Ce billet présente une méthode de marquage spéciale qui "emprunte des matériaux" pour les défauts de l'ébauche, apprend des forces des uns et des autres pour compenser leurs faiblesses, et redistribue la marge de la surface à usiner ;
Évitez le lourd et prenez le léger, et donnez la priorité à la garantie des dimensions clés, qui sont utilisées pour remédier à l'absence de qualification et réduire la perte.
1. Préambule
En raison de l'opération mécanique, il arrive que le contour de l'ébauche soit de travers ou que le trou soit décalé, de sorte que la forme et la taille de l'ébauche dépassent le champ d'application technique et deviennent des produits non qualifiés.
Si le décalage et l'obliquité ne sont pas importants, la surépaisseur de chaque surface à usiner peut être redistribuée par traçage, ce qui permet de remédier à l'absence de qualification de l'ébauche.
Cette méthode, qui consiste à utiliser le traçage pour remédier à l'absence de texte, s'appelle "l'emprunt".
Voici deux exemples d'usines pour illustrer ce qu'est un "emprunt" et comment l'emprunter.
2. Tenir compte du cercle extérieur et du trou intérieur et redistribuer l'allocation en blanc.
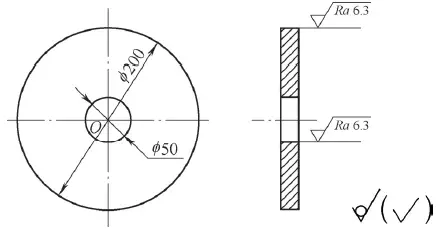
La figure 1 montre une pièce de fonderie en forme de disque, dont le trou intérieur est concentrique par rapport au cercle extérieur.
Fig. 1 Pièces de fonderie du disque
L'ébauche normale est illustrée à la figure 2, et le trou intérieur et le cercle extérieur ne sont pas excentrés.
Fig. 2 blanc normal
Cependant, il existe parfois une excentricité entre le trou intérieur et le cercle extérieur de l'ébauche coulée en raison d'erreurs de coulée.
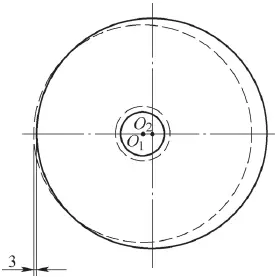
La figure 3 montre l'ébauche excentrique avec une excentricité de 8 mm.
Fig. 3 ébauche excentrique
En raison de l'excentricité de 8 mm entre le trou intérieur et le cercle extérieur de l'ébauche, si le centre du trou intérieur O1 de l'ébauche est choisi comme référence de marquage (voir Fig. 4).
La figure 4 prend le centre du trou intérieur O1 de l'ébauche comme référence de marquage.
Bien que la surépaisseur d'usinage du trou intérieur ne pose pas de problème, la surépaisseur d'usinage du cercle extérieur n'est pas suffisante, et la partie la plus grave est l'absence d'une surépaisseur d'usinage de 3 mm ;
Si le centre du cercle extérieur O2 de l'ébauche est choisi comme référence de marquage (voir figure 5), bien que la surépaisseur d'usinage du cercle extérieur ne pose pas de problème, la surépaisseur d'usinage du trou intérieur n'est pas suffisante, et la partie la plus grave est l'absence d'une surépaisseur d'usinage de 3 mm.
La figure 5 prend le centre du cercle extérieur O2 de l'ébauche comme référence de marquage.
Il est évident que le trou intérieur ou le cercle extérieur ne peut pas être utilisé comme repère de marquage.
À ce stade, la méthode de "l'emprunt de matériel" devrait être utilisée pour le marquage.
La ligne d'emprunt est illustrée à la figure 6.
Fig. 6 ligne d'emprunt
La méthode spécifique consiste à sélectionner le point médian de la ligne de liaison entre le centre du trou intérieur O1 et le centre du cercle extérieur O2 comme référence de ligne.
Grâce à ce traçage, le trou intérieur et le cercle extérieur ont une marge d'usinage suffisante, le trou intérieur ayant une marge d'usinage d'au moins 1 mm et le cercle extérieur une marge d'usinage d'au moins 1 mm, de sorte que ce traçage est réalisable.
Il permet d'éviter la mise au rebut d'ébauches et de récupérer la perte économique.
3. Priorité à la garantie de l'allocation en blanc des pièces maîtresses
L'ébauche normale de la pièce à traiter illustrée à la figure 7 est représentée à la figure 8, avec une surépaisseur de 5 mm sur un côté.
Cependant, en raison d'une erreur de coulée, il manque une pièce dans le coin inférieur droit de l'ébauche, et l'ébauche défectueuse est illustrée à la figure 9.
Fig. 7 pièces à traiter
Fig. 8 blanc normal
Fig. 9 blanc défectueux
Étant donné que la longueur de l'encoche dans le coin inférieur droit dans les directions horizontale et verticale est de 25 mm respectivement, et que la surépaisseur totale de l'ensemble de l'ébauche dans les directions horizontale et verticale est de 10 mm respectivement, il est évidemment impossible de traiter cette pièce en respectant strictement le dessin.
Après avoir communiqué avec le client, on apprend que la pièce est utilisée pour soutenir le siège du roulement.
Même s'il y a un petit écart dans le coin inférieur droit (tant que la longueur du côté ne dépasse pas 12 mm), cela n'affectera pas sérieusement son fonctionnement normal.
C'est pourquoi, avec l'accord du client, les mesures suivantes ont été prises : le point de référence du traçage était à l'origine le centre O du carré.
Déplacez-la ensuite vers le haut et vers la gauche de 3 mm respectivement jusqu'à O1 point.
En d'autres termes, l'O1 est utilisé comme repère de marquage (voir Fig. 10).
La figure 10 présente les valeurs de O1 comme référence de marquage
De cette manière, les bords gauche et supérieur de la pièce ont encore une marge de 2 mm respectivement, et les bords inférieur et droit ont une marge de 8 mm respectivement, et la marge de la rainure semi-circulaire est également suffisante à ce moment-là.
Bien qu'il soit impossible d'éviter complètement l'entaille dans le coin inférieur droit, la longueur de l'entaille restante dans les directions horizontale et verticale après traitement n'est que de 9 mm respectivement, de sorte qu'elle n'affectera pas sérieusement sa fonction d'utilisation, et la perte est récupérée par l'emprunt de matériaux.
4. Conclusion
Dans une usine d'usinage, la personne spécialisée dans le marquage s'appelle le traceur de lignes.
Elle est généralement occupée par d'anciens salariés expérimentés.
Il ressort des exemples ci-dessus que l'outil de gravure en ligne a joué un rôle important dans la garantie de la qualité du produit et la réduction des coûts, et qu'il convient de lui accorder toute l'attention nécessaire.