Les engrenages sont un type courant de pièces détachées utilisées dans diverses industries, notamment l'aviation, le transport maritime et l'automobile.
Lors de la conception et de la production d'engrenages, le nombre de dents doit être déterminé.
Certains prétendent que les engrenages de moins de 17 dents ne peuvent pas tourner, tandis que d'autres affirment que c'est faux et qu'il existe de nombreux engrenages de moins de 17 dents.
En réalité, ces deux affirmations sont correctes, et la raison de cette divergence est ouverte à la discussion. Si vous avez des idées, n'hésitez pas à les partager dans les commentaires.
Pourquoi le nombre de dents est-il de 17 ?
Pourquoi le nombre 17 est-il significatif et non un autre nombre ?
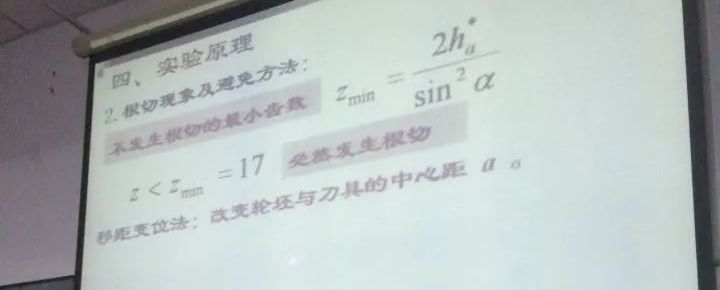
L'importance du point 17 concerne les méthodes de traitement des engrenages, comme le montre l'illustration ci-dessous. Une méthode courante consiste à utiliser une fraise-mère pour le taillage.
Lorsque les engrenages sont fabriqués de cette manière, un sous-découpage peut se produire lorsque le nombre de dents est limité, ce qui entraîne une diminution de la résistance des engrenages produits.
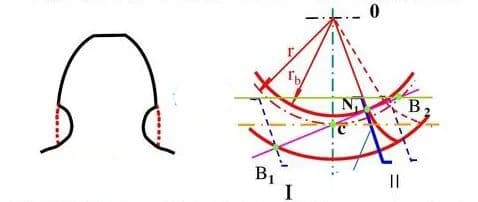
Qu'est-ce que la coupe de racines ? Notez la boîte rouge sur la figure :
Lorsque le point d'intersection du sommet de la dent avec la ligne d'engrènement de l'engrenage dépasse la limite du point d'engrènement de l'engrenage à tailler, une partie du profil de la dent en développante du pied de la dent de l'engrenage à tailler est enlevée. C'est ce que l'on appelle le détalonnage.
Découpe du profil de la dent :
Lors du taillage d'engrenages par la méthode de génération, il peut arriver que la fraise enlève une partie du profil de la dent en développante au pied de la dent de l'engrenage. C'est ce que l'on appelle le détalonnage.
Raisons de la sous-cotation :
Lorsque l'intersection de la ligne supérieure de la dent de l'outil et de la ligne d'engrènement dépasse le point limite d'engrènement N1 et que l'outil continue à se déplacer à partir de la position II, une partie du profil de la dent en développante qui a été précédemment coupée à la racine sera à nouveau coupée.
Le sous-découpage peut être évité lorsque le coefficient de hauteur de l'addendum est de 1 et que l'angle de pression est de 20 degrés.
Pour que les engrenages fonctionnent correctement, une relation de transmission doit être établie entre les engrenages supérieur et inférieur, ce qui permet une rotation en douceur. Cela est particulièrement vrai pour les engrenages à développante, pour lesquels une paire d'engrenages bien maillée est cruciale pour leur fonctionnement.
Il existe deux types d'engrenages cylindriques : les engrenages droits et les engrenages hélicoïdaux. Pour les engrenages droits standard, le coefficient de hauteur du sommet de la dent est de 1, le coefficient de hauteur du talon de la dent est de 1,25 et l'angle de pression doit être de 20 degrés.
Dans le traitement des engrenages, le germe de la dent et la fraise sont similaires à deux engrenages. Si le nombre de dents sur le germe est inférieur à une certaine valeur, une partie de la racine de la dent sera enlevée, ce que l'on appelle le détalonnage. Ce phénomène peut affecter la résistance et la stabilité de l'engrenage si le dépouillement est important.
Le nombre 17 mentionné est spécifique aux engrenages. Le nombre de dents n'affecte pas l'efficacité des engrenages, mais 17 est un nombre premier, ce qui signifie que le nombre de cycles de chevauchement entre une dent d'engrenage et d'autres engrenages est le plus faible en deçà d'un certain nombre de cycles, ce qui entraîne l'application d'une force minimale à ce point.
Les engrenages sont des instruments de précision et, bien que des erreurs puissent se produire, la probabilité d'une usure de l'axe est faible pour 17. Cependant, 17 peut suffire pour une courte période, mais pas pour une longue période.
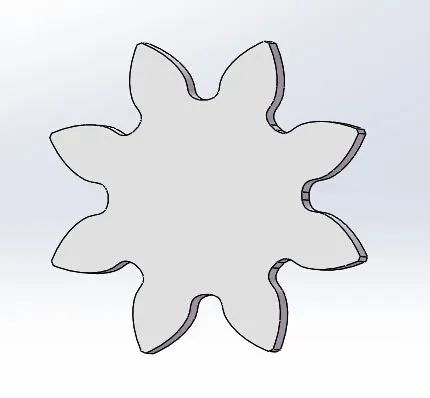
Malgré cela, il existe sur le marché de nombreux engrenages de moins de 17 dents qui fonctionnent encore bien, comme le montre l'image ci-contre.
Certains internautes ont signalé qu'il était possible de fabriquer des engrenages à développante standard avec un nombre de dents inférieur à 17 en modifiant le processus de fabrication. Cependant, ces engrenages peuvent toujours se bloquer en cours d'utilisation en raison de l'interférence des engrenages. Il existe plusieurs solutions à ce problème, notamment la modification de l'engrenage ou l'utilisation d'un autre type d'engrenage, comme les engrenages hélicoïdaux ou les engrenages hypocycloïdes.
Un internaute a fait remarquer que l'idée communément admise selon laquelle le nombre de dents des engrenages cylindriques à développante doit être supérieur à 17 pour éviter les contre-dépouilles repose sur l'hypothèse que le congé supérieur R de la fraise à crémaillère pour les engrenages cylindriques à développante doit être supérieur à 17 pour éviter les contre-dépouilles. l'usinage des engrenages Toutefois, dans la production industrielle, il est peu probable que les fraises n'aient pas d'angle R, car cela entraînerait une concentration des contraintes, ce qui rendrait la fraise susceptible de se fissurer ou de s'user en cours d'utilisation.
En outre, même si la fraise a un angle R, le nombre de dents pour le détalonnage peut ne pas être de 17, de sorte que l'affirmation selon laquelle 17 dents est la limite pour le détalonnage est sujette à discussion. Les images ci-jointes illustrent ce point.
La figure montre clairement qu'il n'y a pas de variation notable dans la courbe de transition de la racine de la dent de 15 dents à 18 dents lorsque l'engrenage est traité avec une fraise dont l'angle R est de 0 au sommet de la face de coupe.
Cependant, pourquoi le nombre de dents avec des dents droites en développante commence-t-il à diminuer à partir de 17 dents ?
L'image a été créée par un professionnel de l'ingénierie mécanique.
Il est évident que la taille de l'angle R de la fraise influe sur le sous-découpage de l'engrenage.
La courbe épicycloïde équidistante étendue en violet dans la figure ci-dessus représente le profil de la racine de la dent après avoir subi un détalonnage.
L'impact de l'écrasement du pied de dent d'un engrenage sur son utilisation est déterminé par le mouvement relatif du sommet de l'autre engrenage et la réserve de résistance du pied de l'engrenage.
Si le sommet de l'engrenage apparié ne s'engage pas dans la partie en contre-dépouille, les engrenages peuvent tourner sans problème. (Remarque : la partie en contre-dépouille a un profil non en développante, et l'engagement entre un profil non en développante et un profil en développante n'est généralement pas conjugué en l'absence d'une conception spéciale, ce qui entraîne une interférence).
La figure montre que la ligne d'engrènement des deux engrenages s'engage juste dans le cercle de diamètre maximal opposé à la courbe de transition des deux engrenages. (Note : La section violette représente le profil de la développante, la section jaune représente la partie en contre-dépouille, et la ligne d'engrènement ne peut pas pénétrer en dessous du cercle de base car il n'y a pas de développante en dessous du cercle de base, et les points d'engrènement des deux engrenages à n'importe quelle position sont sur cette ligne). Cela signifie que les engrenages peuvent s'engrener normalement.
Toutefois, cela n'est pas acceptable dans le domaine de l'ingénierie.
La longueur de la ligne de maillage est de 142,2, et cette valeur divisée par le pas de la base est égale à la coïncidence.
D'autres affirment que cette question est incorrecte et que l'utilisation d'engrenages de moins de 17 dents n'aura pas d'incidence. (La description de ce point dans la réponse précédente était incorrecte, et les trois conditions pour un engrènement correct des engrenages n'ont rien à voir avec le nombre de dents).
Bien que 17 dents puissent être difficiles à traiter dans certaines conditions, il convient de noter que l'on dispose de plus de connaissances sur les engrenages.
La développante est le type de profil de dent d'engrenage le plus couramment utilisé. Pourquoi une développante ?
Qu'est-ce qui distingue cette ligne d'une ligne droite ou d'un arc ?
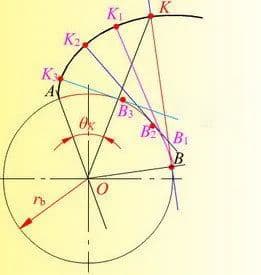
Comme le montre la figure ci-dessous, il s'agit d'une développante (seule la moitié de la développante d'une dent est représentée ici).
En résumé, une développante est le chemin tracé par une ligne droite et son point fixe lorsque la ligne roule le long d'un cercle.
Ses avantages sont évidents.
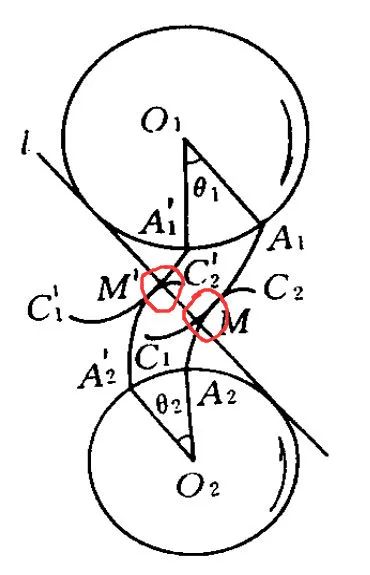
Lorsque deux développantes s'emboîtent l'une dans l'autre, comme le montre la figure ci-dessous.
Lorsque deux roues tournent, la force sur le point de contact (tel que M, M') agit dans la même direction le long d'une ligne droite, qui est perpendiculaire à la surface de contact (section) des deux développantes.
En raison de cette perpendicularitéIl n'y a donc pas de "glissement" ou de "frottement" entre eux, ce qui réduit le frottement dans l'engrenage, améliore l'efficacité et prolonge la durée de vie de l'engrenage.
Cependant, la développante n'est pas la seule option en tant que forme de profil de dent la plus répandue.
En tant qu'ingénieurs, nous devons prendre en compte non seulement la faisabilité et l'efficacité d'une théorie, mais aussi les aspects pratiques de sa mise en œuvre, notamment sélection des matériauxL'objectif est d'améliorer la qualité des produits et des services, la fabrication, la précision, les essais et d'autres aspects.
Les méthodes de traitement couramment utilisées pour les engrenages sont les suivantes méthodes de formage et de générer des coupes.
La méthode de formage consiste à découper directement le profil de la dent à l'aide d'une fraise correspondant à la forme de l'espace entre les dents, notamment des fraises et des roues papillon.
La génération de la coupe est plus complexe. Il s'agit d'engager deux engrenages, dont l'un est dur (outil) et l'autre encore rugueux. Le processus d'engrènement commence à distance et évolue progressivement vers un état d'engrènement normal, générant de nouveaux engrenages par le biais du taillage.
Le taillage par génération est largement utilisé, mais lorsque le nombre de dents de l'engrenage est faible, l'intersection de la ligne supérieure de la fraise et de la ligne d'engrènement se produira, dépassant le point limite d'engrènement de l'engrenage à tailler. Dans ce cas, le pied de l'engrenage usiné sera coupé.
Bien que la partie en contre-dépouille n'affecte pas l'engrènement normal de l'engrenage, elle affaiblit la résistance des dents de l'engrenage. Lorsqu'elle est utilisée dans des situations de forte charge, comme dans une boîte de vitesses, la denture peut facilement se briser.
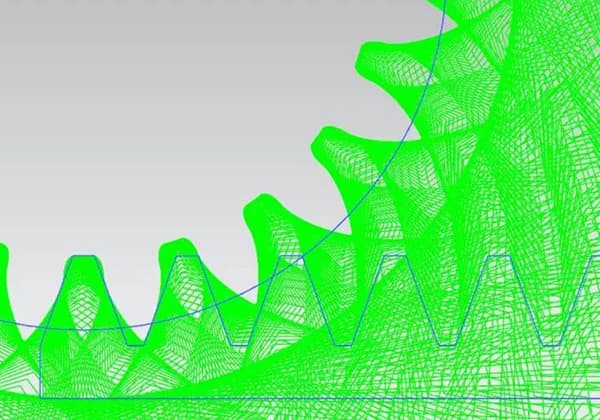
La figure montre un modèle (avec contre-dépouille) d'un engrenage à 2 matrices et 8 dents après un usinage normal.
Cependant, 17 dents est le nombre limité calculé sur la base des normes chinoises en matière d'engrenages.
Lorsque le nombre de dents est inférieur à 17, des contre-dépouilles se produisent lors d'un traitement normal par coupe génératrice.
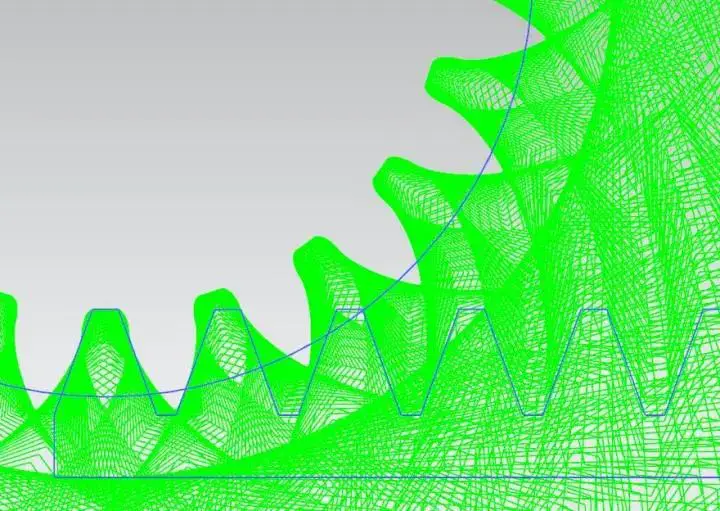
Dans ce cas, il est nécessaire d'adapter la méthode de traitement, telle que la modification. La figure montre un engrenage à 2 modes et à 8 dents (avec un détalonnage minimal) traité par modification.
Il est important de noter que les informations décrites ici ne sont pas exhaustives.
L'ingénierie mécanique comporte de nombreux aspects fascinants et présente de nombreux défis en matière de fabrication de composants.
En conclusion, le nombre de 17 dents découle de la méthode de traitement et dépend de la méthode utilisée.
Si les méthodes de traitement des engrenages sont modifiées ou améliorées, par exemple par des méthodes de formage ou de traitement des modifications (en particulier pour les engrenages cylindriques droits), il n'y aura pas de contre-dépouille et la limitation à 17 dents ne posera pas de problème.
Cette question et sa réponse mettent en évidence l'un des traits caractéristiques de la science mécanique, à savoir la relation étroite entre la théorie et la pratique.
Avis des citoyens : Il est faux d'affirmer qu'un engrenage ne peut pas tourner s'il a moins de 17 dents. Cette section explique brièvement l'origine du nombre de 17 dents.
Un engrenage est un composant mécanique équipé de dents sur sa couronne qui s'engrènent continuellement et transfèrent le mouvement et la puissance. Le profil d'un engrenage peut être en développante, en arc de cercle, etc. et parmi ceux-ci, les engrenages en développante sont largement utilisés. Les engrenages à développante peuvent être divisés en engrenages cylindriques droits et en engrenages cylindriques hélicoïdaux, entre autres.
Pour les engrenages cylindriques droits standard, le coefficient de hauteur addendum est de 1, le coefficient de hauteur dedendum est de 1,25 et l'angle de pression est de 20°. Les engrenages sont généralement traités en utilisant le taillage par génération, où le mouvement de la fraise et de l'ébauche d'engrenage ressemble à l'engrènement de deux engrenages.
Pour le traitement standard des engrenages, si le nombre de dents est inférieur à une certaine valeur, une partie du profil en développante à la racine de l'ébauche de l'engrenage peut être enlevée, ce que l'on appelle le détalonnage. Ce phénomène peut gravement affecter la résistance et la stabilité de la transmission de l'engrenage, comme le montre la figure de gauche ci-dessous. Pour éviter le sous-coupage, le nombre minimum de dents requis est de 2 * 1/sin (20) ^ 2 (où 1 est le coefficient d'addition et 20 l'angle de pression). Pour les engrenages cylindriques droits standard, ce nombre minimum est de 17 dents.
Il existe plusieurs façons d'éviter le contre-dépouillement, notamment en utilisant la déviation de l'engrenage, où l'outil est positionné soit loin, soit près du centre de rotation de l'ébauche de la meule. Pour éviter les contre-dépouilles, il est recommandé de positionner l'outil loin du centre de rotation du contour, comme le montre la figure de droite, ce qui permet d'obtenir un contour en développante complet.
Après une modification appropriée, l'engrenage peut tourner sans être touché. Cela est également possible pour les engrenages ne comportant que cinq dents.
Les engrenages hélicoïdaux peuvent également éviter efficacement le sous-coupage ou réduire le nombre minimum de dents nécessaires pour éviter le sous-coupage.
Ce calcul est basé sur des principes mathématiques. Cela ne veut pas dire que les engrenages de moins de 17 dents ne peuvent pas tourner, mais s'il y a moins de 17 dents, il est plus probable qu'une partie du pied de l'engrenage soit coupée pendant le traitement de l'engrenage, ce qui est connu sous le nom de contre-dépouille. Ce phénomène peut affaiblir la résistance de l'engrenage.
L'angle de pression a = 20 degrés et le nombre minimum de dents sans contre-dépouille est de 17, comme déterminé par la formule mentionnée ci-dessus.
Certains utilisateurs ont exprimé l'opinion que la question de savoir si le nombre de dents peut être inférieur à 17 mérite d'être examinée. Toutefois, pour les engrenages standard, le nombre de dents ne peut être inférieur à 17. En effet, lorsque le nombre de dents est inférieur à 17, l'engrenage est susceptible de se détacher.
Le sous-coupage se produit lorsque la méthode de génération est utilisée pour tailler des dents et que la pointe de la fraise s'enfonce trop loin dans le pied de la dent de l'engrenage, coupant ainsi une partie du profil de la dent en développante du pied de la dent.
Générer des coupes et des coupes radicales
Générer des coupes
La méthode du taillage générateur est un procédé d'usinage des engrenages qui suit le principe géométrique dit de l'enveloppe. Cette méthode implique l'utilisation de deux engrenages avec des profils de dents en développante. La vitesse angulaire de l'engrenage entraîné peut être déterminée en engageant les deux profils de dents et en les engrenant l'un dans l'autre. La relation entre la vitesse angulaire de la roue motrice (w1) et l'engrenage entraîné (w2) est fixe et est représenté par i12 = w1/w2.
Pendant l'engagement des deux profils de dents, les cercles primitifs des engrenages roulent l'un contre l'autre dans un mouvement de roulement pur. Par conséquent, le profil de la dent de l'engrenage menant occupera une série de positions relatives par rapport à l'engrenage mené. L'enveloppe de ces positions est le profil de la dent de la roue menée. Cela signifie que lorsque les deux cercles primitifs sont en mouvement de roulement pur, les profils de denture en développante des engrenages peuvent être considérés comme des lignes enveloppantes qui sont mutuelles l'une à l'autre.
Phénomène de sous-cotation
Raisons de la sous-cotation :
Le sous-coupage se produit lorsque le point d'intersection de la ligne du sommet de la dent de l'outil et de la ligne d'engrènement dépasse le point limite d'engrènement N1, et que l'outil continue à se déplacer à partir de la position II. Il en résulte une nouvelle coupe d'une partie du profil de la dent en développante qui a été précédemment coupée à la racine.
Pour les engrenages non standard, il est mentionné que le nombre de dents est inférieur à 17.
Conséquences de la sous-cotation :
Le décolletage peut avoir des conséquences importantes sur les performances et la résistance des engrenages. D'une part, il affaiblit la résistance à la flexion des dents de l'engrenage, ce qui les rend plus susceptibles de se briser sous l'effet de la charge. D'autre part, il réduit également l'engagement de la transmission par engrenage, ce qui est défavorable à l'efficacité de la transmission.