de 400 et moins de 1000
±1.0
Plus de 1000 mais moins de 2000
± 1.5
Plus de 2000 mais moins de 4000
± 2.0
2.5 Soudage
2.5.1 Les soudures doivent être solides et cohérentes, sans défauts tels que soudure inadéquate, fissures, pénétration incomplète, pénétration de la soudureLes pièces de rechange ne doivent pas comporter d'encoches, d'entailles ou de contre-dépouilles.
La longueur et la hauteur des soudures ne doivent pas dépasser 10% de la longueur et de la hauteur requises.
2.5.2 Exigences relatives aux points de soudure : La longueur de chaque point de soudure doit être comprise entre 8 et 12 mm, avec une distance de 200 ± 20 mm entre deux points de soudure. Le point de soudure V doit être symétrique et avoir des positions supérieures et inférieures uniformes.
Si les dessins d'exécution comportent des exigences particulières pour les points de soudure, ces exigences sont prioritaires.
2.5.3 La distance entre les soudures par points doit être inférieure à 50 mm, le diamètre de la soudure par points doit être inférieur à φ5 et les soudures par points doivent être régulièrement espacées. La profondeur de l'empreinte sur les soudures par points ne doit pas dépasser 15% de l'épaisseur réelle de la tôle, et aucune cicatrice de soudure perceptible ne doit subsister après le soudage.
2.5.4 Après le soudage, aucune autre pièce non soudée ne peut être endommagée par le laitier de soudage ou l'arc électrique, et toutes les pièces de l'appareil de soudage doivent être en bon état. soudage en surface les scories et les éclaboussures doivent être éliminées.
2.5.5 Après le soudage, la surface extérieure des pièces doit être exempte d'inclusions de laitier, de trous d'air, de chevauchements, de renflements, de dépressions ou de tout autre défaut. Les défauts de la surface intérieure ne doivent pas être visibles et ne doivent pas affecter l'assemblage.
Les contraintes post-soudage des pièces importantes telles que les panneaux de porte et les panneaux doivent également être réduites afin d'éviter la déformation des pièces.
2.5.6 La surface externe des pièces à souder doit être lissée par meulage. Pour les pièces pulvérisées et les pièces galvanisées, la rugosité après meulage doit être de Ra3.2-6.3, et pour les pièces peintes, elle doit être de Ra6.3-12.5.
3. Normes d'inspection pour les pièces pulvérisées
3.1 Contrôle de l'apparence (méthode de contrôle : contrôle visuel et palpation)
3.1.1 Avant la pulvérisation, la surface de la pièce doit être dégraissée, dépoussiéréLes échantillons ont été nettoyés, phosphatés et nettoyés.
3.1.2 La surface de la pièce ne doit pas présenter de traces d'eau ou de résidus de solution de nettoyage.
3.1.3 La surface de la pièce ne doit pas présenter de taches d'huile, de poussière, de fibres ou d'autres phénomènes indésirables susceptibles d'affecter la qualité ou l'adhérence de la surface pulvérisée.
3.1.4 La couleur doit correspondre à celle de la plaque d'échantillon (aucune différence de couleur évidente ne doit être observée à la lumière naturelle ou sous une lampe fluorescente de 60w pour une vision normale), et il ne doit pas y avoir de différence de couleur pour un même lot de produits (note : la différence de couleur comprend la couleur et la brillance).
3.1.5 La surface du revêtement doit être lisse, plane et régulière et ne doit pas présenter les défauts suivants :
Non-séchage et collage du dos : la surface semble sèche, mais ne l'est pas complètement, et présente (ou est susceptible de présenter) des marques de grain sur la surface et des peluches de tissu ;
Affaissement : il y a des protubérances liquides à la surface qui ont la forme de perles dans la partie supérieure ;
Particules : la surface a l'aspect du sable et est bloquée au toucher ;
Peau d'orange : la surface apparaît inégale et irrégulière comme la peau d'une orange ;
Fuite de fond : la surface est transparente et la couleur du substrat est visible ;
Piqûres : petits trous (piqûres) à la surface dus au rétrécissement, également appelés trous d'épingle ;
Avec motif : la couleur de la surface varie en profondeur et présente des motifs ;
Rides : la surface est localement empilée et surélevée, présentant des rides (à l'exception de la poudre de rides) ;
Inclusion : présence de corps étrangers dans le revêtement ;
Dommages mécaniques : éraflures, abrasions et contusions causées par des forces extérieures.
3.1.6 Normes de classification de l'état de surface :
Surface de qualité A : la surface externe qui est souvent vue après l'assemblage, comme le panneau de l'armoire, la porte de l'armoire, les côtés autour de l'armoire, la surface supérieure visible par des personnes ordinaires, et la surface inférieure visible sans se pencher.
Surface de qualité B : surface rarement visible mais qui peut l'être dans certaines conditions, comme les accessoires intérieurs, les nervures de renforcement et le côté intérieur de la porte qui peut être vu après l'ouverture.
Surface de qualité C : la surface qui n'est généralement pas vue ou qui n'est vue que lors de l'assemblage, comme la surface de contact entre le chariot et le rail de guidage dans l'armoire.
3.1.7 Conditions d'inspection :
Exigences en matière de source lumineuse : Lumière du jour arctique ou lampe fluorescente intérieure à haut rendement avec deux sources lumineuses (éclairement de 1000 lumens).
Distance d'inspection visuelle : 300 mm pour les surfaces de qualité A, 500 mm pour les surfaces de qualité B et 1000 mm pour les surfaces de qualité C.
3.1.8 Normes d'inspection :
La surface de qualité du produit doit être distinguée en fonction de la norme de la source lumineuse.
Le film de revêtement de toutes les surfaces de qualité ne doit pas présenter d'exposition du matériau de base, de décollement ou d'autres défauts, et toutes les surfaces ne doivent pas présenter de rayures, de bulles, de trous d'épingle, d'accumulation de poudre ou d'autres phénomènes indésirables.
Couleur et motif : le fabricant doit produire des échantillons selon les besoins, qui doivent être confirmés par les deux parties.
L'acceptation doit être effectuée conformément à l'échantillon, sans différence de couleur évidente (pas plus de 3 degrés), et le grain doit correspondre à l'échantillon.
L'inspection doit être effectuée à la distance de l'œil, en balayant à une vitesse de 3m/min.
3.1.9 Norme relative aux défauts d'aspect :
Voir le tableau 5 en annexe pour les critères de détermination.
Tableau 5 en annexe : Critères de jugement pour les défauts de surface
Numéro de série
Type de défaut
Valeur de spécification (mm)
Surface limite (mm2)
Outils d'inspection
Inférieur à 100
100-300
Plus de 300
A
B
C
A
B
C
AB
C
1
Abrasion, rayure, rayure
10 en longueur et moins de 0,1 en largeur
0
2
2
0
3
1
4
4
Ruban de vernier
Longueur : 10, largeur : moins de 0,15
0
1
1
0
2
21
3
3
15 de longueur et moins de 0,1 de largeur
0
0
0
0
1
1
1
2
2
Plus de 0,15 de large
0
0
0
0
0
0
1
1
2
Particule étrangère
En dessous de 1
1
2
3
2
3
4
3
4
5
vernier
Inférieur à 1,5
0
1
2
1
2
3
2
3
4
En dessous de 2
0
0
1
0
1
2
0
2
3
3
Cavité de retrait
Inférieur à φ0.3
1
1
2
2
2
3
3
3
4
vernier
Inférieur à φ0.5
0
0
1
1
1
2
2
2
3
Supérieure à φ0.5
0
0
0
0
0
1
0
0
2
4
Point noir Point blanc Autres points de couleur
Inférieur à 0,3
1
2
2
2
3
3
3
4
4
vernier
5.
Indentation de flexion
3 de longueur et moins de 0,2 de largeur.
2
3
3
3
4
4
4
5.
5.
vernier
Longueur : 5, largeur : moins de 0,2
1
2
2
2
3
3
3
4
4
Plus de 5 ans
0
1
1
1
2
2
2
3
3
Plus de 0,2 de large.
0
0
1
1
0
2
0
2
3
6.
couleur et éclat
-
Outre les limites supérieures et inférieures de la palette de couleurs spécifiée, les mélanges de couleurs et le shedding ne sont pas autorisés.
Inspection visuelle
7.
brillant
-
Il ne doit pas y avoir d'irrégularités comme spécifié dans la conception.
Inspection visuelle
8.
Taches d'huile et taches
-
Non
Inspection visuelle
Remarques : Les valeurs figurant dans les cases noires en gras sont les critères de jugement. Par exemple, "2" signifie que, dans les conditions spécifiées, il n'est pas permis d'obtenir plus de 2 points :
3.2 Norme de contrôle de l'épaisseur du revêtement
unité : µm
Projet
Poudre pour l'extérieur
Poudre d'intérieur
Peinture
Méthode d'essai
Épaisseur de la surface du produit
60~120
50~100
40~70
Jauge d'épaisseur de revêtement
Epaisseur intérieure du produit
60~100
50~80
30~60
Jauge d'épaisseur de revêtement
3.3 Détection de la brillance et de la couleur du revêtement
3.3.1 Fabrication de la plaque colorée de pulvérisation
A. Pendant la cuisson, deux plaques de couleur doivent être créées pour chaque four afin d'effectuer un test de performance. La plaque métallique utilisée doit être du même matériau que le produit, d'une taille de 80 × 120, et doit être ajoutée au produit dans des conditions normales. Le numéro de la poudre, les conditions de durcissement, la date et l'heure doivent être clairement indiqués et signés par l'ingénieur qualité.
Après confirmation, le numéro, le nom et l'enregistrement doivent être enregistrés et gérés. Une plaque doit être conservée à des fins de test et l'autre à des fins d'archivage.
B. La période de validité de la plaque colorée utilisée dans le processus de fabrication par pulvérisation de poudre est de deux ans. Elle doit être stockée à température ambiante (70 ± 15%) dans un environnement à l'abri de la lumière. L'environnement de stockage doit également maintenir une température et un niveau d'humidité constants.
3.3.2 Méthode de détection de la brillance et de la couleur
Brillance : La brillance doit être évaluée à l'aide d'un luisancemètre avec un angle d'incidence de 60° et une tolérance d'erreur de ± 5%. Si les résultats répondent à ces critères, le produit est considéré comme qualifié.
Couleur : la couleur du produit doit correspondre au dessin de conception ou ne pas différer de manière significative de la plaque de couleur standard.
3.4 Test d'adhérence du revêtement
3.4.1 Méthode d'essai de Baige
Après le processus de pulvérisation, une plaque de couleur du four doit être prise et 11 couches de revêtement doivent être gravées sur la surface de manière verticale et horizontale, avec un intervalle de 1 mm. La gravure doit être effectuée avec une force appropriée, de manière à ce que la rayure n'atteigne pas le substrat.
Ensuite, la surface du revêtement doit être divisée en 100 carrés, puis fixée à l'aide d'un adhésif transparent puissant à un angle de 45 degrés. L'adhésif doit ensuite être retiré brusquement. À ce stade, il convient de vérifier si le contenu de chaque carré ne s'est pas détaché.
Chaque grille représente 1 % et la norme d'acceptation est le niveau 5, ce qui signifie que le nombre de carrés dont le contenu est en baisse ne doit pas dépasser 5.
3.4.2 Méthode d'évaluation
Niveau 0 : Il ne doit y avoir aucune perte aux intersections.
Grade 1 : Moins de 5% du contenu des carrefours devraient être tombés.
Grade 2 : Entre 5% et 15% du contenu des carrefours devraient être tombés.
Grade 3 : Entre 15% et 25% du contenu des carrefours devrait être tombé.
Grade 4 : Entre 25% et 35% du contenu des carrefours devraient être tombés.
Niveau 5 : Plus de 35% du contenu des carrefours devraient être tombés.
3.4.3 Méthode d'évaluation
Lorsque l'épaisseur du revêtement est inférieure à 40μm, la longueur du côté de chaque carré ne doit pas dépasser 1mm et doit répondre aux exigences du grade 2.
Lorsque l'épaisseur du revêtement est comprise entre 40μm et 90μm, la longueur du côté de chaque carré doit être comprise entre 1mm et 2mm et doit répondre aux exigences du grade 3.
Lorsque l'épaisseur du revêtement est comprise entre 90μm et 120μm, la longueur du côté de chaque carré doit être de 2mm et doit répondre aux exigences du grade 4.
Lorsque l'épaisseur du revêtement dépasse 120μm, l'adhérence peut être réduite. En général, il est préférable que l'épaisseur du revêtement ne dépasse pas 120μm.
À titre de norme provisoire, si un carré complet présente un contenu en chute libre, le produit sera considéré comme non qualifié.
3.5 Méthode d'essai sur plaque de flexion
Après le processus de pulvérisation, une plaque de couleur du four doit être prise et pliée à 180 degrés, de sorte que l'angle de pliage interne soit égal à l'épaisseur (r=t). Il est également possible de plier la plaque de couleur à 90 degrés une fois, sans que le revêtement ne se détache.
3.6 Essai de résistance du revêtement aux solvants alcooliques
La surface du revêtement doit être essuyée à plusieurs reprises avec un chiffon de coton blanc trempé dans l'alcool pendant 10 fois (sans pression excessive). Après l'essuyage, il ne doit pas y avoir de revêtement visible qui se soit détaché sur le chiffon en coton. Une fois l'alcool complètement évaporé, il ne doit pas y avoir de différence notable de couleur ou de brillance entre la zone essuyée et la zone non essuyée.
3.7 Essai de résistance aux chocs
À l'aide de l'équipement d'essai, un marteau lourd de 500 g doit être lâché librement d'une hauteur de 500 mm. Les critères d'évaluation sont les suivants : après l'impact d'un quart du poinçon sur la face avant, il ne doit pas y avoir de fissures ou de film tombant sur le revêtement de surface.
3.8 Essai de dureté
Un crayon 2H taillé doit être utilisé pour former un angle de 45 degrés avec la surface du film et poussé vers l'avant le long d'une règle sur une distance de 15 à 30 mm. La surface du film doit ensuite être vérifiée après avoir essuyé la marque résultante à l'aide d'une gomme. Le produit sera considéré comme qualifié si aucun substrat n'est exposé.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Vous êtes-vous déjà demandé comment perfectionner votre technique de soudage TIG ? Le choix des bons paramètres est crucial pour obtenir des soudures solides et propres. Dans cet article, nous explorerons les points essentiels : la sélection...
Et si vous pouviez vous assurer que vos soudures sont toujours parfaites ? Dans cet article, nous allons explorer l'évaluation du processus de soudage, une méthode cruciale pour tester et affiner les techniques de soudage. Vous...
Qu'est-ce qui fait qu'une méthode de soudage est meilleure qu'une autre ? Cet article explore les avantages et les inconvénients uniques de sept techniques de soudage, du gaz inerte de tungstène (TIG) à l'arc métallique manuel...
Faites passer votre entreprise à la vitesse supérieure