Explication des positions de soudage 1G, 2G, 3G, 4G, 5G, 6G
Vous êtes-vous déjà interrogé sur l'art du soudage et les différentes positions qu'il implique ? Dans ce fascinant article de blog, nous allons nous plonger dans les subtilités des positions de soudage, de la position à plat à la position au-dessus de la tête, et explorer leurs défis et techniques uniques. Notre auteur expert, qui possède des années d'expérience en ingénierie mécanique, vous guidera dans le monde du soudage 1G, 2G, 3G, 4G, 5G et 6G, en vous apportant des informations précieuses et des connaissances pratiques. Préparez-vous à approfondir votre compréhension de cette compétence essentielle dans le domaine de l'ingénierie mécanique !
La position de soudage fait référence à l'emplacement relatif de la pièce à souder par rapport à l'équipement de soudage pendant l'opération de soudage. Il existe quatre types fondamentaux de positions de soudage : à plat, horizontale, verticale et au-dessus de la tête. Chaque position de soudage a ses exigences opérationnelles et ses précautions spécifiques.
Position à plat : Il s'agit de la position de soudage la plus courante, qui convient à la plupart des scénarios de soudage. Le soudage effectué dans cette position est appelé soudage à plat.
Position horizontale : Cette position est généralement utilisée lorsqu'il est nécessaire d'observer ou de manipuler le cordon de soudure depuis le côté. En soudage horizontal, le choix de l'angle de l'électrode et du courant est particulièrement important pour garantir la qualité du cordon de soudure.
Position verticale : Le soudage vertical consiste à placer la pièce à souder en position verticale. Cette position convient au soudage de matériaux longs et linéaires tels que les tuyaux. Lors du soudage vertical, le choix de l'électrode et l'ajustement des paramètres de soudage sont cruciaux pour garantir la qualité du soudage.
Position tête haute : Le soudage en hauteur est une position dans laquelle le soudage est effectué par le dessous du cordon de soudure, ce qui en fait une position difficile car l'opérateur doit aligner le cordon de soudure par le dessus. Lors du soudage en hauteur, le courant de soudage doit être inférieur de 10% à 15% à celui du soudage à plat, et il convient d'utiliser un arc court.
Lors du choix de la position de soudage, des facteurs tels que l'épaisseur de la pièce soudée, le nombre de couches de soudure et le type de joint doivent être pris en compte. Par exemple, lors du soudage de transistors de haute puissance, une attention particulière peut être nécessaire pour assurer une insertion correcte de la position du plomb, et le temps de soudage doit être minimisé pour une meilleure dissipation de la chaleur.
Types de positions de soudage
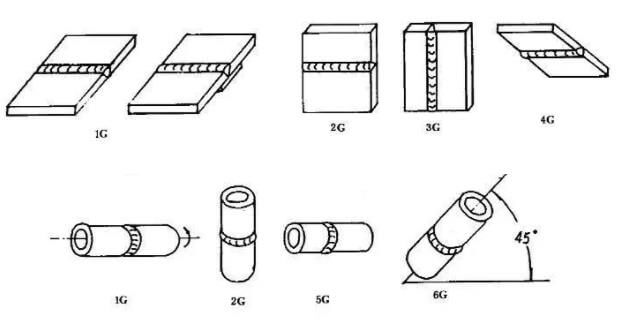
Les positions des soudures en rainure sont classées comme 1G, 2G, 3G, 4G, 5G et 6G, représentant respectivement soudage à platsoudage horizontal, soudage vertical, soudage en hauteur, soudage fixe horizontal de pipelines et soudage fixe incliné à 45° de pipelines.
Soudage bout à bout de plaques :
(1) Position plate, désignée par 1G ;
(2) Position horizontale, désignée par 2G ;
(3) Position verticale, désignée par 3G ;
(4) La position aérienne, désignée par le sigle 4G.
Soudage bout à bout de tuyaux :
(1) Rotation horizontale, notée 1G ;
(2) Position fixe verticale, désignée par 2G ;
(3) Position fixe horizontale, désignée par 5G, 5GX ;
(4) Position fixe à 45 degrés, désignée par 6G, 6GX.
Soudage bout à bout entre le tuyau et la plaque :
(1) Rotation horizontale, désignée par 2FRC ;
(2) Position verticale fixe, soudure à plat, désignée par le sigle 2FG ;
(3) Position verticale fixe, soudage en hauteur, désignée par le sigle 4FG ;
(4) Position fixe horizontale, désignée par 5FG ;
(5) Position fixe à 45 degrés, désignée par 6FG.
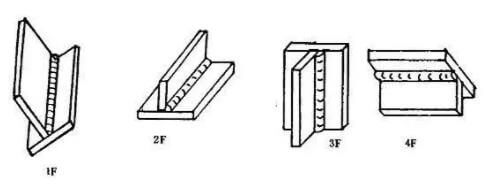
Soudage d'angle de plaques :
Assiette soudures d'angle sont classés en 1F, 2F, 3F et 4F, représentant respectivement le soudage de type navire, le soudage horizontal, le soudage vertical et le soudage en hauteur.
Feuille de tube ou tube soudures d'angle sont classés en 1F, 2F, 2FR, 4F et 5F, représentant respectivement le soudage rotatif à 45 degrés, le soudage transversal (avec l'axe du tube vertical), le soudage rotatif horizontal de l'axe du tube et le soudage aérien fixe horizontal de l'axe du tube.
Soudage des goujons :
(1) Position plate, désignée par 1S ;
(2) Position horizontale, notée 2S ;
(3) Position de tête, désignée par le sigle 4S.
Selon l'AWS, la position à plat est désignée par F, la position horizontale par H, la position verticale par V et la position au-dessus de la tête par OH.
1g, 2g, 3g, 4g, 5g, 6g Position de soudage expliquée
1. Soudage à plat (1G)
1G est le soudage à plat
1G soudage
1G Caractéristiques de soudage :
Le soudage par fusion du métal repose principalement sur son propre poids pour s'écouler dans le bain de fusion.
La forme et la composition du bain de fusion sont faciles à maintenir et à contrôler.
Lorsque l'on soude du métal avec la même épaisseur de tôle, le courant de soudage requis pour le soudage à plat est plus élevé que pour les autres positions de soudage, ce qui permet d'améliorer l'efficacité de la production.
Cependant, le laitier et le bain de fusion ont tendance à se mélanger, en particulier lors du soudage de soudures d'angle plates, ce qui permet au laitier de progresser facilement et de former des inclusions de laitier.
Les électrodes acides peuvent rendre difficile la distinction entre le laitier et le bain de fusion, tandis que les électrodes alcalines apportent de la clarté.
Incorrect paramètres de soudage et les techniques de soudage peuvent entraîner des défauts tels que la formation de bourrelets, des contre-dépouilles et des déformations de soudage.
Dans le cas d'un soudage sur une seule face, si le dos se forme librement, la première soudure peut présenter des problèmes tels qu'une pénétration inégale ou une mauvaise formation du dos.
Points clés du soudage 1G :
En fonction de l'épaisseur de la plaque, a baguette de soudure avec un diamètre plus grand et un courant de soudage plus élevé peuvent être sélectionnés.
Lors du soudage, l'électrode et la pièce soudée doivent former un angle de 60 à 80°, et la séparation du laitier et du métal liquide doit être contrôlée pour éviter l'entraînement du laitier.
Pour les tôles d'une épaisseur de ≤6mm, il convient généralement d'utiliser une rainure de type I pour le soudage bout à bout à plat et une électrode de 3,2 à 4mm de diamètre avec un arc court. technique de soudage doit être utilisé pour la soudure frontale, avec une pénétration atteignant les 2/3 de l'épaisseur de la plaque.
Avant le scellement, la racine peut ne pas être nettoyée, sauf dans les structures importantes, mais le laitier doit être nettoyé et le courant peut être plus élevé.
En cas de confusion entre le laitier et le métal en fusion lors d'un soudage bout à bout à plat, allongez l'arc, inclinez l'électrode vers l'avant et poussez le laitier derrière le bain de fusion afin d'éviter l'inclusion du laitier.
Pour le soudage horizontal et incliné, il convient de souder en amont afin d'éviter l'inclusion de scories et d'empêcher le bain de fusion de se déplacer vers l'avant.
En cas de soudage multicouche et multipasse, il convient de tenir compte du nombre de passes et de la séquence de soudage, chaque couche ne devant pas dépasser 4 à 5 mm.
Pour les joints en T, les congés et les angles plats de recouvrement joints soudésSi l'épaisseur des deux plaques est différente, l'angle de l'électrode doit être ajusté pour diriger l'arc vers un côté de la plaque la plus épaisse afin d'assurer un chauffage uniforme des deux plaques.
Sélection correcte de la méthode de transport des bandes
(1) Pour épaisseur de soudure inférieur ou égal à 6 mm, on utilise le soudage à plat en I.
Le soudage double face doit utiliser le transport linéaire de bandes pour la soudure frontale, à un rythme légèrement lent.
La soudure arrière doit également utiliser le transport linéaire de bandes, avec un courant de soudage légèrement plus élevé et une vitesse plus rapide.
(2) Pour les tôles d'une épaisseur inférieure ou égale à 6 mm, le soudage multicouche ou le soudage multicouche multipasse peut être utilisé lorsque d'autres formes de rainures sont utilisées.
La première couche de support doit être soudée à l'aide d'une électrode à faible courant, d'une électrode à faible courant standard et d'une électrode linéaire ou dentelée.
Lors du soudage de la couche d'apport, il est possible de choisir des électrodes de plus grand diamètre et un soudage à l'arc court avec un courant de soudage plus élevé.
(3) Pour les joints plats en T soudure d'angle si la taille des pattes est inférieure à 6 mm, il est possible d'opter pour le soudage en une seule couche et d'utiliser les méthodes de transport linéaire, par anneau oblique ou par bande en dents de scie.
Pour les pattes de soudure plus grandes, il convient d'utiliser le soudage multicouche ou le soudage multicouche à plusieurs passes.
La méthode de transport linéaire des bandes est employée pour le soudage du support, et le transport incliné en dents de scie ou en anneau peut être choisi pour la couche de remplissage.
(4) Le soudage multicouche et multi-passe doit généralement utiliser la méthode de soudage par bandes linéaires.
2. Soudage horizontal (2G)
2G est une soudure horizontale
Soudage 2G
2G Caractéristiques de soudage :
Le métal en fusion peut facilement tomber dans la rainure sous l'effet de son propre poids, ce qui entraîne des défauts de contre-dépouille sur la face supérieure et un bourrelet de soudure en forme de goutte d'eau ou des défauts de pénétration incomplète sur la face inférieure.
La séparation du métal en fusion et du laitier est relativement facile, comme pour le soudage vertical.
Points clés de la soudure 2G :
La rainure de type V ou de type K est généralement utilisée pour le soudage horizontal bout à bout. Pour les joints bout à bout d'une épaisseur de tôle de 3 à 4 mm, les deux côtés peuvent être soudés à l'aide d'une rainure de type I.
Il convient de choisir une électrode de petit diamètre et le courant de soudage doit être inférieur à celui utilisé pour le soudage à plat. Un arc court permet de mieux contrôler l'écoulement du métal en fusion.
Pour le soudage de tôles épaisses, il convient d'adopter le soudage multicouche et multipasse en plus des soudures d'appui.
Lors de l'utilisation du soudage multicouche et multipasse, une attention particulière doit être accordée au contrôle de la distance de chevauchement entre les passes de soudage. Chaque soudure par chevauchement doit commencer à 1/3 de la soudure précédente afin d'éviter les irrégularités.
L'angle approprié de l'électrode doit être maintenu en fonction de la situation spécifique et de l'état de santé du patient. vitesse de soudage doivent être légèrement bloqués et uniformes.
Il convient d'utiliser la bonne méthode de transport des bandes :
(1) Pour le soudage horizontal bout à bout de type I, il est préférable d'effectuer la soudure frontale à l'aide de la méthode de transport linéaire alternatif de la bande.
Pour les pièces plus épaisses, il convient d'utiliser une bande linéaire ou une petite bande annulaire inclinée et une bande linéaire au dos. Le courant de soudage peut être augmenté de manière appropriée.
(2) Pour le soudage horizontal d'autres rainures, si l'écart est faible, le transport de bandes en ligne droite peut être utilisé pour le soudage d'appui.
Si l'écart est important, la couche arrière doit utiliser un transport linéaire alternatif et les autres couches peuvent utiliser un transport annulaire incliné pendant le soudage multicouche. Le transport de bandes linéaires doit être utilisé pendant le soudage multicouche à plusieurs passes.
3. Soudage vertical (3G)
3G est une soudure verticale
Soudage 3G
3G Caractéristiques de soudage :
Le métal en fusion et le laitier se séparent facilement sous l'effet de la gravité, ce qui peut entraîner des défauts tels que des bourrelets de soudure, des contre-dépouilles et des inclusions de laitier.
La température élevée du bain de fusion fait couler le métal vers le bas, ce qui entraîne un soudage irrégulier.
Une pénétration incomplète peut se produire à la racine des soudures de joints en T et il est plus facile de contrôler le degré de pénétration.
Cependant, la productivité du soudage est inférieure à celle du soudage à plat.
Points clés de la soudure 3G :
Maintenir l'angle correct de l'électrode ;
Le soudage vertical vers le haut est couramment utilisé dans la production et une baguette de soudage spécialisée doit être utilisée pour le soudage vertical vers le bas afin de garantir la qualité.
Le courant de soudage pour le soudage vertical vers le haut est de 10 à 15% inférieur à celui du soudage à plat, et un diamètre d'électrode plus petit (moins de 4 mm) doit être choisi.
Le soudage à l'arc court est utilisé pour réduire la distance entre le transfert des gouttelettes et le bain de fusion.
Adopter la bonne méthode de transport des bandes.
(1) Lors du soudage vertical vers le haut d'un joint bout à bout à rainure en T (couramment utilisé pour les tôles minces), les méthodes de transport linéaire, dentelé et par bandes en forme de croissant sont couramment utilisées. La longueur maximale de l'arc ne doit pas dépasser 6 mm.
(2) Pour d'autres formes de soudage vertical bout à bout, la première couche de soudage utilise souvent le soudage par cassure, le soudage en croissant avec une petite oscillation et le soudage en bande triangulaire. Les couches suivantes peuvent être transportées en forme de croissant ou de dents de scie.
(3) Pendant le soudage vertical des joints en T, l'électrode doit avoir un temps de séjour approprié des deux côtés et des coins supérieurs de la soudure, et l'amplitude de l'oscillation de l'électrode ne doit pas être supérieure à la largeur de la soudure. L'opération de transport de l'électrode est similaire à celle du soudage vertical d'autres formes de rainures.
(4) Lors du soudage de la couche de couverture, la forme de la surface soudée dépend de la méthode de transport de la bande. Une bande en forme de croissant peut être utilisée si une qualité de surface légèrement supérieure est requise, tandis qu'une méthode de transport en dents de scie peut être utilisée pour une surface plane (la forme concave du milieu est liée au temps de pause).
4. Soudage en hauteur (4G)
La 4G est une soudure en hauteur
Soudage 4G
4G Caractéristiques de soudage :
Le métal en fusion tombe sous l'effet de la gravité, et le contrôle de la forme et de la taille du bassin de fusion est un défi.
Le transport de la bande est difficile et il n'est pas aisé d'obtenir une surface plane sur l'élément soudé.
Des défauts tels que l'inclusion de laitier, la pénétration incomplète, le bourrelet de soudure et la mauvaise formation de la soudure sont couramment observés. Les éclaboussures et la diffusion de métal fondu peuvent provoquer des brûlures.
Le soudage en hauteur est moins efficace que les autres positions de soudage.
Points clés du soudage 4G :
Pour le soudage bout à bout en tête, lorsque l'épaisseur de l'élément soudé est ≤ 4 mm, il convient d'utiliser une rainure de type I, de choisir une électrode de 3,2 mm et de modérer l'intensité du courant de soudage.
Lorsque l'épaisseur de la soudure est ≥ 5 mm, il convient d'utiliser le soudage multicouche et multipasse.
Pour le soudage en hauteur des joints en T, il convient d'utiliser le soudage en couche simple lorsque la patte de soudure est inférieure à 8 mm et le soudage en couche multiple et en plusieurs passes lorsque la patte de soudure est supérieure à 8 mm.
La méthode de transport des bandes doit être choisie en fonction de la situation spécifique :
(1) Lorsque la taille de la patte de soudage est petite, il convient d'utiliser un système de transport linéaire ou linéaire alternatif et de réaliser un soudage en une seule couche.
Lorsque la taille de la patte à souder est importante, il est possible de recourir au soudage multicouche ou au transport de bandes de soudage multicouche et multipasse.
La première couche doit être transportée par bandes linéaires, et les couches suivantes peuvent être transportées par bandes triangulaires inclinées ou par bandes annulaires inclinées.
(2) Quelle que soit la méthode de transport des bandes utilisée, la quantité de métal soudé ajoutée au bain de fusion en une seule fois ne doit pas être excessive.
5. Orifice de fixation horizontale de la canalisation (5G)
Le port de fixation horizontal de la canalisation est en position 5g.
Soudage 5G
6. Jonction soudée à 45 °oblique du tuyau (6G)
La jonction soudée à 45 °oblique du tuyau est la position 6G.
Soudage 6G
Quel est l'impact spécifique du choix de la position de soudage sur la qualité du soudage ?
Le choix de la position de soudage a un impact significatif sur la qualité du soudage. Tout d'abord, la position de soudage affecte directement la contrainte et la déformation de l'élément soudé. Si la position de soudage est mal choisie, elle peut entraîner une déformation excessive ou une contrainte interne dans l'élément soudé. Cela réduit non seulement la qualité de la pièce soudée, mais peut même entraîner sa mise au rebut dans les cas les plus graves.
En outre, les différentes positions de soudage peuvent affecter la forme et l'emplacement du bain de soudure, en particulier lorsque le soudage est effectué à la verticale, à l'horizontale ou au-dessus de la tête. En raison de l'effet de la gravité, des problèmes tels que le décolletage peuvent facilement survenir.
Par conséquent, une disposition raisonnable de la position et du nombre de soudures est l'une des mesures cruciales pour contrôler la déformation de la soudure et améliorer la qualité de la soudure.
L'impact de la sélection de la position de soudage sur la qualité du soudage se reflète principalement dans les aspects suivants :
Premièrement, elle peut entraîner une déformation excessive ou une contrainte interne dans l'élément soudé, ce qui affecte ses performances globales.
Deuxièmement, il affecte la forme et la position du bain de soudure, ce qui se répercute sur la qualité et l'esthétique du soudage.
Troisièmement, une disposition raisonnable de la position et du nombre de soudures permet de contrôler efficacement la déformation de la soudure et d'améliorer ainsi la qualité de la soudure.
Par conséquent, pendant les opérations de soudage, la position de soudage appropriée doit être sélectionnée en fonction des exigences de soudage spécifiques, des caractéristiques du matériau et de la rigidité de la structure, entre autres facteurs, afin d'obtenir les meilleurs résultats de soudage.
Quels sont les avantages et les inconvénients du soudage vertical et aérien dans les applications pratiques ?
Les avantages et les inconvénients du soudage vertical et aérien dans les applications pratiques sont les suivants :
Les atouts du soudage vertical résident principalement dans la conservation des matériaux, la réduction du poids, la simplicité de l'équipement, la flexibilité opérationnelle et le faible coût. Il est particulièrement efficace pour les soudures irrégulières, les soudures courtes, les soudures en hauteur, les soudures à haute altitude et les soudures dans des endroits étroits, offrant une application flexible et un fonctionnement sans effort. La qualité de soudage est élevée en raison de la température élevée de l'arc, de la vitesse de soudage plus rapide et de la zone affectée par la chaleur plus petite. La méthode du triangle équilatéral convient au soudage vertical des joints biseautés et des joints en T. Elle permet de produire des sections de soudure plus épaisses en une seule fois. Elle minimise les défauts tels que l'inclusion de laitier, améliorant ainsi l'efficacité de la production.
L'inconvénient du soudage vertical réside dans le fait que de faibles tensions de courant sont à peine utilisées lors du soudage de haut en bas pendant l'opération, ce qui se traduit par une résistance médiocre. Bien que la formation soit esthétiquement agréable, il est essentiel de maintenir l'angle correct de l'électrode.
Les avantages du soudage en tête sont les suivants : bonnes performances du processus, amorçage facile de l'arc, arc stable, moins de projections, bon enlèvement du laitier, formation de soudure esthétique, maîtrise facile de la technique de soudage et bonne résistance à la porosité des électrodes acides, le métal soudé ne posant que rarement des problèmes.
Les inconvénients du soudage aérien sont plus évidents, principalement en raison de la tendance du métal en fusion à tomber sous l'effet de la gravité, ce qui complique la transition des gouttelettes et la formation de la soudure. En outre, les performances du fil de soudure solide sont moins bonnes, ce qui complique la formation de la soudure, et l'absence de flux peut également affecter la formation de la soudure.
Le soudage vertical présente des avantages évidents en termes de flexibilité opérationnelle, de rentabilité et d'adaptabilité aux soudures complexes, mais il peut être confronté à des problèmes de résistance insuffisante dans certains cas. Si le soudage aérien a ses mérites en termes de formation de soudure esthétique et de maîtrise technique, son principal inconvénient est la difficulté accrue du soudage en raison de la chute du métal en fusion.
Méthodes de soudage et leurs codes
Chaque méthode de soudage peut être exécutée en utilisant le soudage manuel, le soudage mécanisé ou le soudage automatique, avec leurs codes comme indiqué dans le tableau ci-dessous.
Formes et positions des éprouvettes et leurs codes
Les formes, les positions et les codes des éprouvettes sont indiqués dans le tableau ci-dessous. La position de l'éprouvette détermine essentiellement la position de soudage.
Tableau 1. Formes, positions et codes des éprouvettes.
Pièce d'essai pour le soudage bout à bout de tuyaux
Épreuve de soudage par rotation horizontale
1G (Rotation)
Épreuve de soudage fixe verticale
2G
Épreuve de soudage fixe horizontale
Soudure ascendante
5G
Soudage vers le bas
5GX(Downward)
Élément d'essai de soudage fixé à 45
Soudure ascendante
6G
Soudage vers le bas
6GX(Downward)
Élément d'essai de joint d'angle tuyau-plaque
Épreuve de soudage par rotation horizontale
2FRG
Épreuve de soudage à plat, fixe et verticale
2FG
Éprouvette de soudage à tête fixe verticale
4FG
Épreuve de soudage fixe horizontale
5FG
Élément d'essai de soudage fixé à 45
6FG
Épreuve de soudage en coin de tôle
Épreuve de soudage à plat
1F
Épreuve de soudage horizontal
2F
Épreuve de soudage vertical
3F
Élément d'essai de soudage aérien
4F
Épreuve de soudage d'angle de tuyau (y compris l'éprouvette de soudage d'angle tuyau-plaque et l'éprouvette de soudage d'angle tuyau-tuyau).
Pièce d'essai de soudage à 45° de rotation
1F (Rotation)
Épreuve de soudage horizontale fixe verticale
2F
Épreuve de soudage par rotation horizontale
2FR
Éprouvette de soudage à tête fixe verticale
4F
Épreuve de soudage fixe horizontale
5F
Épreuve de soudage de goujons filetés
Épreuve de soudage à plat
1S
Épreuve de soudage horizontal
2S
Élément d'essai de soudage aérien
4S
Pièces d'essai avec et sans coussinets d'appui
L'éprouvette de soudage bout à bout de tôle, l'éprouvette de soudage bout à bout de tuyau et l'éprouvette de joint d'angle tuyau-plaque peuvent être divisées en deux types : avec et sans tampons d'appui.
Pour les soudures d'angle double face, les soudures de rainure et les joints d'angle tuyau-plaque où pénétration totale n'est pas nécessaire, ils sont considérés comme des tampons d'appui.
Toutefois, lorsque le soudage d'une seule face est utilisé avec de l'inertage, il est possible d'obtenir des résultats positifs. soudage sous protection gazeuseIl ne peut donc pas être considéré comme ayant des tampons de soutien.
(1) Élément d'essai pour le soudage bout à bout de tôles (s'il n'y a pas de rainure, il s'agit d'un élément d'essai pour le soudage d'angle).
(2) Élément d'essai de soudage d'angle de tôle.
Tableau 2. Positions de soudage applicables aux pièces d'essai
les tôles et les tuyaux d'un diamètre extérieur supérieur à 600 mm
les tuyaux d'un diamètre extérieur inférieur ou égal à 600 mm
Soudage bout à bout de tôles (Note A-2)
1G
Plat
Plat
Plat
/
2G
Plat et horizontal
Plat et horizontal
Plat et horizontal
/
3G
Plat et vertical
Plat
Plat, horizontal et vertical
/
4G
Plat et aérien
Plat
Plat, horizontal et aérien
/
Pièce d'essai pour le soudage bout à bout de tuyaux
1G
Plat
Plat
Plat
/
2G
Plat et horizontal
Plat et horizontal
Plat et horizontal
/
5G
A plat, à la verticale et en hauteur
A plat, à la verticale et en hauteur
A plat, à la verticale et en hauteur
/
5GX
A plat, à la verticale vers le bas et en hauteur
A plat, à la verticale vers le bas et en hauteur
A plat, à la verticale vers le bas et en hauteur
/
6G
Plat, horizontal, vertical et aérien
Plat, horizontal, vertical et aérien
Plat, horizontal, vertical et aérien
/
6GX
Plat, vertical vers le bas, horizontal et aérien.
Plat, vertical vers le bas, horizontal et aérien.
Plat, vertical vers le bas, horizontal et au-dessus de la tête
/
Joint d'angle tuyau-plaque
2FG
/
/
Plat et horizontal
2FG
2FRG
/
/
Plat et horizontal
2FRG 2FG
4FG
/
/
Plat, horizontal et aérien
4FG 2FG
5FG
/
/
Plat, horizontal, vertical et aérien
5FG 2FRG 2FG
6FG
/
/
Plat, horizontal, vertical et aérien
Tous les postes
Soudage d'angles de tôle
1F
/
/
Plat
/
2F
/
/
Plat et horizontal
/
3F
/
/
Plat, horizontal et vertical
/
4F
/
/
Plat, horizontal et aérien
/
Soudage des angles de tuyaux
1F
/
/
Plat
/
2F
/
/
Plat et horizontal
/
2FR
/
/
Plat et horizontal
/
4F
/
/
Plat, horizontal et aérien
/
5F
/
/
A plat, à la verticale, à l'horizontale et en hauteur.
/
Impact du réglage du courant de soudage sur les différentes positions de soudage
L'influence du réglage du courant de soudage sur les différentes positions de soudage se reflète principalement dans la qualité du cordon de soudure, notamment la profondeur de pénétration, la largeur de fusion, les éclaboussures et la porosité. Voici quelques exemples spécifiques :
Lorsque le courant de soudage augmente (les autres conditions restant inchangées), la profondeur de pénétration et le renforcement du cordon de soudure augmentent, tandis que le changement de la largeur de fusion n'est pas significatif ou augmente légèrement. Cela indique qu'en ajustant le courant de soudage, il est possible de contrôler la forme et la taille du cordon de soudure dans différentes positions de soudage.
L'intensité du courant de soudage influe directement sur la vitesse de fusion du métal et sur la qualité du joint soudé. Lorsque le courant est trop élevé, le métal fond rapidement, ce qui entraîne une pénétration profonde, de grandes projections de métal et des défauts tels que des brûlures et des contre-dépouilles. Par conséquent, dans les différentes positions de soudage, il est nécessaire d'ajuster le courant de soudage en fonction de la situation réelle afin de garantir la qualité du joint soudé.
En soudage CO2/MAG/MIG, régler le courant de soudage revient en fait à régler la vitesse d'alimentation du fil, tandis que régler la tension de l'arc revient à modifier la vitesse de fusion du fil. Ce n'est que lorsque la vitesse de fusion du fil et la vitesse d'alimentation sont égales que la qualité du soudage peut être garantie. Cela suggère que dans différentes positions de soudage, en ajustant précisément le courant de soudage et la tension de l'arc, il est possible d'obtenir une fusion et une alimentation uniformes du fil, améliorant ainsi la qualité globale du cordon de soudure.
Dans le soudage sous protection secondaire, le réglage du courant et de la tension sont deux facteurs importants qui influencent la qualité du cordon de soudure. Ils déterminent directement la profondeur de pénétration, la largeur de fusion, les projections, la porosité et d'autres caractéristiques du cordon de soudure. Cela signifie qu'en ajustant précisément le courant et la tension dans différentes positions de soudage, il est possible de contrôler efficacement la microstructure et les performances macroéconomiques du cordon de soudure.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Le soudage des structures en acier exige précision et expertise. Quels sont les pièges les plus courants qui pourraient compromettre vos projets de soudage ? Dans cet article, nous explorons les conseils essentiels pour réussir le soudage de structures en acier. Apprenez à...
Vous êtes-vous déjà demandé ce qui rend le soudage en acier inoxydable si résistant ? Dans cet article, nous allons explorer le monde fascinant des baguettes de soudure en acier inoxydable, en révélant comment leurs compositions et propriétés uniques...
Faites passer votre entreprise à la vitesse supérieure