Sélection de la tension et du courant de soudage : conseils
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent tout, de la profondeur de pénétration à la stabilité de l'arc. Qu'il s'agisse d'affiner les réglages pour un nouveau projet ou de résoudre des problèmes courants tels que les éclaboussures ou les brûlures, il est essentiel de comprendre comment la tension et le [...]
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent tout, de la profondeur de pénétration à la stabilité de l'arc. Qu'il s'agisse d'affiner les réglages pour un nouveau projet ou de résoudre des problèmes courants tels que les projections ou les brûlures, il est essentiel de comprendre comment la tension et le courant influencent le processus de soudage.
Cet article aborde la science et l'application pratique de ces facteurs critiques, en vous guidant dans les ajustements optimaux du type de matériau, de l'épaisseur et de la taille de l'électrode. Du choix des bons paramètres pour améliorer la qualité de la soudure à la résolution des problèmes courants, vous obtiendrez des informations utiles pour améliorer votre expertise en matière de soudage. Si vous vous êtes déjà demandé comment trouver l'équilibre parfait pour obtenir des soudures précises et fiables, vous êtes au bon endroit. Poursuivez votre lecture pour découvrir les techniques et les meilleures pratiques qui transformeront votre approche du soudage.
Le rôle de la tension et du courant dans le soudage
Comprendre la tension et le courant dans le soudage
La tension et le courant sont des facteurs clés du soudage qui influencent la qualité, la profondeur et la stabilité de la soudure. Ces paramètres sont interconnectés et doivent être contrôlés avec précision pour obtenir les meilleurs résultats de soudage.
La tension dans le soudage
En soudage, la tension est la force électrique qui alimente le courant. Elle contrôle principalement la longueur de l'arc, qui a un impact sur le cordon de soudure.
Longueur et stabilité de l'arc: Une tension plus élevée crée un arc plus long, produisant un cordon de soudure plus large et plus plat. Une tension plus faible produit un arc plus court, qui peut concentrer la chaleur mais peut être moins stable.
Apport de chaleur: Bien que la tension affecte principalement la longueur de l'arc, elle influence également l'apport de chaleur. Une tension plus élevée diffuse la chaleur plus largement, ce qui affecte la largeur et le profil du cordon de soudure.
Aspect des perles: Le réglage de la tension modifie l'aspect de la soudure. Une tension trop élevée peut provoquer un cordon concave avec des contre-dépouilles, tandis qu'une tension trop faible peut produire un cordon haut et étroit.
Courant en soudage
Le courant, ou ampérage, est le flux de charge électrique qui détermine l'intensité de la chaleur et la pénétration de la soudure.
Profondeur de pénétration: Un courant plus élevé produit plus de chaleur, ce qui permet une pénétration plus profonde. Un courant plus faible est préférable pour les matériaux minces ou les soudures en surface.
Taux de dépôt: Le courant affecte la vitesse à laquelle le matériau de l'électrode fond et est ajouté au bain de soudure. Un courant plus élevé signifie un dépôt plus rapide.
Modes de transfert du métal: Le courant contrôle également la manière dont le métal se transfère dans des procédés tels que le soudage à l'arc sous gaz et métal (GMAW). Un courant faible peut provoquer un transfert par court-circuit, tandis qu'un courant élevé peut entraîner un transfert globulaire ou par pulvérisation.
Effets sur la qualité des soudures
La combinaison de la tension et du courant a un impact sur la qualité de la soudure :
Fusion: Des réglages de tension et de courant appropriés garantissent une fusion complète entre le métal de base et le métal d'apport, réduisant ainsi les défauts.
Zone affectée thermiquement (ZAT): Ces paramètres affectent également la zone affectée par la chaleur (HAZ), ce qui influe sur les propriétés mécaniques de la soudure.
Prévention des défauts: Une tension ou un courant incorrect peut provoquer des défauts tels que des éclaboussures, des brûlures ou des retouches à froid.
Interaction entre la tension et le courant
La tension et le courant travaillent ensemble pour définir l'arc et la performance globale de la soudure :
Comportement de l'arc: La tension contrôle la longueur de l'arc, tandis que le courant affecte son intensité. Un arc stable nécessite un équilibre entre les deux.
Distribution de la chaleur: Un courant plus élevé concentre la chaleur pour la pénétration, tandis que la tension répartit la chaleur, façonnant le cordon et le bain de soudure.
Optimisation des processus: La qualité optimale de la soudure est obtenue en équilibrant la tension et le courant en fonction de l'épaisseur du matériau, du type et de la position de soudage.
La compréhension et le contrôle de la tension et du courant sont essentiels pour créer des soudures solides et exemptes de défauts et pour garantir l'efficacité des processus de soudage.
Courant de soudage
1. Courant de soudage
Le choix d'un courant de soudage approprié est essentiel dans les opérations de soudage au CO2 et est déterminé par divers paramètres de soudage, notamment l'épaisseur de la plaque, la position de soudage, la vitesse de soudage et les propriétés du matériau. Dans le cas du CO2 Dans les machines à souder, l'ajustement du courant signifie effectivement la modification de la vitesse de dévidage du fil, ce qui met en évidence la relation complexe entre ces deux paramètres.
Il est essentiel de maintenir un équilibre précis entre le courant et la tension de soudage. Cet équilibre garantit que la vitesse d'alimentation du fil s'aligne parfaitement sur le taux de fusion du fil de soudage à la tension définie, ce qui permet de maintenir une longueur d'arc stable. Cette synchronisation est fondamentale pour obtenir des soudures de haute qualité et une efficacité optimale du processus.
La relation entre le courant de soudage et la vitesse d'alimentation du fil
La relation entre le courant de soudage et la vitesse d'alimentation du fil :
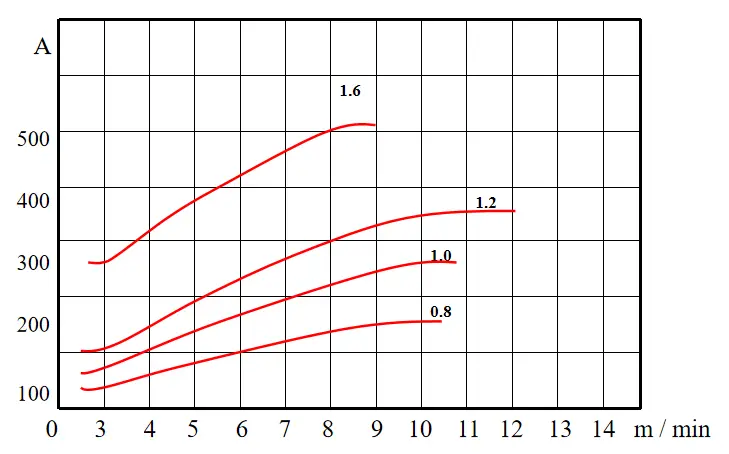
Corrélation entre le courant et la vitesse d'alimentation : Pour un diamètre de fil de soudage donné, il existe une relation proportionnelle directe entre le courant et la vitesse d'alimentation du fil. Lorsque le courant augmente, la vitesse d'alimentation du fil doit être augmentée en conséquence pour maintenir la stabilité du processus.
Influence du diamètre du fil : Lorsque l'on maintient un courant constant, la vitesse d'avance du fil est inversement proportionnelle au diamètre du fil. Les fils plus fins nécessitent des vitesses de dévidage plus rapides que les fils plus épais pour un même réglage de courant.
Considérations spécifiques aux matériaux : Des matériaux différents peuvent nécessiter des relations spécifiques entre le courant et la vitesse d'avance en raison des variations de la conductivité thermique, du point de fusion et de la résistance électrique.
Ajustement dynamique : Les systèmes modernes de soudage au CO2 intègrent souvent des algorithmes de contrôle adaptatifs qui ajustent automatiquement la vitesse d'alimentation du fil en temps réel en fonction des caractéristiques de l'arc, garantissant ainsi une qualité de soudure constante même dans des conditions variables.
Il est essentiel de comprendre et d'optimiser cette relation pour obtenir une qualité de soudure supérieure, minimiser les défauts et maximiser la productivité dans les applications de soudage au CO2 dans diverses industries.
2. Tension de soudage
La tension de soudage, également appelée tension d'arc, est un paramètre essentiel qui fournit l'énergie nécessaire au processus de soudage. Elle influence directement les caractéristiques de l'arc, l'apport de chaleur et la qualité globale de la soudure. La relation entre la tension d'arc et l'énergie de soudage est proportionnelle : une tension d'arc plus élevée se traduit par une plus grande énergie de soudage, une fusion plus rapide du fil de soudage et une augmentation du courant de soudage.
La tension d'arc effective peut être exprimée par l'équation suivante :
Tension d'arc = tension de sortie - chute de tension
Où ?
La tension de sortie est la tension fournie par la source de courant de soudage.
La chute de tension représente les pertes dans le circuit de soudage.
La chute de tension est principalement due à la résistance des câbles de soudage, des connexions et de l'arc lui-même. Lorsqu'une machine à souder est installée conformément aux spécifications du fabricant, la source la plus importante de chute de tension est souvent l'extension des câbles de soudage.
Pour des performances de soudage optimales, il est essentiel de compenser les chutes de tension, en particulier lors de l'utilisation de câbles de soudage rallongés. Le tableau suivant donne des indications pour ajuster la tension de sortie en fonction des rallonges de câble :
Courant de soudage Longueur du câble
100A
200A
300A
400A
500A
10m
Environ 1V
Environ 1,5 V
Environ 1V
Environ 1,5 V
Environ 2V
15m
Environ 1V
Environ 2,5 V
Environ 2V
Environ 2,5 V
Environ 3V
20m
Environ 1,5 V
Environ 3V
Environ 2,5 V
Environ 3V
Environ 4V
25m
Environ 2V
Environ 4V
Environ 3V
Environ 4V
Environ 5V
Note : Ces valeurs sont des directives générales. Les réglages de tension réels peuvent varier en fonction de facteurs tels que le calibre du câble, le matériau et les exigences spécifiques de l'application de soudage.
Lors du réglage de la tension de soudage, il est important de tenir compte de ses effets sur.. :
Stabilité de l'arc
Profil du cordon de soudure
Profondeur de pénétration
Génération d'éclaboussures
Taille de la zone affectée thermiquement (HAZ)
Une sélection et une compensation correctes de la tension sont essentielles pour obtenir des soudures de haute qualité et maintenir l'efficacité du processus dans diverses applications de soudage.
Réglage de la tension de soudage
Sélectionnez le courant de soudage en fonction des conditions spécifiques de soudage et de l'épaisseur de la pièce. Calculez la tension de soudage appropriée à l'aide des formules empiriques suivantes :
Pour les courants < 300A : Tension de soudage = (0,05 × courant de soudage + 14 ± 2) Volts
Pour des courants ≥ 300A : Tension de soudage = (0,05 × courant de soudage + 14 ± 3) Volts
Ces formules constituent un point de départ pour la sélection de la tension, qui peut nécessiter un ajustement en fonction de facteurs tels que la composition du matériau, la configuration du joint et les caractéristiques souhaitées de la soudure.
Exemple 1 : Pour un courant de soudage sélectionné de 200A (< 300A) :
Note : Toujours consulter les directives du fabricant du matériel de soudage et effectuer des essais de soudage afin d'optimiser les réglages de tension pour des applications spécifiques. Des facteurs tels que la composition du gaz de protection, la vitesse d'alimentation du fil et la vitesse de déplacement peuvent influencer le choix de la tension optimale.
Sélection du courant de soudage
La tension de soudage fournit l'énergie nécessaire à la fusion du fil de soudage. Des tensions plus élevées accélèrent la vitesse de fusion du fil. Le courant de soudage, quant à lui, est essentiellement le résultat équilibré de la vitesse d'alimentation du fil et de la vitesse de fusion. Comment choisir le courant de soudage approprié ?
1) La valeur appropriée du courant de soudage est sélectionnée en fonction de facteurs tels que le type de matériau de base. baguette de soudurel'épaisseur de la tôle et le diamètre de la tige.
Le courant est proportionnel à l'épaisseur de la plaque et au diamètre du fil. Le courant (I) peut être calculé à l'aide de la formule I=(35-55)d, où "d" est le diamètre de la tige. Par exemple, si le diamètre du fil est de 4 mm, la valeur du courant de soudage est comprise entre 140 et 220 A.
2) Le courant de soudage est sélectionné en fonction de la position de soudage :
140A pour les soudures en hauteur ; entre 140-160A pour les soudures verticales et horizontales soudage bout à boutplus de 180A pour le soudage bout à bout à plat. Pour le soudage toutes positions (plates, horizontales, verticales et aériennes), le courant de soudage sélectionné doit être universel et prendre généralement la valeur du courant de soudage vertical. Lors du soudage d'un tuyau fixé horizontalement pour un assemblage bout à bout, le courant de soudage toutes positions est utilisé, en prenant généralement la valeur du courant de soudage bout à bout vertical.
3) La valeur du courant est sélectionnée en fonction des couches de soudure :
Une valeur de courant plus faible est généralement utilisée pour la couche de base, une valeur plus élevée pour la couche de remplissage, et la valeur de courant pour la couche de couverture est relativement réduite. Par exemple, dans le soudage bout à bout à plat, une approche de soudage multicouche et multipasse est généralement utilisée.
La couche de racine est soudée avec un courant de 150A, tandis que la couche de remplissage peut utiliser une valeur de courant comprise entre 180 et 200A. La couche de recouvrement utilise une valeur de courant réduite de 10 à 15 A, afin de garantir un résultat esthétique et d'éviter que la couche d'obturation ne se détériore. défauts de soudure tels que les découpes.
4) Choisir le courant de soudage en fonction de la le type de soudage et la méthode de manipulation :
1. Selon la type de baguette de soudage: Iacide > Ialcaline > Inox. Les électrodes acides utilisent la valeur de courant la plus élevée. Lorsque le diamètre de l'électrode est de 4 mm, la couche d'apport du soudage bout à bout à plat peut utiliser un courant de 180 A.
Cependant, avec le même diamètre d'électrode et une électrode alcaline, le courant de soudage doit être inférieur de 20A, soit un courant de soudage de 160A. Si le soudage est effectué avec l'électrode A137 électrode en acier inoxydableLe courant doit être inférieur à 20%, soit environ 140A. Dans le cas contraire, la baguette de soudage peut devenir rouge et la couche de flux peut se détacher à mi-chemin de la soudure. processus de soudage.
2. Choix en fonction de la méthode de manipulation : De faibles valeurs de courant sont généralement utilisées pour la méthode de l'arc traînant, tandis que des valeurs de courant légèrement plus élevées sont utilisées pour la méthode de l'arc ascendant. Lors d'un soudage bout à bout vertical ou d'un soudage à l'arc vertical, les valeurs de courant doivent être légèrement plus élevées. soudage d'angle avec une électrode alcaline Ф4, on peut utiliser une méthode d'arc traînant avec 120A, tandis que la méthode d'arc ascendant peut utiliser 135A.
5) Choisir le courant de soudage en fonction de l'expérience de production :
Regardez les projections, le courant de soudage détermine grosso modo la force de l'arc, plus il y a de projections, plus la force de l'arc est grande ; moins il y a de courant, moins la force de l'arc est grande, ce qui rend difficile la distinction entre le laitier et le métal en fusion.
Observez la formation de la soudure : un courant de soudage plus élevé est susceptible de provoquer un décollement, avec moins de renforcement ; un courant de soudage plus faible donne une soudure étroite mais haute. Observez l'état de fusion de l'électrode : un courant de soudage élevé fait fondre l'électrode plus rapidement et la fait rougir ; un courant de soudage plus faible peut provoquer un collage.
Impact de la tension de soudage sur les performances de soudage
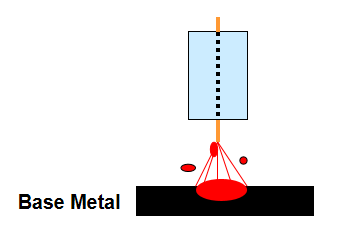
Lorsque la tension est trop élevée :
La longueur de l'arc augmente, les particules d'éclaboussures deviennent plus grandes, la porosité est plus probable, le cordon de soudure s'élargit, tandis que la profondeur de pénétration et le renforcement diminuent.
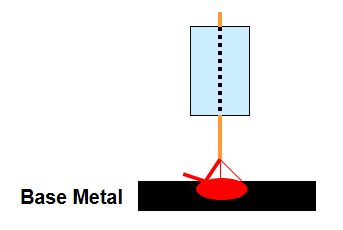
Lorsque la tension est trop faible :
Le fil de soudure plonge dans le matériau de base, les éclaboussures augmentent, le cordon de soudure se rétrécit, tandis que la profondeur de pénétration et le renforcement augmentent.
Ajustement standard
La préfabrication est effectuée selon la formule de référence avant le soudage.
Essai de soudage
Dans un premier temps, le courant est déterminé.
Le niveau de tension est évalué en fonction de la réponse tactile, du son et de la stabilité de l'arc.
Un réglage fin de la tension est effectué.
Considérations relatives au matériel et à l'équipement
Influence de l'épaisseur et du type de matériau
L'épaisseur et le type de matériau de base jouent un rôle crucial dans la détermination des paramètres de soudage appropriés, y compris les réglages de tension et de courant.
Epaisseur du matériau
Lors du soudage de matériaux minces, des réglages de tension et de courant plus faibles sont nécessaires pour éviter les brûlures et minimiser l'apport excessif de chaleur. Pour les matériaux plus épais, des réglages plus élevés sont nécessaires pour assurer une pénétration et une fusion adéquates. L'augmentation de l'apport de chaleur permet d'obtenir un joint de soudure solide en permettant à la soudure de pénétrer profondément dans le matériau.
Type de matériau
L'acier nécessite généralement des réglages de tension et de courant modérés. Par exemple, le soudage de l'acier doux nécessite généralement une tension de 17 à 19 volts et une intensité de 200 à 250 ampères, en fonction de l'épaisseur. L'aluminium, en raison de sa forte conductivité thermique, nécessite des réglages de tension plus élevés pour une bonne répartition de la chaleur. L'acier inoxydable doit être réglé sur des intensités plus faibles pour éviter la surchauffe et préserver ses propriétés de résistance à la corrosion.
Type et taille des électrodes
Le choix du type et de la taille de l'électrode affecte directement les paramètres de soudage et la qualité globale de la soudure.
Type d'électrode
Les fils pleins, souvent utilisés dans le soudage à l'arc sous gaz (GMAW), nécessitent des réglages de tension et de courant spécifiques pour un transfert de métal cohérent et des caractéristiques d'arc stables. Les fils fourrés contiennent un flux qui stabilise l'arc et améliore la pénétration de la soudure, ce qui nécessite des réglages différents de ceux des fils pleins.
Taille de l'électrode
Les petites électrodes conviennent aux matériaux minces et aux soudures précises, nécessitant des réglages de courant plus faibles pour éviter un apport de chaleur excessif. Les électrodes plus grandes sont idéales pour les matériaux épais, permettant des réglages de courant plus élevés pour une pénétration plus profonde et des taux de dépôt plus rapides.
Vitesse d'alimentation du fil (WFS) et sa relation avec le courant de soudage
La vitesse d'alimentation du fil est cruciale dans les procédés tels que le GMAW, car elle affecte directement le courant de soudage. Une vitesse de dévidage plus élevée augmente le courant, ce qui entraîne un apport de chaleur plus important et des taux de dépôt plus rapides.
L'équilibre entre la vitesse d'alimentation du fil et la tension correcte est essentiel pour maintenir un arc stable et obtenir le cordon de soudure souhaité. Un mauvais équilibre peut entraîner des défauts tels que des projections ou une mauvaise pénétration.
Consultation des spécifications des procédures de soudage (WPS) et des recommandations du fabricant
Le respect des directives établies et des recommandations du fabricant garantit des performances et une qualité de soudage optimales.
Spécifications des modes opératoires de soudage (WPS)
Les documents WPS fournissent des paramètres de soudage normalisés, tels que la tension, le courant, la vitesse de déplacement et les exigences en matière de gaz de protection, adaptés à des matériaux et à des épaisseurs spécifiques. Le respect des normes WPS garantit la cohérence des processus de soudage, ce qui permet d'obtenir des soudures de haute qualité et de minimiser les défauts.
Recommandations du fabricant
Les fabricants proposent des directives spécifiques pour le réglage de la tension, du courant et d'autres paramètres en fonction de l'équipement et des matériaux utilisés. Le respect de ces recommandations permet d'obtenir les meilleurs résultats et de prolonger la durée de vie de l'équipement. Ils fournissent également des informations sur la compatibilité des différentes électrodes et des différents fils, ce qui permet d'obtenir des performances optimales et d'éviter que les composants ne soient pas adaptés les uns aux autres.
En tenant compte de l'épaisseur et du type de matériau, des spécifications de l'électrode et en respectant les directives du WPS et du fabricant, les soudeurs peuvent ajuster efficacement les réglages de tension et de courant afin d'obtenir des soudures cohérentes et de haute qualité.
Dépannage des problèmes courants
Identification des problèmes de soudage courants
Brûlures
Le passage au travers se produit lorsqu'une chaleur excessive fait fondre complètement le matériau de base, ce qui forme des trous dans la soudure.
Causes:
Courant ou tension excessifs.
Paramètres inadéquats pour les matériaux minces.
Vitesse de soudage inappropriée, souvent trop lente.
Solutions:
Réduire le courant ou la tension et choisir des électrodes adaptées aux matériaux fins.
Utilisez une vitesse de déplacement plus rapide pour répartir la chaleur plus uniformément.
Éclaboussures
Les gouttelettes de métal en fusion se dispersent autour de la zone de soudure, ce qui entraîne des défauts et des problèmes de nettoyage.
Causes:
Inadéquation entre les réglages de tension et de courant.
Longueur d'arc ou vitesse d'avance du fil incohérente.
Composition incorrecte du gaz de protection.
Solutions:
Augmenter légèrement la tension pour stabiliser l'arc.
Veillez à ce que la vitesse d'alimentation du fil soit constante et que la distance entre les torches soit correcte.
Utiliser un gaz de protection approprié, tel qu'un mélange d'argon plus élevé pour le soudage à l'arc sous gaz métallique (GMAW).
Porosité
La porosité fait référence à la formation de petites poches de gaz ou de vides dans la soudure, ce qui affaiblit son intégrité structurelle.
Causes:
Contaminants tels que l'huile, la graisse ou la rouille sur le matériau de base.
Couverture insuffisante en gaz de protection ou débit inapproprié.
L'utilisation d'un arc trop long expose le bain de soudure à l'air.
Solutions:
Nettoyer soigneusement le matériau de base avant de procéder au soudage.
Vérifier le débit du gaz de protection et réparer les fuites éventuelles.
Maintenir une longueur d'arc cohérente et appropriée.
Collage de fils
Le collage du fil se produit lorsque le fil d'électrode adhère au matériau de base, interrompant ainsi le processus de soudage.
Causes:
Réglages de tension ou de courant faibles.
Vitesse d'avance du fil incohérente.
Fil endommagé ou irrégulier.
Solutions:
Augmenter les réglages de tension et de courant dans les plages recommandées.
Réglage précis de la vitesse d'alimentation du fil pour un soudage en douceur.
Inspectez la bobine de fil pour vérifier qu'elle n'est pas pliée ou irrégulière et remplacez-la si nécessaire.
Solutions pour corriger les problèmes
Réglage de la tension
Trop élevé: La chaleur est excessive, ce qui provoque des découpes ou un cordon de soudure peu profond. Diminuer progressivement la tension et observer le profil du cordon de soudure.
Trop bas: Provoque une mauvaise pénétration et des éclaboussures. Augmenter progressivement la tension jusqu'à ce que l'arc se stabilise et que le cordon se forme correctement.
Ajustement du courant
Trop élevé: Crée une pénétration profonde, risquant de provoquer des brûlures. Diminuer le courant et surveiller la taille du bain de soudure.
Trop bas: Les soudures sont faibles et peu profondes. Augmenter le courant pour obtenir une pénétration complète et un joint de soudure robuste.
Réglage fin des paramètres
Longueur de l'arc: Maintenir une distance constante entre l'électrode et le matériau de base afin d'éviter toute instabilité.
Vitesse de déplacement: Équilibrer la vitesse et la chaleur - aller plus lentement pour les matériaux épais, plus rapidement pour les matériaux minces.
Vitesse de dévidage du fil (WFS): Adapter le WFS aux réglages de tension et de courant pour éviter une alimentation irrégulière ou un collage du fil.
En abordant systématiquement ces problèmes courants et en procédant à des ajustements précis de la tension, du courant et d'autres paramètres, les soudeurs peuvent obtenir des résultats cohérents et de haute qualité tout en minimisant les défauts.
Questions fréquemment posées
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Comment régler la tension et le courant pour le soudage MIG ?
Pour régler la tension et le courant du soudage MIG, il faut avant tout contrôler la vitesse d'alimentation du fil (WFS) pour régler le courant et régler manuellement la tension sur la machine à souder. L'augmentation de la vitesse d'alimentation du fil augmente le courant, ce qui influe sur la profondeur de pénétration et la quantité de métal déposé. Les réglages de tension contrôlent la longueur de l'arc et la largeur du cordon ; une tension plus élevée produit un cordon plus large et plus plat, tandis qu'une tension plus faible crée un cordon plus étroit et plus grumeleux. Utilisez des formules, telles que (U=(0,05I+14)±2V), pour estimer la tension appropriée en fonction du courant, et effectuez des réglages précis en fonction des signaux visuels et auditifs pendant le soudage afin d'obtenir une qualité de soudure optimale.
Quels sont les effets de la tension et du courant sur le cordon de soudure ?
La tension et le courant influencent considérablement le cordon de soudure dans les procédés de soudage. Le courant de soudage affecte principalement la profondeur de pénétration et le renforcement de la soudure ; un courant plus élevé augmente la pénétration et l'épaisseur mais peut conduire à des brûlures, tandis qu'un courant plus faible peut entraîner un manque de fusion ou une porosité. La tension contrôle la longueur de l'arc et la largeur du cordon, une tension plus élevée créant un cordon plus large et plus plat et une tension plus faible produisant un cordon plus étroit et plus épais. Des réglages inadaptés peuvent compromettre la qualité de la soudure, en provoquant des défauts tels que des éclaboussures, des porosités ou le collage du fil. Un réglage équilibré de ces paramètres garantit une qualité de soudure optimale et l'intégrité du joint.
Comment l'épaisseur et le type de matériau influencent-ils la tension et le courant de soudage ?
L'épaisseur et le type de matériau influencent considérablement les réglages de la tension et du courant de soudage. Les matériaux plus épais nécessitent généralement un ampérage plus élevé pour assurer une pénétration adéquate, avec une ligne directrice approximative suggérant 1 ampère par 0,001 pouce d'épaisseur. Par exemple, le soudage d'un acier d'un quart de pouce peut nécessiter environ 250 ampères. Inversement, les matériaux plus fins nécessitent un ampérage plus faible afin d'éviter les brûlures.
Le type de matériau joue également un rôle crucial en raison des différences de conductivité thermique et de points de fusion. L'aluminium, dont la conductivité thermique est élevée, nécessite souvent un ampérage inférieur à celui de l'acier pour éviter un apport de chaleur excessif. Par exemple, l'aluminium de 1/8 de pouce peut nécessiter 120-140 ampères, alors que la même épaisseur d'acier nécessitera un ampérage plus élevé. En outre, les réglages de tension doivent être ajustés en conséquence ; les matériaux plus épais nécessitent généralement une tension plus élevée pour maintenir la stabilité de l'arc et obtenir une bonne pénétration, tandis que les matériaux comme l'acier inoxydable, qui nécessitent un contrôle précis, peuvent nécessiter des réglages de tension plus faibles.
En comprenant ces facteurs et en consultant les spécifications des procédures de soudage (WPS), les soudeurs peuvent optimiser leurs réglages de tension et de courant pour améliorer la qualité et la résistance des soudures.
Quelle est la relation entre la vitesse de dévidage du fil et le courant de soudage ?
La relation entre la vitesse d'alimentation du fil (WFS) et le courant de soudage dans le soudage à l'arc sous gaz et métal (GMAW) est directe et cruciale pour le maintien d'un processus de soudage stable. Dans ce type de soudage, en particulier avec des sources d'alimentation à tension constante, le réglage de la vitesse d'alimentation du fil permet d'ajuster automatiquement le courant de soudage. L'augmentation de la vitesse d'alimentation du fil augmente le courant de soudage, tandis que la diminution de la vitesse d'alimentation du fil réduit le courant de soudage. En effet, le poste de soudage fournit le courant nécessaire pour faire fondre le fil à la vitesse à laquelle il est dévidé. Cette relation a une incidence sur le mode de transfert du métal, la pénétration de la soudure et le profil du cordon. Des vitesses d'alimentation du fil plus élevées entraînent des courants de soudage plus élevés, ce qui se traduit par une pénétration plus profonde et peut modifier le mode de transfert de globulaire à pulvérisé, en fonction du niveau de courant et du matériau. Il est essentiel d'équilibrer la vitesse de dévidage du fil et la vitesse de combustion pour éviter les problèmes tels que la fonte du fil vers la pointe de contact ou un dévidage trop rapide dans le bain de soudure.
Comment déterminer les réglages de tension et de courant optimaux pour mon projet de soudage ?
Pour déterminer les réglages optimaux de tension et de courant pour votre projet de soudage, commencez par consulter les spécifications de la procédure de soudage (WPS) pour connaître les plages recommandées en fonction de votre matériau et de la configuration du joint. Tenez compte de l'épaisseur et du type de matériau, car les matériaux plus épais nécessitent généralement des courants plus élevés. Sélectionnez le type et la taille d'électrode appropriés, car ils ont des plages de fonctionnement spécifiques pour le courant et la tension. Dans le cas du soudage à l'arc sous gaz (GMAW), réglez la vitesse d'alimentation du fil (WFS) pour contrôler le courant de soudage, en veillant à ce qu'il soit équilibré avec la tension afin de maintenir la stabilité de l'arc. Effectuer des soudures d'essai sur des chutes de matériau pour évaluer et affiner les réglages, et surveiller en permanence les conditions de soudage. Utiliser des outils de mesure pour vérifier les réglages et documenter les paramètres optimaux afin d'assurer la cohérence des futures tâches de soudage.
Quelles sont les conséquences d'un mauvais réglage de la tension et du courant ?
Un mauvais réglage de la tension et du courant lors du soudage peut avoir un impact significatif sur la qualité et la sécurité de la soudure. Si la tension est trop élevée, la soudure peut être trop large et plate avec une pénétration insuffisante, ce qui entraîne des joints fragiles. À l'inverse, une tension trop faible entraîne des soudures étroites et peu profondes avec une mauvaise fusion. Des réglages de courant incorrects peuvent entraîner des problèmes tels que la traversée de l'arc, des éclaboussures excessives et une mauvaise stabilité de l'arc. Ces défauts compromettent l'intégrité structurelle de la soudure et peuvent entraîner des défaillances. En outre, des réglages incorrects augmentent le risque d'électrocution et les dangers pour l'équipement. Il est essentiel de veiller à ce que les réglages de tension et de courant soient corrects pour produire des soudures solides et exemptes de défauts et pour maintenir un environnement de travail sûr.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pourquoi le choix du bon mélange gazeux est-il crucial pour la réussite du soudage ? Cet article explique comment le choix du mélange gazeux approprié peut améliorer considérablement la qualité du soudage en affinant les gouttelettes, en réduisant les éclaboussures,...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Vous êtes-vous déjà demandé comment souder efficacement différents types d'acier inoxydable ? Cet article se penche sur les méthodes de soudage spécialisées pour l'acier inoxydable martensitique et duplex, en détaillant les défis...
Faites passer votre entreprise à la vitesse supérieure