1 . Preface
La carrosserie en acier inoxydable des wagons de chemin de fer présente non seulement les caractéristiques d'une grande résistance, d'une bonne durabilité, d'une protection environnementale élevée et d'une régénération importante, mais aussi les avantages d'une bonne fermeté de la carrosserie, d'une apparence exquise, d'une longue durée de vie et d'une grande efficacité de soudage.
C'est pourquoi il est de plus en plus recherché par les acteurs du secteur.
Soudage au laser est une méthode qui consiste à concentrer des faisceaux laser à haute énergie sur la surface de la pièce à assembler afin de faire fondre les matériaux à assembler pour former une soudure.
Il y a beaucoup de longues soudures droites dans la fabrication de la carrosserie en acier inoxydable des voitures de chemin de fer.
Les entreprises de construction automobile du Japon, de l'Allemagne et de la Chine sont capables de souder au laser des carrosseries en acier inoxydable.
Toutefois, les inconvénients de l'équipement spécial de soudage au laser, tels que le coût élevé, la longueur du cycle, le manque d'accessibilité et de flexibilité, entravent le développement de la technologie de soudage au laser dans la carrosserie en acier inoxydable.
Ces dernières années, avec l'émergence des équipement portatif de soudage au laserEn outre, il est possible d'appliquer la technologie du soudage au laser à la fabrication de la carrosserie en acier inoxydable.
2. Developpement du soudage laser manuel
De l'apport d'énergie électrique à la formation d'un véritable laser, il faut passer par trois étapes : la source de pompage, le milieu de gain et le résonateur.
L'énergie est pompée de la source de pompage (lampe, diode, dispositif à radiofréquence, etc.) vers le milieu laser afin de stimuler le milieu laser pour qu'il envoie des rayonnement laser.
Le laser rayonné est amplifié dans le résonateur et, enfin, le laser à haute puissance est émis par le chemin optique.
En fonction des différents supports de gain, les lasers peuvent être divisés en lasers à gaz, lasers à solide et lasers à liquide (non utilisés dans l'industrie).
Parmi eux, le support de la très répandue laser à semi-conducteurs est composé de grenat synthétique d'yttrium et d'aluminium (YAG) monocristallin ou de verre dopé avec des ions activés optiquement tels que le néodyme (Nd) ou l'ytterbium (Yb).
La fonction du milieu de gain des lasers à semi-conducteurs est de favoriser l'obtention d'un gain maximal. absorption du laser luminescence et veiller à ce que la chaleur soit consommée le plus efficacement possible.
En raison des différentes structures des supports de gain, les lasers à solide sont divisés en lasers à disque, lasers à fibre, lasers à semi-conducteurs et ainsi de suite.
Le milieu de gain du laser à solide traditionnel est le barreau, le milieu de gain du laser à disque est un disque mince et large, et le matériau de gain du laser à fibre est une fibre mince.
L'apparition d'équipements de transmission par fibre optique résout le problème de la modification du chemin optique en fonction de la direction de la demande d'utilisation.
La première génération de soudage laser manuel apparaît.
Bien que la première génération d'appareils de soudage laser portatifs puisse réaliser des soudures dans une certaine plage, elle présente une faible efficacité de conversion photoélectrique, un volume d'équipement important (4 à 6 fois le volume d'un appareil à argon ordinaire) et une faible consommation d'énergie (1 à 2 fois le volume d'un appareil à argon ordinaire). équipement de soudage à l'arc), une faible pénétration de la soudure et une faible plage de soudage.
Le coût de l'équipement est élevé (plus de 3 fois celui du soudage à l'arc sous argon).
Par rapport au soudage à l'arc sous argon, il est principalement utilisé pour les panneaux d'affichage et les pièces décoratives ayant des exigences esthétiques.
Il n'y a pas d'alternative au soudage à l'arc sous argon pour les connecteurs structurels.
Ces dernières années, le laser à fibre a fait de grands progrès.
Ses principaux avantages sont les suivants : taux de conversion photoélectrique élevé, dissipation rapide de la chaleur, bonne flexibilité, forte capacité anti-interférence, faible coût, longue durée de vie, pas de réglage, pas d'entretien, grande stabilité et faible volume.
Des équipements de soudage laser portatifs utilisant des lasers à fibre ont également été progressivement mis au point.
Le soudage au laser exige une grande précision d'assemblage de la pièce, et défauts de soudure sont faciles à obtenir.
Afin de résoudre ce problème, le concepteur a mis au point un appareil de soudage laser portatif avec une rotation du point lumineux en référence à l'appareil de soudage laser spécial.
Le laser se déplace en forme de "8" ou de "O", ce qui permet de réduire la précision d'assemblage de la pièce et d'augmenter la durée de vie de la pièce. pénétration de la soudure.
Après une série d'optimisations et d'améliorations, l'équipement de soudage laser portatif actuel a une puissance de 0,5 ~ 1,5KW.
La taille et le poids de l'équipement sont équivalents à ceux d'une machine de soudage à l'arc à l'argon et permet de souder des plaques de métal de 3 mm et moins.
Afin de résoudre le problème de la résistance insuffisante de la soudure au laser, il est nécessaire de mettre en place un système d'alimentation en eau potable. structure de soudageCes dernières années, les fabricants d'équipements ont intégré des dispositifs d'alimentation automatique en fil sur la base du soudage au laser et ont mis au point un équipement de soudage par remplissage de fil laser manuel avec alimentation automatique en fil, qui répond essentiellement au soudage de plaques métalliques minces de moins de 4 mm.
Il peut remplacer et surpasser le soudage à l'arc à l'argon et réaliser un soudage à grande vitesse, à faible apport de chaleur, à faible déformation, à faible coût et dans le respect de l'environnement.
D'une année sur l'autre, le coût de fabrication est inférieur à celui du soudage à l'arc à l'argon.
3. Caractéristiques du soudage laser manuel
3.1 Advantages du soudage laser manuel
1) Le soudage laser manuel présente les caractéristiques suivantes : haute efficacité, faible apport de chaleur, faible coût et protection de l'environnement.
En même temps, comme l'extrémité avant du pistolet de soudage est généralement conçue avec une longue buse de guidage, la pointe de la buse de guidage peut adhérer à la pièce et se déplacer le long de la forme de la pièce pendant le soudage. processus de soudage. L'opérateur n'a pas besoin de déployer des efforts tels que soudage manuel à l'arc pour surmonter la gravité du pistolet de soudage, et peut être utilisé d'une seule main.
Les exigences relatives au niveau de compétence des soudeurs sont faibles.
En général, il ne faut que 5 à 7 jours à un soudeur pour apprendre et utiliser avec compétence, alors que dans le même cas, il faut 30 jours, voire plus, à un soudeur manuel à l'arc qualifié.
2) Pour les pièces plus complexes, son efficacité est qualitativement améliorée par rapport au soudage à l'arc manuel traditionnel.
En termes de flexibilité, le pistolet de soudage peut être personnalisé, ce qui permet de s'adapter au soudage dans divers espaces étroits, c'est-à-dire la position où le soudage à l'arc manuel peut être effectué, et le soudage au laser manuel peut également être réalisé.
3) Le joint de soudure laser est lisse et beau, et le volume de métal soudé est faible, ce qui convient aux pièces ayant des exigences élevées en matière d'apparence.
La forme courante du laser joint de soudure est présentée à la figure 1.
En général, les joints conventionnels de 3 mm et moins peuvent être réalisés par soudage laser manuel.
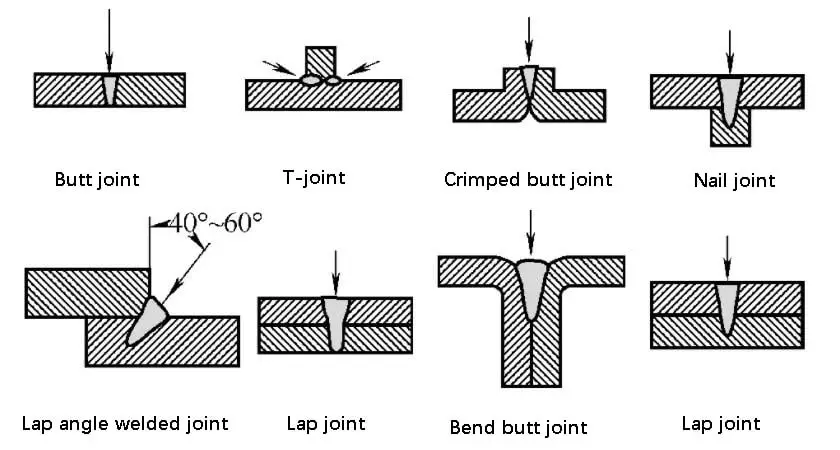
Fig. 1. Communs types de laser joints soudés
3.2 Sles inconvénients du soudage laser manuel
1) Le laser pouvant être dangereux pour les yeux et la peau, qu'il soit direct ou réfléchi, il convient de ne pas l'utiliser dans les cas suivants soudage de l'aluminiumLa plupart du laser sera réfléchi par les matériaux tels que l'aluminium, l'alliage d'aluminium, le cuivre, l'or, l'argent et d'autres matériaux à forte réflexion.
Le laser appartient à la lumière invisible. Faites attention à l'angle de réflexion pendant l'opération. Les opérations croisées doivent être évitées dans le processus de soudage manuel au laser.
Dans le même temps, afin de prévenir les dommages corporels causés par les réflexion laserEn cas d'exposition au laser, de diffusion et de diffusion diffuse dans la zone de l'équipement laser, il convient de mettre en place des installations de protection et les opérateurs doivent porter des lunettes anti-laser.
2) Pour les soudures courantes par laser, le jeu de la pièce après l'assemblage doit être ≤ 0,1 mm.
Afin de réduire les exigences en matière de précision de l'assemblage et de réduire le coût de fabrication des accessoires, il est possible d'utiliser des appareils de soudage laser à main par remplissage de fil et des appareils de soudage laser à main par oscillation.
Différents tests de dégagement peuvent être effectués en fonction de la capacité de l'équipement et des conditions du produit pour finalement répondre aux exigences d'utilisation.
3) L'appareil portatif de soudage au laser transmet le laser par l'intermédiaire de la fibre optique.
Lorsque le rayon de courbure de la ligne de transmission de l'équipement est trop faible, la fibre optique sera endommagée.
Par conséquent, il convient d'éviter un angle de flexion trop important au cours de l'essai. processus de soudage.
En règle générale, la durée d'un soudage en continu La couture doit être contrôlée dans le cadre des activités du personnel.
Pour les longues soudures droites d'une longueur supérieure à 2 m, on peut considérer qu'elles sont effectuées par sections et un dispositif de suspension du câble du pistolet de soudage peut être mis en place.
4) Le soudage au laser manuel est toujours une forme de soudage manuel, et la fatigue se produit lors d'une utilisation prolongée.
Pour les longues soudures droites avec une bonne accessibilité au soudage, des machines spéciales ou des équipements automatiques doivent être envisagés pour le soudage.
4. APerspectives d'application de la carrosserie en acier inoxydable
La carrosserie en acier inoxydable présente les caractéristiques d'une forte résistance à la corrosion, d'une bonne résistance plastique et d'une absence de revêtement, ce qui lui vaut les faveurs des clients.
Le soudage au laser de la carrosserie en acier inoxydable présente des avantages incomparables par rapport au soudage traditionnel.
Il a un niveau élevé de résistance au soudageIl peut réduire efficacement les défauts et a une belle apparence, ce qui lui vaut d'être très respecté.
La carrosserie en acier inoxydable des véhicules ferroviaires est généralement composée de plaques minces.
Pour la carrosserie légère en acier inoxydable (voir figure 2), à l'exception de l'épaisseur de la plaque de la partie porteuse de la structure du châssis qui dépasse 4 mm, les autres parties sont fabriquées à partir de matériaux à parois minces dont l'épaisseur de la plaque est comprise entre 0,8 et 3 mm.
Parmi elles, la plaque ondulée la plus fine du couvercle supérieur ne mesure que 0,8 mm, tandis que la plaque ondulée la plus fine du couvercle inférieur ne mesure que 0,5 mm. matériau en acier de la plaque de la paroi latérale et de la plaque de la paroi d'extrémité requise par la surface extérieure est généralement de 2 mm, ce qui se situe dans la plage d'épaisseur de la plaque applicable au soudage laser manuel.

Fig. 2 Une carrosserie légère en acier inoxydable
4.1 Aexigences esthétiques et perspectives d'application des soudures
Les soudures par recouvrement autour du cadre de la porte et de la paroi latérale (voir Fig. 3) sont situées à l'entrée de l'habitacle de la carrosserie, à l'entrée de la porte et à l'entrée de l'habitacle. soudures d'angle entre le drainage de la paroi d'extrémité et la peau de la paroi d'extrémité (voir Fig. 4), et les soudures de recouvrement entre le bord d'extrémité et la peau de la paroi latérale (voir Fig. 5).
Ils sont visibles par les passagers sur le quai. Ils ont des exigences élevées en matière d'esthétique de la soudure.
Le soudage manuel à l'arc est utilisé pour former des soudures inesthétiques, telles que des soudures sur toute la longueur.
Grandes dimensions chaleur de soudage Le soudage à l'arc sous argon est à l'échelle du poisson, la position de la soudure est inégale, le joint de soudure est concave ou convexe, inesthétique, et l'opération de traitement par collage de l'écart de soudure final est encombrante.
L'épaisseur du joint de colle est faible, il vieillit et tombe facilement, et le coût d'entretien est élevé.

Fig. 3 Chevauchement du cadre de la porte et de la paroi latérale
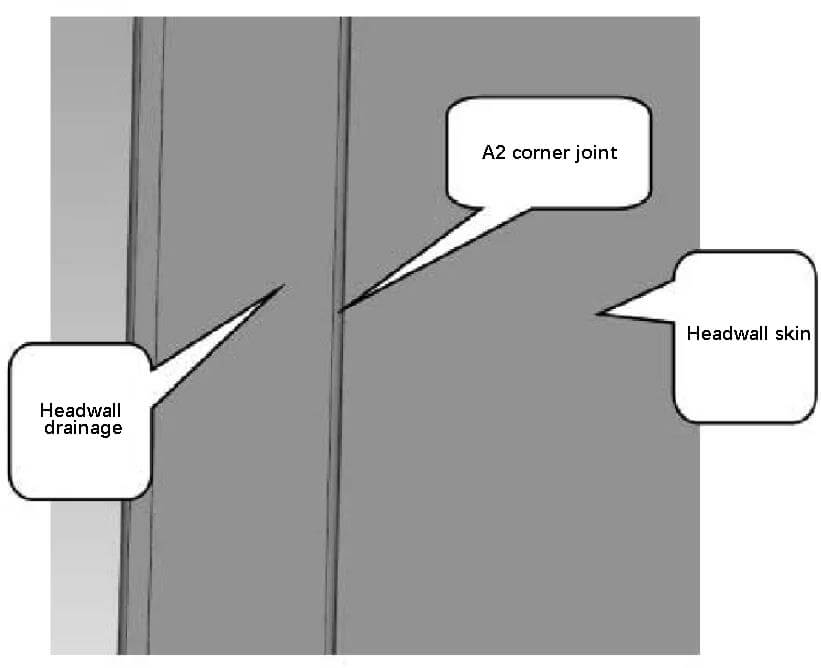
Fig. 4 Raccord d'angle entre le drainage de la paroi d'extrémité et la peau

Fig. 5. Chevauchement de la bordure d'extrémité et de la peau
Pour les soudures dans les positions ci-dessus, l'écart au niveau du joint de soudure peut généralement être contrôlé à 0,1 mm près.
Le soudage laser manuel peut remplacer complètement le soudage à l'arc à l'argon et le collage, réduire considérablement le coût de fabrication et améliorer l'efficacité.
Les soudures sont droites et uniformes après le soudage sans meulage, ce qui peut améliorer la satisfaction du client.
La soudure de recouvrement entre le diaphragme et la poutre courbée au-dessus du couvercle supérieur et de l'élément de fixation de l'élément de fixation de l'élément de fixation de l'élément de fixation. soudure d'angle entre le diaphragme et la plaque de fond (voir figure 6) sont d'environ 3 m de long.
Lors du soudage manuel à l'arc, l'apport de chaleur est important.
Même si le soudage par saut de section est utilisé, la déformation après le soudage reste importante.
La déformation de la plaque inférieure est supérieure à 5 mm et la déformation du diaphragme est supérieure à 10 mm, ce qui nécessite beaucoup de main-d'œuvre et de ressources matérielles pour l'ajustement et la réparation. Le soudage laser manuel est utilisé.
L'apport de chaleur pour le soudage est considérablement réduit, et la vitesse de soudage peut être multipliée par plus de trois, ce qui permet de réduire considérablement l'ajustement et la correction ultérieurs de la forme.
En même temps, la formation de la soudure est belle et il y a peu de défauts dans les joints, ce qui permet de réduire le meulage des joints, de manière à réduire les coûts et à améliorer l'efficacité.

Fig. 6 Raccordement de la membrane au-dessus du couvercle supérieur
5. Conclusion
À l'heure actuelle, le laser avancé technologie du soudage est progressivement adopté pour la caisse en acier inoxydable des wagons, et les normes techniques correspondantes sont progressivement améliorées.
L'articulation résistance à la fatigue et la résistance mécanique du soudage au laser sont meilleures que celles du soudage à l'arc traditionnel. Dans la fabrication de carrosseries légères en acier inoxydable, le soudage laser manuel offre une plus grande flexibilité et un champ d'application plus large.
Grâce aux progrès constants de cette technologie et à la réduction continue du coût des équipements, l'utilisation du soudage laser manuel permet de réduire les coûts, d'améliorer l'efficacité et d'accroître la satisfaction des clients.
On peut prévoir que le soudage manuel à l'arc sera progressivement remplacé dans les carrosseries en acier inoxydable à l'avenir.













