Correction des déformations dues à l'électroérosion à fil : Conseils d'experts
Si l'on fend un bâton de bambou par le milieu, les deux moitiés se déforment, la plus grande moins et la plus petite plus fortement. Ce phénomène se produit parce que le matériau est intrinsèquement soumis à des contraintes et que le fait de le fendre perturbe l'équilibre initial de ces contraintes, ce qui entraîne une déformation pour rétablir l'équilibre. De même, l'électroérosion à fil (EDM) [...]
Si l'on fend un bâton de bambou par le milieu, les deux moitiés se déforment, la plus grande moins et la plus petite plus fortement. Ce phénomène se produit parce que le matériau est intrinsèquement soumis à des contraintes et que le fait de le fendre perturbe l'équilibre initial de ces contraintes, ce qui entraîne une déformation pour rétablir l'équilibre.
De même, la déformation de la pièce par électroérosion à fil suit ce principe, le processus de coupe perturbant l'équilibre original des contraintes à l'intérieur de la pièce.
Causes de la déformation de la pièce dans l'électroérosion à fil
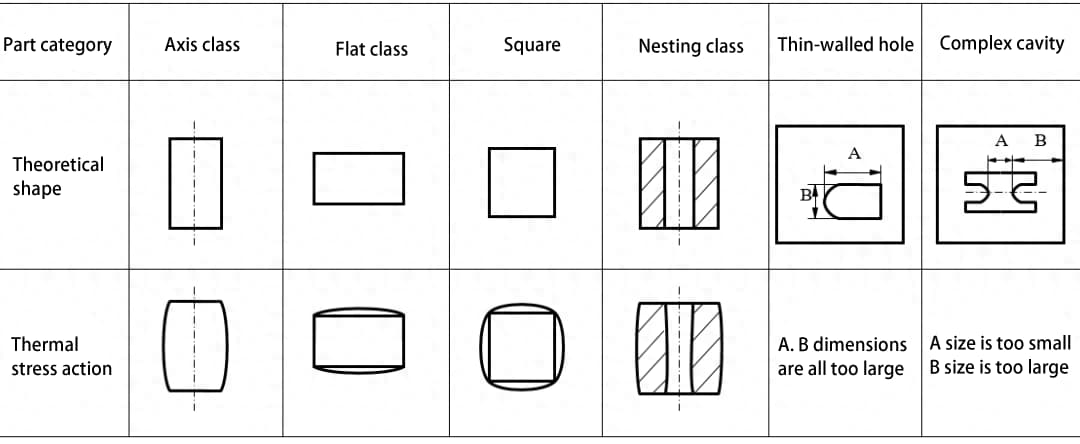
L'ampleur de la déformation lors de l'électroérosion à fil est liée à la structure de la pièce. Les cavités et les protubérances étroites et longues sont susceptibles de se déformer, le degré de déformation dépendant de la complexité de la forme, du rapport d'aspect et d'autres facteurs ; les pièces à parois plus minces sont plus susceptibles de se déformer.
Si la déformation est minime et respecte les exigences de précision du processus d'usinage, elle peut être presque négligeable.
Toutefois, si la déformation dépasse la précision d'usinage requise, elle entraînera des déviations notables des dimensions, ce qui affectera la forme de la pièce usinée.
La déformation peut résulter de divers facteurs, notamment les propriétés des matériaux, le traitement thermique, la conception de la structure, la planification du processus et le choix du serrage de la pièce et de la trajectoire de coupe pendant l'électroérosion à fil.
L'impact de la contrainte thermique sur la forme de la pièce
Mesures préventives contre la déformation des pièces
Certaines mesures permettent de contrôler et de prévenir la déformation dans l'électroérosion à fil.
1) Usinage grossier ou coupe de détente avant la coupe finale.
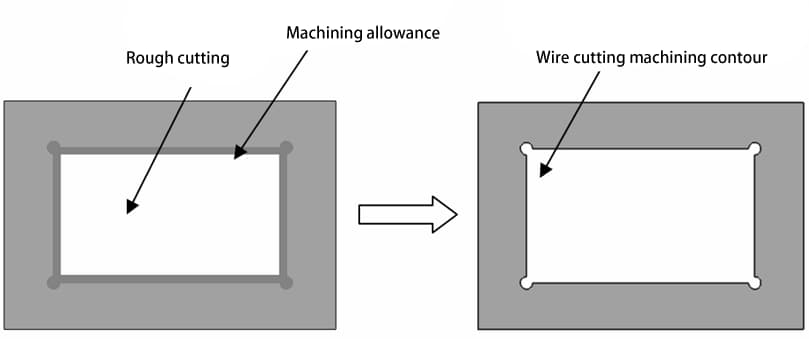
La découpe d'une grande surface sur un matériau peut perturber l'équilibre des contraintes internes et provoquer une déformation importante. En éliminant la majeure partie de la matière excédentaire par un usinage grossier ou en exécutant des trajectoires de coupe sans contrainte, il est possible d'éliminer la majeure partie de la contrainte interne.
Pour les moules à grande cavité en électroérosion, il peut être utile d'effectuer deux coupes principales. Augmentez le décalage de 0,1~0,2 mm pour la première coupe principale afin de permettre la réduction des contraintes, puis utilisez le décalage standard pour la deuxième coupe principale, comme le montrent les illustrations.
Réduction de la déformation grâce à l'ébauche de soulagement des contraintes
Pour les formes longues et étroites, l'exécution d'une coupe de détente à l'intérieur de la forme avant l'usinage du profil extérieur peut réduire considérablement la déformation.
Coupe antistress
2) Perçage des trous d'enfilage du fil
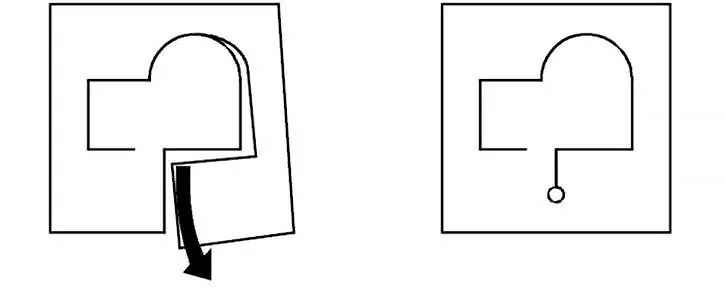
Lors de la découpe de protubérances, le fait de commencer la découpe directement à partir de l'extérieur du matériau, comme le montre la figure (a), peut entraîner une déformation due à un déséquilibre des contraintes du matériau, ce qui se traduit par des déformations d'ouverture ou de fermeture.
Le perçage de trous de filetage pour l'usinage de contours fermés, comme le montre la figure (b), peut réduire de manière significative la déformation causée par l'électroérosion à fil.
(a) Déformation importante (b) Déformation minime Réduction de la déformation par le perçage de trous pour le filetage des fils
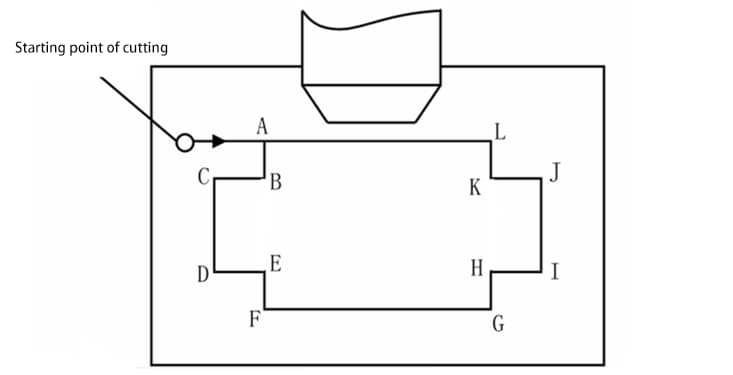
3) Optimisation de la trajectoire de coupe
En général, il est préférable de commencer la coupe près de l'extrémité de serrage et de placer le segment séparant la pièce de sa partie de serrage à la fin de la trajectoire d'usinage, en plaçant les points de pause près de l'extrémité de serrage de la pièce.
Des trajectoires d'usinage déraisonnables peuvent également entraîner des déformations dans le cas de l'électroérosion à fil.
Une trajectoire d'usinage plus rationnelle est : A→B→C→D......→A. Si le chemin est disposé dans le sens des aiguilles d'une montre : A→L→K→J......→A, le fait de couper la pièce de la partie de serrage au début pourrait affecter directement la précision de la protubérance en raison du manque de fiabilité du serrage.
Organisation de la trajectoire d'usinage
4) Coupes multiples
Pour les pièces encore susceptibles de se déformer après avoir pris certaines mesures, l'abandon de l'habitude traditionnelle de découper en une seule fois et l'utilisation de découpes multiples peuvent répondre aux exigences de précision.
Les coupes multiples dans l'électroérosion à fil, qui visent principalement à obtenir une meilleure rugosité de surface, réduisent également de manière significative la déformation résultant des contraintes internes dans les pièces moulées.
5) Optimisation du processus d'usinage des plaques de moules à cavités multiples
Lors de l'électroérosion à fil, l'interaction entre les contraintes internes d'origine et les contraintes thermiques générées par le processus de coupe peut provoquer des déformations imprévisibles et irrégulières, entraînant un enlèvement de matière inégal lors des coupes suivantes et affectant la qualité et la précision de l'usinage.
Pour remédier à ce problème, les moules de haute précision peuvent être découpés en plusieurs étapes. La première découpe permet d'éliminer tous les déchets des cavités.
Après avoir éliminé les déchets, la fonction de repositionnement automatique de la machine est utilisée pour terminer les cavités de manière séquentielle : coupe principale pour la cavité a, élimination des déchets→coupe principale pour la cavité b, élimination des déchets→coupe principale pour la cavité c, élimination des déchets→......→coupe principale pour la cavité n, élimination des déchets→coupe de finition pour la cavité a→coupe de finition pour la cavité b→......→coupe de finition pour la cavité n, complétant ainsi le processus.
Cette méthode de découpe donne à chaque cavité suffisamment de temps pour relâcher les contraintes internes, minimisant ainsi l'influence mutuelle et les légères déformations causées par les différents ordres d'usinage, et garantissant la précision des dimensions du moule.
Toutefois, cette méthode implique de multiples opérations de filetage et demande beaucoup de travail, ce qui la rend plus adaptée aux machines d'électroérosion à fil lentes équipées de mécanismes de filetage automatique. Après le découpage, des mesures confirment que les dimensions répondent aux exigences de haute précision.
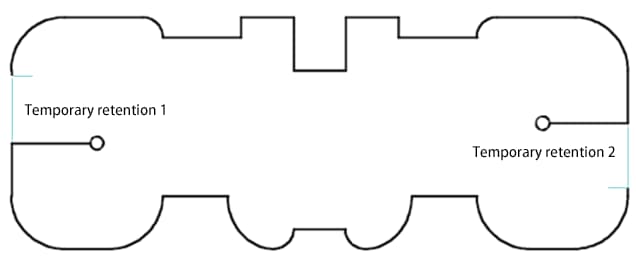
6) Fixer plusieurs segments d'allocation
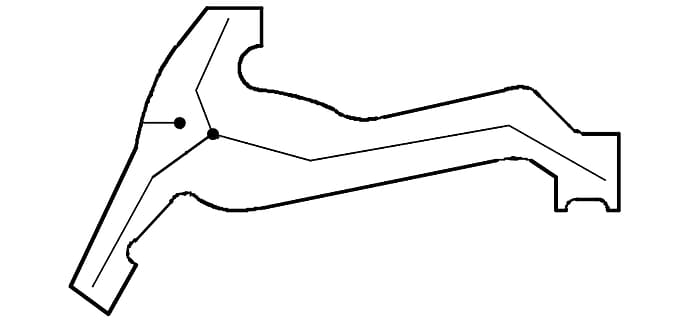
Pour les pièces de grande taille et de forme complexe, il est conseillé de définir deux ou plusieurs segments de surépaisseur avec plusieurs points de départ, comme le montrent les illustrations.
Lors de la programmation, la forme est divisée en plusieurs segments et connectée séquentiellement pour l'usinage. Le contour est usiné en premier, suivi des segments d'allocation.
Fixation de plusieurs segments d'allocation
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure