Qu'est-ce que le freinage par pression (guide pour les débutants) ?
Freinage à la presse Le freinage à la presse est le processus mécanique de déformation d'un matériau en feuille soutenu par une matrice femelle (en forme de "V") en appliquant une force par l'intermédiaire du poinçon. Une déformation permanente de la pièce en feuille se produit le long de la ligne de contact lorsque la force dépasse la limite d'élasticité du matériau. Il existe deux méthodes pour générer la force [...]
Le freinage à la presse est le processus mécanique qui consiste à déformer le matériau en feuille soutenu par une matrice femelle (en forme de "V") en appliquant une force par le biais du poinçon.
Une déformation permanente de la tôle se produit le long de la ligne de contact lorsque la force dépasse la limite d'élasticité du matériau.
Il existe deux méthodes pour générer la force nécessaire au pliage du matériau en feuille :
La méthode la plus courante consiste à utiliser un volant d'inertie et une manivelle excentrique pour déplacer une poutre coulissante (bélier). Cette méthode est communément appelée presse mécanique frein.
La méthode préférée est la force hydraulique ou hydromécanique au niveau du coulisseau de la presse plieuse. Cylindres hydrauliquesLes vérins hydrauliques, fixés au coulisseau de la presse directement ou par liaison, convertissent l'énergie de l'huile hydraulique pressurisée en force mécanique.
Après la découpe, le freinage à la presse est l'une des opérations les plus faciles à réaliser avec le système de freinage à la presse. tôle et il s'agit essentiellement de la déformation plastique à froid de la tôle.
L'une des conditions essentielles du cintrage est la pliabilité du matériau, c'est-à-dire sa capacité à être plié sans se fissurer ni se rompre. Cette propriété exige une bonne malléabilité et un bon allongement, une grande pureté et une faible dureté. L'acier doux avec un faible pourcentage de carbone (< 0,2%) et une faible dureté. acier allié (aucun des éléments ajoutés n'atteignant 5%) ont une bonne aptitude à la flexion.
Grâce à la large gamme d'outils de presse plieuse standard et au réglage très rapide de la machine, la presse plieuse offre la possibilité d'obtenir des produits aux caractéristiques différentes pour répondre à des besoins différents.
En revanche, l'emboutissage (par exemple pour les composants automobiles) permet de produire une gamme illimitée de formes irrégulières, mais nécessite beaucoup de temps et des coûts élevés pour concevoir et produire le moule nécessaire, sans possibilité de modifier les résultats.
L'emboutissage convient donc à la production de grandes quantités, tandis que le freinage à la presse est utilisé de manière beaucoup plus large.
Le freinage à la presse s'effectue en plaçant une feuille de métal entre un outil supérieur et un outil inférieur (respectivement un poinçon et une matrice) ; le poinçon est abaissé vers la matrice et pousse la feuille de métal dans celle-ci, ce qui provoque une déformation plastique permanente.
Avec le freinage à la presse, il est possible d'obtenir des profils assez compliqués en réalisant des plis dans le bon ordre. La tôle est généralement déplacée et positionnée à la main.
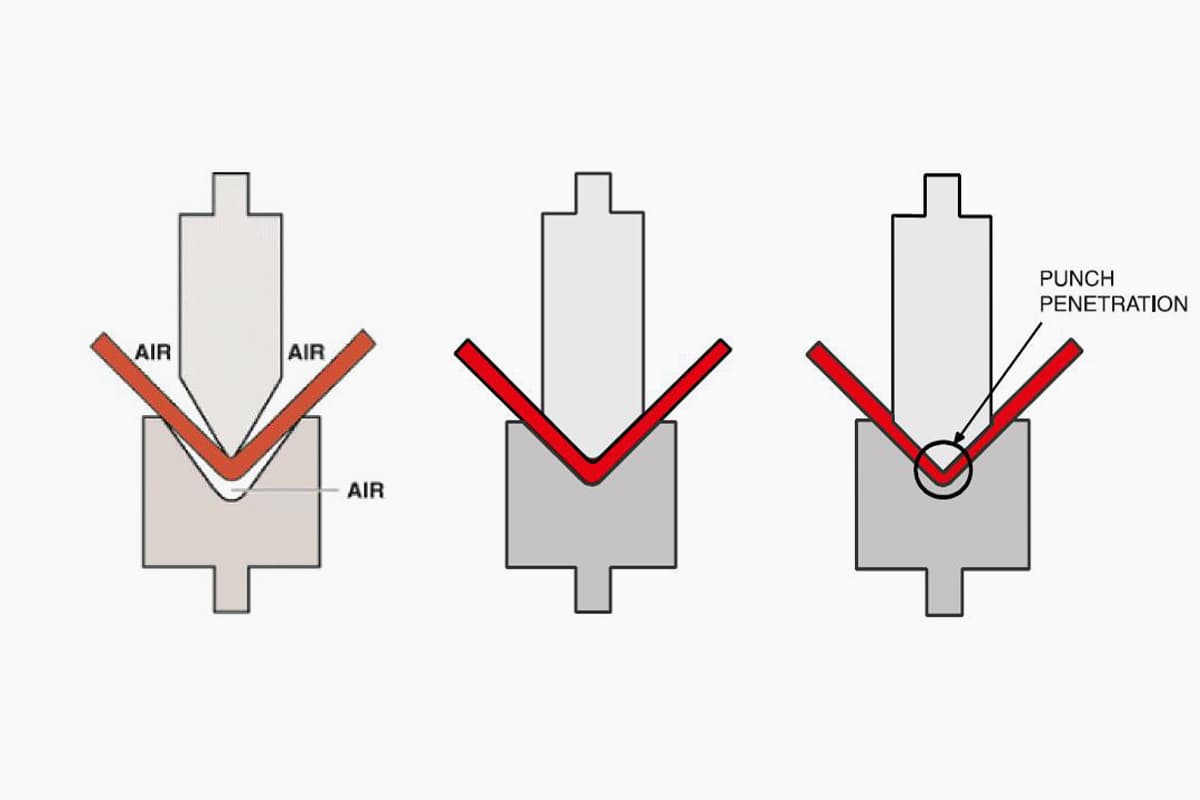
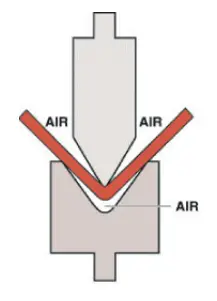
Cintrage de l'air
Cintrage de l'air
Avec cintrage de l'airLa feuille est déformée par un contact en trois points entre le poinçon et les épaules arrondies de la matrice. Le matériau de la feuille n'entre pas en contact avec les côtés de la matrice ou du poinçon.
Remarque :
Lorsque la force appliquée est relâchée, un retour élastique partiel se produit, en raison des propriétés élastiques du matériau.
Les matrices de cintrage pneumatique classiques sont configurées avec un angle inclus de 85 degrés, de sorte que la pièce peut être surcourbée, ce qui entraîne un retour élastique à l'angle souhaité de 90 degrés.
Avec le cintrage pneumatique, l'opérateur peut former des pièces avec différents angles de cintrage en utilisant le même jeu de matrices pour une épaisseur de matériau donnée. Ce résultat est obtenu en contrôlant la pénétration du poinçon dans la pièce au-dessus de la matrice.
Les matrices aiguës, avec un angle de 60 degrés, peuvent être utilisées pour aérer les pièces de l'appareil. tôle pliée des pièces métalliques de calibre pour des angles inclus supérieurs à 60 degrés. L'angle de la pièce formée est déterminé par la profondeur de pénétration du poinçon dans la matrice.
Les exigences de tonnage pour le cintrage à l'air sont généralement publiées pour de l'acier doux ayant une résistance à la traction, une épaisseur de matériau et une configuration d'ouverture de matrice spécifiées. Voir la figure 2.2-1.
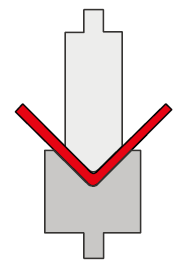
Pliage du fond
Pliage du fond
Dans le cas du pliage par le bas, le poinçon applique un tonnage suffisant pour que le matériau en feuille se conforme à la géométrie de la matrice. Avec cette méthode, la pièce formée ne devrait subir que peu ou pas d'efforts. dos d'âne.
L'angle d'inclusion de la matrice est normalement de 90 degrés.
Les exigences de tonnage pour le cintrage par le bas sont jusqu'à quatre fois plus élevées que pour le cintrage par l'air.
Bien que les variations de l'angle de la pièce formée soient réduites avec le pliage par le bas, le jeu de matrices est limité à une opération de formage d'un seul angle de la pièce.
Monnaie
Monnaie
Dans le cas du monnayage, le poinçon applique un tonnage suffisant pour que le matériau en feuille se conforme à la géométrie de la matrice et subisse un léger amincissement au point de contact. Avec cette méthode, la pièce formée ne doit pas présenter de retour élastique.
L'angle d'inclusion de la matrice est normalement de 90 degrés.
Les besoins en tonnage pour le monnayage sont quatre à huit fois plus importants que pour le cintrage à l'air, ce qui est un inconvénient en raison des coûts associés à une capacité plus élevée. presses plieuses et l'entretien des équipements et de l'outillage.
Bien que les variations de l'angle de la pièce formée soient réduites avec le monnayage, le jeu de matrices est limité à une opération de formage d'un seul angle de la pièce.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure