Qu'est-ce que le sablage ?
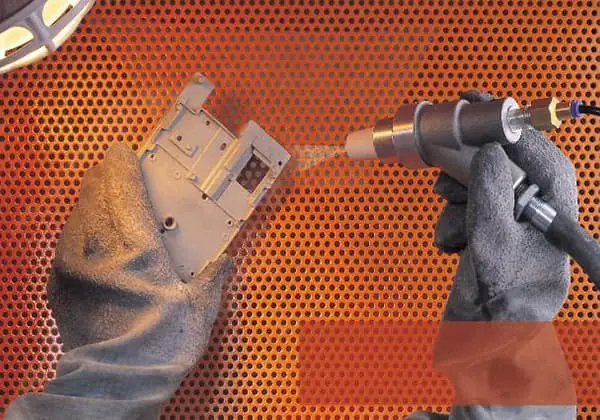
Le sablage utilise de l'air comprimé comme source d'énergie pour créer un jet à grande vitesse qui propulse des matériaux abrasifs (tels que le sable de cuivre, le sable de quartz, le sable de diamant, le sable de fer et le sable de Hainan) sur la surface de la pièce à traiter. Cela entraîne des modifications de la surface extérieure ou de la forme de la surface de la pièce.
Grâce à l'impact et à l'action de coupe du matériau abrasif sur la surface de la pièce, la surface de la pièce obtient un certain degré de propreté et différents niveaux de rugosité, améliorant ainsi les propriétés mécaniques de la surface de la pièce.
En conséquence, la résistance à la fatigue de la pièce est améliorée, l'adhérence entre la pièce et le revêtement est accrue et la durabilité du revêtement est prolongée. Cette méthode est également bénéfique pour le nivellement et la décoration du revêtement.
Principales applications du sablage
(1) Le sablage pour le prétraitement des pièces avant le revêtement ou l'adhésif permet d'éliminer tous les polluants tels que la rouille et d'obtenir une texture de surface cruciale, communément appelée "surface mate". Différents niveaux de rugosité peuvent être obtenus en utilisant différents grains d'abrasif, comme l'abrasif de l'équipement de sablage, ce qui améliore considérablement l'adhérence entre la pièce et le revêtement ou le placage, ou renforce l'adhérence des joints adhésifs et améliore la qualité.
(2) Le sablage peut nettoyer tous les polluants présents à la surface des pièces moulées et des pièces traitées thermiquement, tels que les oxydes résiduels et les taches d'huile, et polir la surface afin d'améliorer la douceur de la pièce. Ce processus permet d'obtenir une couleur de métal uniforme, ce qui rend l'apparence de la pièce plus belle et plus attrayante.
(3) Le sablage peut nettoyer les petites bavures à la surface des pièces usinées et rendre la surface plus lisse, éliminant ainsi les inconvénients des bavures et améliorant la qualité de la pièce. Le sablage peut également créer de petits coins arrondis à la jonction de la surface de la pièce, ce qui la rend plus belle et plus précise.
(4) Après le sablage, les pièces mécaniques peuvent produire des surfaces concaves-convexes uniformes et fines sur la surface, qui peuvent stocker l'huile de lubrification, améliorer les conditions de lubrification, réduire le bruit et prolonger la durée de vie de la machine.
(5) Le sablage permet d'obtenir différents niveaux de réflectivité ou de sous-brillance pour certaines pièces spéciales, telles que polissage de l'acier inoxydableIl peut également être utilisé pour lisser la surface des meubles en bois, créer des motifs sur les surfaces en verre sablé ou flouter la surface des tissus. Il peut également jouer un rôle décoratif.
Ce qu'il faut savoir sur les travaux de sablage
- Avant de commencer le travail, il faut porter un équipement de protection et il est interdit de travailler les bras nus. Le nombre minimum de travailleurs doit être de deux.
- Le réservoir de stockage, le manomètre et la soupape de sécurité doivent être vérifiés régulièrement. La poussière doit être évacuée du réservoir de stockage toutes les deux semaines, et le filtre du réservoir de sable doit être inspecté une fois par mois.
- Vérifiez l'étanchéité du tuyau de ventilation et de la porte de la sableuse. Les tuyaux de ventilation et la porte de la sableuse sont étanches. équipement de dépoussiérage doit être mis en marche cinq minutes avant le travail. Si l'équipement de ventilation et de dépoussiérage est défaillant, il est interdit de faire fonctionner la sableuse.
- La valve d'air comprimé doit être ouverte lentement et la pression d'air ne doit pas dépasser 0,8 MPa.
- La taille des particules utilisées pour le sablage doit être adaptée aux exigences du travail, généralement entre 10 et 20, et le sable doit être maintenu sec.
- Pendant le fonctionnement de la sableuse, il est interdit à toute personne étrangère à l'entreprise de s'en approcher. Lors du nettoyage et du réglage des pièces de fonctionnement, la machine doit être arrêtée.
- Il est interdit de souffler de la poussière sur le corps ou de plaisanter avec de l'air comprimé.
- Après le travail, les équipements de ventilation et de dépoussiérage doivent continuer à fonctionner pendant cinq minutes avant de s'arrêter pour évacuer les poussières intérieures et maintenir la propreté du site.
- En cas d'accident de personne ou d'équipement, la scène doit être conservée et signalée au service compétent.
Processus de sablage
L'étape de prétraitement du processus de sablage fait référence à l'opération suivante traitement de surface qui doit être effectuée sur la pièce avant qu'elle ne soit pulvérisée ou recouverte d'une couche protectrice.
La qualité de l'étape de prétraitement dans le processus de sablage affecte l'adhérence, l'apparence, la résistance à l'humidité et la résistance à la corrosion du revêtement. Si le prétraitement n'est pas effectué correctement, la rouille continuera à se répandre sous le revêtement, ce qui entraînera le décollement du revêtement par morceaux.
La durée de vie d'un revêtement peut varier de 4 à 5 fois entre une surface soigneusement nettoyée et une pièce généralement nettoyée lorsque l'on utilise la méthode d'exposition pour comparer les revêtements. Il existe de nombreuses méthodes de nettoyage des surfaces, mais les méthodes les plus largement acceptées sont le nettoyage au solvant, le décapage à l'acide, les outils manuels et les outils électriques.
Le processus de sablage utilise l'air comprimé comme source d'énergie pour former un jet à grande vitesse qui pulvérise des matériaux abrasifs sur la surface de la pièce, ce qui modifie l'aspect de sa surface. Grâce à l'impact et à l'effet de coupe de l'abrasif sur la surface de la pièce, la surface obtient un certain degré de propreté et une rugosité différente, ce qui améliore les performances mécaniques de la surface de la pièce.
Classification des machines de sablage
Les machines de sablage sont les produits les plus utilisés dans l'usinage par jet d'abrasif. Les machines de sablage sont généralement divisées en deux catégories : les machines de sablage à sec et les machines de sablage à liquide. Les machines de sablage à sec peuvent être divisées en deux catégories : les machines à aspiration et les machines à pression.
I. Machines de sablage à sec par aspiration
- Composants généraux
Une machine de sablage à sec par aspiration complète se compose généralement de six systèmes : système structurel, système d'alimentation en énergie, système de canalisation, système de dépoussiérage, système de contrôle et système auxiliaire.
- Principe de fonctionnement
Les machines de sablage à sec par aspiration utilisent de l'air comprimé comme source d'énergie. Une pression négative est créée dans le pistolet de sablage par le mouvement à grande vitesse du flux d'air, et l'abrasif est transporté par le tuyau d'acheminement du sable. L'abrasif est aspiré dans le pistolet de sablage et éjecté par la buse sur la surface à traiter, ce qui permet d'atteindre l'objectif de traitement escompté. Dans la machine de sablage à sec par aspiration, l'air comprimé est à la fois l'alimentation et l'évacuation de l'abrasif.
II. Machines de sablage à sec sous pression
- Composants généraux
L'unité de travail complète d'une machine de sablage à sec sous pression se compose généralement de quatre systèmes : le réservoir sous pression, le système d'alimentation en énergie, le système de canalisation et le système de contrôle.
- Principe de fonctionnement
Les machines de sablage à sec sous pression utilisent de l'air comprimé comme source d'énergie. La pression de travail est établie dans le réservoir sous pression par l'air comprimé, et l'abrasif est transporté par la vanne de sortie du sable. L'abrasif est éjecté de la buse sur la surface à traiter, ce qui permet d'atteindre l'objectif de traitement escompté. Dans la machine de sablage à sec à pression, l'air comprimé est à la fois la source d'alimentation et la source d'alimentation.
III. Machines de sablage liquide
Par rapport aux machines de sablage à sec, le plus grand avantage des machines de sablage liquide est le contrôle efficace de la pollution par les poussières pendant le processus de sablage, ce qui améliore l'environnement de travail des opérateurs de sablage.
- Composants généraux
Une machine de sablage liquide complète se compose généralement de cinq systèmes : le système structurel, le système d'alimentation en énergie, le système de canalisation, le système de contrôle et le système auxiliaire.
- Principe de fonctionnement
Les machines de sablage liquide utilisent la pompe à liquide de sablage comme source d'énergie pour alimenter le liquide de sablage (un mélange d'abrasif et d'eau) dans le pistolet de sablage après agitation. L'air comprimé accélère le liquide de ponçage et l'éjecte de la buse sur la surface à traiter, atteignant ainsi l'objectif de traitement escompté. Dans la machine de sablage liquide, la pompe à liquide abrasif est la source d'alimentation, et l'air comprimé est la source d'accélération.
Niveau de nettoyage
Également connue sous le nom de propreté, il existe deux normes internationales représentatives : l'une est la "SSPC-" formulée par les États-Unis en 1985, et l'autre est la "Sa-" formulée par la Suède en 1976, qui est divisée en quatre niveaux, à savoir Sa1, Sa2, Sa2.5, et Sa3. Il s'agit d'une norme internationale couramment utilisée, dont l'introduction détaillée est la suivante :
Niveau Sa1 - équivalent au niveau US SSPC-SP7. La méthode générale et simple de brossage et de ponçage manuel est utilisée. Il s'agit du niveau le plus bas des quatre niveaux de propreté, et la protection du revêtement n'est que légèrement supérieure à celle des pièces non traitées. Les normes techniques du traitement de niveau Sa1 : la surface de la pièce ne doit pas présenter de salissures visibles telles que de l'huile, de la graisse, de la peau d'oxyde résiduelle, des taches de rouille et de la peinture résiduelle. Le niveau Sa1 est également appelé niveau de nettoyage par brossage manuel (ou niveau de balayage).
Niveau Sa2 - équivalent au niveau US SSPC-SP6. La méthode de nettoyage par sablage est utilisée, ce qui constitue le niveau le plus bas du traitement par sablage, c'est-à-dire l'exigence générale, mais la protection du revêtement est beaucoup plus élevée que celle du nettoyage manuel par brossage. Normes techniques pour le traitement de niveau Sa2 : la surface de la pièce ne doit pas présenter d'huile, de saleté, de peau d'oxyde, de rouille, de peinture, d'oxyde, de corrosion et d'autres substances étrangères visibles (à l'exclusion des défauts), mais les défauts sont limités à 33% de la surface par mètre carré, y compris de légères ombres ; une légère décoloration causée par des défauts et la corrosion par la rouille ; des défauts de peau d'oxyde et de peinture. S'il y a des rainures sur la surface d'origine de la pièce, une légère rouille et de la peinture resteront au fond de la rainure. Le niveau Sa2 est également appelé niveau de nettoyage commercial (ou niveau industriel).
Niveau Sa2.5 - Le niveau Sa2.5 est couramment utilisé dans l'industrie et peut servir d'exigence technique d'acceptation et de niveau standard. Le niveau Sa2.5 est également appelé niveau de nettoyage quasi-blanc (niveau quasi-blanc ou blanc cassé). Les normes techniques du traitement de niveau Sa2.5 sont les mêmes que celles de la première moitié des exigences Sa2, mais les défauts sont limités à 5% de la surface par mètre carré, y compris de légères ombres, une légère décoloration causée par des défauts et la corrosion par la rouille, des défauts de la peau et de la peinture par l'oxyde.
Niveau Sa3 - équivalent au niveau US SSPC-SP5, est le plus haut niveau de traitement dans l'industrie, également appelé niveau de nettoyage blanc (ou niveau blanc). Les normes techniques du traitement de niveau Sa3 sont les mêmes que celles du niveau Sa2.5, mais les 5% d'ombres, de défauts, de rouille, de corrosion, etc. ne doivent pas exister.
Autres
Sablage : Terme technique désignant la technologie de moulage des pièces d'or et d'argent. Il s'agit d'utiliser des particules de sable métallique de différentes tailles et formes sur le moule de production des pièces d'or et d'argent pour pulvériser les zones à motifs et obtenir des surfaces givrées extrêmement détaillées. Lors de la production des pièces d'or et d'argent, une magnifique couche d'argent apparaît sur les zones à motifs, ce qui renforce l'impression de tridimensionnalité et de superposition.
Le sablage (se référant à l'élimination de la rouille ou au placage sur les surfaces métalliques) utilise du sable de quartz, du sable de quartz ordinaire et du sable de quartz raffiné : avec une dureté élevée et de bons effets d'élimination de la rouille, les indicateurs physiques et chimiques sont les suivants : SiO2≥98-99.8%, Fe2O3≤0.06-0.005%, réfractarité de 1750-1800℃, aspect uniforme des particules, les tailles de particules couramment utilisées sont 1-3MM et 0.1-0.3MM, blanc pur.
La taille des particules est généralement comprise entre 5 et 220 mesh et peut être produite en fonction des besoins de l'utilisateur. Il est principalement utilisé dans les secteurs de la métallurgie, du carbure de silicium, du verre et des produits en verre, de l'émail, du moulage de l'acier, de la filtration de l'eau, du trempage alcalin des fleurs, des produits chimiques et du décapage au jet de sable.