Traitement thermique au laser : Principes, avantages et applications
Imaginez un traitement capable d'améliorer la durabilité du métal avec une précision extrême, une distorsion minimale et sans ajouter de matériaux supplémentaires. C'est exactement ce que fait le traitement thermique au laser en utilisant des lasers à haute intensité pour durcir les surfaces métalliques, ce qui permet d'améliorer la résistance à l'usure, à la fatigue et à la corrosion. Dans cet article, vous découvrirez le fonctionnement de cette technologie de pointe, ses avantages par rapport aux méthodes traditionnelles et ses nombreuses applications dans des secteurs tels que l'automobile et l'aérospatiale. Préparez-vous à découvrir comment le traitement thermique au laser révolutionne l'ingénierie des matériaux.
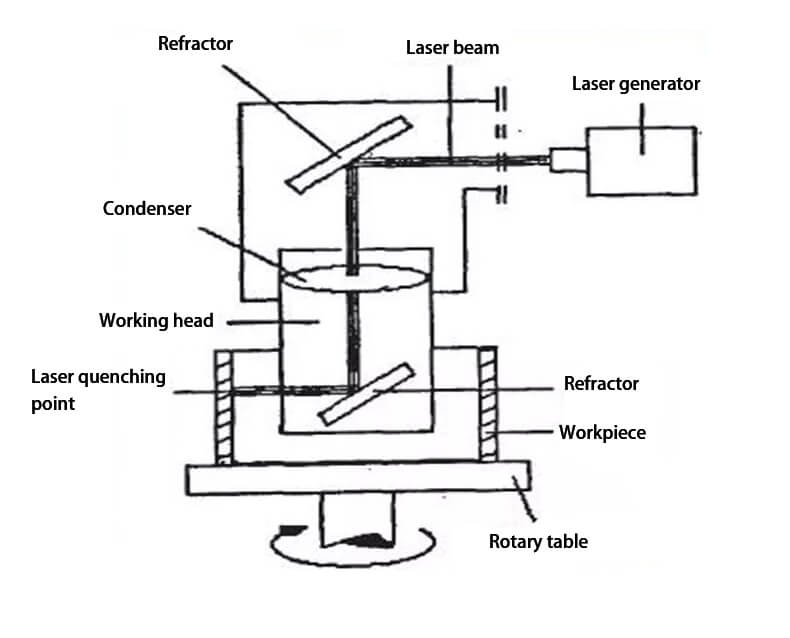
Le traitement thermique au laser est une technique avancée de modification de la surface qui utilise un rayonnement laser de haute intensité pour chauffer de manière sélective et modifier les propriétés des matériaux métalliques. Lorsque le faisceau laser focalisé frappe la surface métallique, une partie de l'énergie est d'abord réfléchie. Cependant, une fois la réflexion surmontée, la majorité de l'énergie laser pénètre et est absorbée par la surface métallique.
Ce processus d'absorption excite les électrons à l'intérieur du réseau métallique, les faisant osciller et entrer en collision avec les atomes du réseau et d'autres électrons. Ces interactions transfèrent rapidement l'énergie thermique de la surface vers le matériau en vrac, créant ainsi un gradient de température important. Il en résulte une vitesse de chauffage extrêmement élevée associée à une vitesse de refroidissement rapide, ce qui est crucial pour obtenir l'effet de durcissement de surface souhaité.
Le principal avantage du traitement thermique au laser réside dans sa capacité à fournir une densité de puissance exceptionnellement élevée - généralement de l'ordre de 10^3 à 10^6 W/cm^2. Cet apport d'énergie concentré permet à la zone irradiée d'atteindre les températures d'austénitisation (typiquement 900-1200°C pour les aciers) en quelques millisecondes. Le contrôle précis de la zone affectée thermiquement permet un traitement localisé sans affecter les propriétés globales de la pièce.
En raison de la brièveté de l'interaction entre le laser et le matériau et de la conductivité thermique élevée des métaux, l'apport de chaleur reste largement confiné à la couche superficielle. Le matériau en vrac environnant, qui maintient une température relativement basse, agit comme un puits de chaleur efficace. Ce mécanisme d'"auto-trempe" inhérent facilite les vitesses de refroidissement rapides, souvent supérieures à 1000°C/s, qui sont suffisantes pour induire une transformation martensitique dans de nombreux aciers sans qu'il soit nécessaire d'utiliser des agents de trempe externes.
La combinaison d'un chauffage et d'un refroidissement rapides permet d'obtenir une microstructure affinée avec une dureté, une résistance à l'usure et une résistance à la fatigue accrues dans la couche superficielle traitée. Ce processus, parfois appelé "trempe par transformation" ou "trempe au laser", peut produire des profondeurs de cémentation allant de 0,1 à 1,5 mm, en fonction des paramètres du laser et des propriétés du matériau.
2. Avantages et inconvénients du traitement thermique au laser
Le traitement thermique au laser est une technique avancée de modification de la surface qui utilise des faisceaux laser à haute densité de puissance pour modifier les propriétés de surface des métaux. Ce processus peut induire diverses transformations, y compris le durcissement par transformation de phase (comme la transformation martensitique de surface), l'alliage de surface et d'autres modifications, ce qui permet d'obtenir des compositions de surface, des microstructures et des propriétés uniques qui sont souvent impossibles à obtenir par des méthodes conventionnelles.
Grâce au traitement thermique au laser, la dureté de surface de la fonte peut être portée à plus de 60 HRC (dureté Rockwell C), tandis que les aciers à teneur moyenne et élevée en carbone peuvent atteindre une dureté de surface supérieure à 70 HRC. Ces améliorations renforcent considérablement la résistance à l'usure, la résistance à la fatigue, la résistance à la corrosion et la résistance à l'oxydation, prolongeant ainsi la durée de vie des composants traités.
Comparé aux procédés de traitement thermique traditionnels tels que la trempe par induction, la cémentation et la nitruration, le traitement thermique au laser offre plusieurs avantages distincts :
Efficacité matérielle : Aucun matériau supplémentaire n'est nécessaire, car le procédé ne fait que modifier la structure de surface existante du matériau traité.
Couche modifiée contrôlable : La couche traitée peut être ajustée avec précision à des profondeurs allant de 0,1 à 0,8 mm, ce qui permet de répondre avec souplesse aux exigences spécifiques de l'application.
Distorsion minimale : La densité de puissance élevée et le temps d'interaction court (généralement de 10^-2 à 10 secondes) entraînent une distorsion thermique et des modifications dimensionnelles globales minimales, ce qui en fait l'outil idéal pour les composants de haute précision en tant qu'étape finale du traitement.
Flexibilité de traitement : Les systèmes avancés d'émission de faisceaux permettent de cibler avec précision des géométries complexes, notamment des trous profonds, des surfaces internes, des trous borgnes et des rainures. Cela permet un traitement local sélectif et le traitement de zones difficiles à atteindre.
Large gamme d'applications : Le traitement thermique au laser peut être appliqué à une grande variété de métaux et d'alliages, y compris les aciers, les fontes et certains alliages non ferreux.
Cependant, le traitement thermique au laser présente également certains défis :
Zone de traitement limitée : La petite taille du spot laser nécessite l'utilisation de plusieurs techniques de chevauchement, de la technologie des spots de grande surface, de méthodes de défocalisation ou de systèmes de balayage pour traiter des surfaces plus importantes. Cela peut conduire à : a) Fluctuations de la microdureté entre des bandes de balayage adjacentes. b) Variations macropériodiques des performances du revêtement traité, observables par analyse métallographique.
Compromis de densité de puissance : Lors de l'utilisation de la technologie des spots de grande surface, l'augmentation du diamètre du faisceau pour couvrir une plus grande surface entraîne des densités de puissance plus faibles pour une puissance de sortie donnée. Cela peut compromettre les avantages d'une densité énergétique élevée et d'un chauffage rapide associés au traitement laser.
Coût de l'équipement : les systèmes laser de haute puissance et l'équipement associé peuvent être coûteux, ce qui limite potentiellement leur adoption à grande échelle.
Limitations de la profondeur : La profondeur de traitement est généralement inférieure à celle de certaines méthodes traditionnelles de traitement thermique, ce qui peut ne pas convenir aux applications nécessitant une cémentation profonde.
Sensibilité à l'état de la surface : L'efficacité et la qualité du processus peuvent être affectées par la réflectivité de la surface, ce qui nécessite un examen minutieux de la préparation de la surface et limite potentiellement son application sur les matériaux hautement réfléchissants sans mesures supplémentaires.
Malgré ces difficultés, les capacités uniques du traitement thermique au laser en font un outil inestimable dans la fabrication moderne, en particulier pour les composants de haute précision et les applications d'ingénierie de surface localisées.
Application du traitement thermique au laser
Le traitement thermique au laser a révolutionné les processus de modification de la surface d'un large éventail de composants métalliques. Sa précision et sa polyvalence le rendent particulièrement utile dans les industries où la résistance à l'usure et la durabilité sont primordiales, telles que l'automobile, la métallurgie, le pétrole, la machinerie lourde, l'équipement agricole et les secteurs de haute technologie comme l'aérospatiale et l'aviation.
1. L'industrie automobile
Le secteur automobile a adopté le traitement thermique au laser pour sa capacité à améliorer les performances des composants critiques. Cette technologie est largement appliquée à des pièces telles que les blocs-cylindres, les chemises de cylindres, les vilebrequins, les arbres à cames et les sièges de soupapes.
Par exemple, General Motors utilise un ensemble de lasers à haute puissance (généralement de l'ordre de plusieurs kilowatts) pour le traitement thermique des composants automobiles. Une application notable est le durcissement sélectif des parois internes des coques de collecteurs à l'aide de lasers CO2. Ce procédé a permis d'améliorer considérablement l'efficacité de la production, avec des rendements quotidiens atteignant 30 000 jeux, soit une multiplication par quatre par rapport aux méthodes traditionnelles. Les composants obtenus présentent une résistance à l'usure supérieure et une durée de vie plus longue, ce qui contribue à la fiabilité et aux performances globales du véhicule.
2. Fabrication de grandes locomotives
L'industrie des locomotives a adopté le traitement thermique au laser pour prolonger de manière significative la durée de vie des composants critiques. Cette technologie est particulièrement efficace pour le traitement de pièces de grande taille telles que :
Vilebrequins : Le durcissement au laser des surfaces des tourillons et des axes améliore la résistance à l'usure et à la fatigue.
Chemises de cylindre : Le durcissement sélectif de la partie supérieure de l'alésage améliore la résistance aux éraflures et réduit l'usure.
Principaux ressorts : Le traitement de surface augmente la durée de vie et la résistance à la corrosion.
La fabrication des moules, qui fait partie intégrante de la production des locomotives, a également bénéficié du traitement thermique au laser. Les géométries complexes et les exigences de haute précision des moules conduisent souvent à une usure prématurée et à des remplacements coûteux. La trempe superficielle au laser offre une solution :
Doubler la durée de vie des moules sans compromettre la précision dimensionnelle.
Permet un traitement localisé des zones à forte usure sans affecter l'ensemble du moule.
Flexibilité permettant de traiter des moules de formes et de tailles diverses sans limitations.
L'adoption du traitement thermique au laser dans la fabrication des moules a permis de réaliser d'importantes économies, de réduire les temps d'arrêt et d'améliorer la qualité des produits. Au fur et à mesure que la technologie progresse, son application à la fabrication des locomotives devrait s'étendre, améliorant encore la durabilité et les performances de ces moyens de transport essentiels.
Le laser traitement de surface englobe plusieurs techniques, notamment la transformation de phase par laser, le rechargement par laser, l'alliage par laser et le traitement composite de surface par laser.
3. Trempe de surface au laser
(1) Principe de la trempe de surface au laser
La trempe superficielle au laser est un procédé de traitement thermique avancé qui utilise un faisceau laser à haute énergie pour chauffer rapidement la couche superficielle d'une pièce métallique à des températures supérieures à son point d'austénisation. Lorsque le faisceau laser se déplace, la zone chauffée s'auto-trempe rapidement par conduction thermique dans le matériau en vrac plus froid. Ce refroidissement rapide transforme l'austénite en martensite, une microstructure dure qui offre une grande résistance à l'usure. Le processus induit une couche de contrainte résiduelle compressive à la surface, ce qui améliore considérablement la résistance à la fatigue et à l'usure du matériau sans affecter les propriétés de base.
(2) Caractéristiques de la trempe de surface au laser
De récentes avancées dans le domaine de la trempe de surface au laser ont révélé que l'application d'une pression externe pendant le processus et son relâchement après la trempe peuvent augmenter de manière substantielle la contrainte de compression résiduelle. Cette innovation améliore encore la résistance à la compression et à la fatigue de la pièce traitée, élargissant ainsi les applications potentielles de la technique.
Les cycles de chauffage et de refroidissement rapides et localisés inhérents à la trempe superficielle au laser minimisent le transfert de chaleur vers le matériau en vrac. Il en résulte une distorsion thermique réduite, typiquement de 1/3 à 1/10 de celle observée dans les méthodes conventionnelles de trempe à haute fréquence. La distorsion minimale diminue considérablement le besoin d'usinage après traitement, ce qui réduit les coûts de fabrication globaux et améliore la précision dimensionnelle.
La trempe de surface au laser est un processus d'auto-refroidissement qui élimine le besoin d'agents de trempe, ce qui en fait une méthode de traitement thermique propre et respectueuse de l'environnement. Le procédé peut être intégré de manière transparente dans les systèmes de traitement laser existants, ce qui permet un traitement composé et facilite les lignes de production automatiques. Cette intégration améliore l'efficacité de la fabrication et réduit les besoins de manutention.
La nature sans contact du traitement laser permet un traitement précis des géométries complexes, y compris les rainures étroites, les surfaces internes et les zones localisées qui sont difficiles à traiter avec les méthodes conventionnelles. Cette polyvalence rend la trempe de surface au laser particulièrement précieuse pour le traitement de composants critiques de conception complexe.
(3) Applications de la trempe de surface au laser
Les avantages uniques de la trempe de surface au laser ont conduit à son adoption généralisée dans diverses industries. Dans le secteur automobile, il a été démontré qu'elle multiplie par plus de trois la résistance à l'usure des blocs-cylindres, ce qui prolonge considérablement la durée de vie et les performances du moteur. Dans le traitement des métaux, la technique a permis de doubler la durée de vie des arêtes de coupe sur les machines de cisaillement de plaques d'acier laminées à chaud, réduisant ainsi les temps d'arrêt et les coûts de remplacement.
La trempe de surface au laser est largement utilisée dans l'industrie des machines-outils pour traiter les rails de guidage, améliorer leur résistance à l'usure et maintenir la précision sur de longues périodes. Dans les systèmes de transmission de puissance, le procédé est appliqué aux surfaces des dents d'engrenage, ce qui améliore considérablement leur capacité de charge et leur durabilité. Les industries automobile et aérospatiale profitent de la trempe au laser des cols de manivelle et des cames des vilebrequins de moteur, qui présentent une résistance supérieure à l'usure et à la fatigue.
Cette technique a également révolutionné l'industrie des outils et des matrices, où elle est utilisée pour améliorer la durabilité de diverses arêtes de coupe. Cette application a permis d'améliorer considérablement la durée de vie des outils, les performances de coupe et l'efficacité globale de la fabrication.
Les applications émergentes comprennent le traitement des implants biomédicaux pour améliorer la résistance à l'usure et la biocompatibilité, et le durcissement de la surface des composants dans le secteur des énergies renouvelables, tels que les engrenages et les arbres des turbines éoliennes, pour prolonger leur durée de vie dans des environnements difficiles.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez que vous puissiez exploiter la puissance de la lumière pour redonner aux surfaces métalliques leur beauté d'origine. Le nettoyage au laser révolutionne la fabrication en offrant une alternative précise et écologique aux méthodes traditionnelles. Dans cet article,...
Vous n'arrivez pas à choisir entre les lasers à fibre et les lasers à solide pour votre prochain projet ? Cet article explore les principales différences dans leurs applications, leur précision et leurs performances. En comprenant ces...
Vous êtes-vous déjà demandé qui était à la tête de l'industrie des machines de marquage laser en Chine ? Cet article explore les dix premiers fabricants qui excellent en matière d'innovation et de fiabilité. De National Bowlder Technology à...
Qu'est-ce qui fait qu'un laser est meilleur qu'un autre pour des tâches spécifiques ? Qu'il s'agisse de découper du métal ou de marquer des composants avec précision, le choix du laser peut avoir un impact considérable sur l'efficacité et la qualité. Cet article...
Avez-vous déjà réfléchi à la façon dont les lasers révolutionnent la fabrication ? De la découpe de précision au prototypage rapide, la technologie laser a transformé les processus industriels, les rendant plus rapides, plus propres et plus efficaces. Dans cet article,...
Qu'est-ce que la haute réflexion ? La haute réflexion dans le traitement laser fait référence au phénomène selon lequel certains matériaux présentent une faible absorption et une forte réflectivité de l'énergie laser, en particulier dans le spectre de l'infrarouge proche.....
Vous êtes-vous déjà demandé comment les lasers pouvaient découper des matériaux avec une telle précision ? Cet article explore le monde fascinant des lasers nanoseconde, picoseconde et femtoseconde. Vous apprendrez comment ces lasers...
Imaginez un rayon de lumière suffisamment puissant pour couper l'acier ou effectuer des opérations chirurgicales délicates. Cet article se penche sur le monde fascinant de la technologie laser, en explorant les principaux composants...
Qu'est-ce qui rend l'interaction métal-laser si fascinante ? C'est l'interaction entre la lumière et les particules chargées du métal qui entraîne des niveaux variables de réflexion, d'absorption et de transmission. Cet article se penche sur...
Faites passer votre entreprise à la vitesse supérieure