Suivi du soudage au laser : Comprendre le principe de fonctionnement
La tête du capteur de suivi de soudage se compose d'une caméra CCD et d'un ou deux lasers à semi-conducteur. La bande laser est projetée sur la surface de la pièce à un angle prédéterminé en tant que source de lumière structurelle. La caméra observe directement la bande au bas du capteur. L'avant de la caméra est équipé d'un [...]
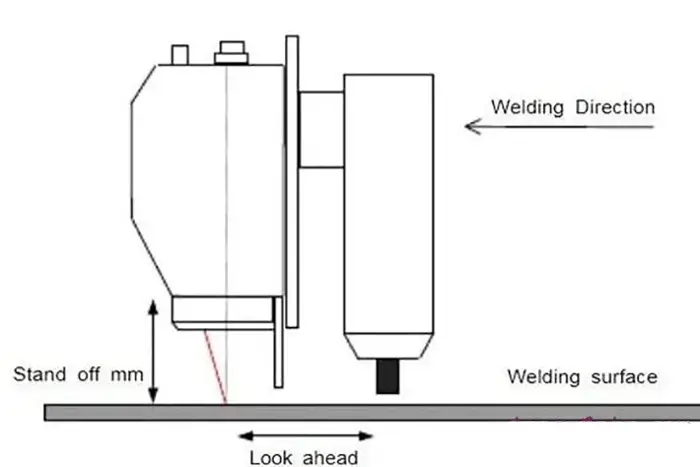
La tête du capteur de suivi de soudage se compose d'une caméra CCD et d'un ou deux lasers à semi-conducteur. La bande laser est projetée sur la surface de la pièce à un angle prédéterminé en tant que source de lumière structurelle. La caméra observe directement la bande au bas du capteur. L'avant de la caméra est équipé d'un filtre optique qui laisse passer le laser tout en filtrant toute autre lumière, comme les arcs de soudage. Le capteur est donc positionné très près de l'arc de soudage.
Fig. 1. Tête du capteur de suivi de soudure.
Le capteur est généralement monté devant la torche à une distance prédéfinie, appelée avance, afin d'observer la soudure. La hauteur d'installation, ou la distance entre le corps du capteur et la pièce à souder, varie en fonction du type de capteur installé.
Pour garantir une observation précise, le pistolet de soudage doit être positionné correctement au-dessus de la soudure, de sorte que celle-ci soit proche du centre de la bande, ce qui permet à la caméra d'observer à la fois la bande laser et la soudure.
Fig. 2 La position de la soudure.
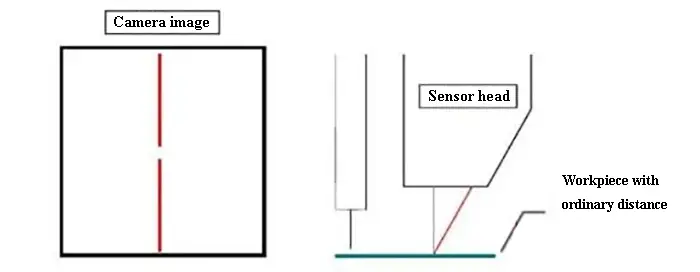
La bande laser est projetée à un angle spécifique. Si la pièce est trop proche du capteur, la position de la bande laser est relativement proche. En revanche, si la pièce est éloignée du capteur, la position de la bande laser sur la surface de la pièce est relativement décalée vers l'arrière.
La caméra observe la position de la bande laser et le capteur peut mesurer la distance verticale par rapport à la pièce. En analysant la forme de la bande, le capteur peut également déterminer le contour de la surface et la position de la soudure sur la bande, ce qui lui permet de mesurer la position transversale de la soudure.
Fig. 3 Pièce à usiner avec une distance ordinaire
Fig. 4 Pièce à usiner à grande distance
Fig. 5 Pièce à usiner à faible distance
La caméra capture une image qui est traitée par le contrôleur et transformée en une image numérique de bande laser. Le logiciel segmente ensuite la bande en plusieurs lignes pour former la soudure. Sur la base de la position de ces lignes, le système peut calculer la position de la soudure et la convertir en une distance en millimètres en utilisant les données d'étalonnage stockées dans la tête du capteur.
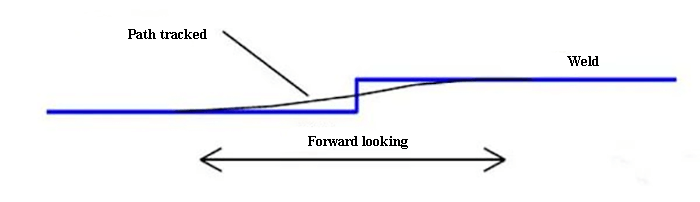
Au cours du processus de suivi, le système utilise le vitesse de soudage et la distance d'orientation vers l'avant pour déterminer le temps de retard, en veillant à ce que la torche suive la soudure et non le capteur. La stratégie de contrôle est conçue pour fournir une distance d'orientation vers l'avant régulière, ce qui permet d'obtenir une soudure régulière. Si le capteur rencontre un changement soudain dans la trajectoire, il réagit en douceur, comme l'illustre la figure ci-dessous.
Fig. 6 Une réponse régulière.
Le capteur se compose de plusieurs éléments clés, notamment une caméra CCD et un filtre, un laser à semi-conducteur et des éléments optiques, ainsi qu'un microprocesseur pour la surveillance de la température et le stockage des données d'étalonnage. La surveillance de la température permet de protéger le laser contre les dommages en cas de défaillance du système de refroidissement. Il est important de noter que si le laser fonctionne au-delà de sa limite de température, sa durée de vie sera considérablement réduite.
Le stockage des données d'étalonnage permet de remplacer les têtes de capteur sans coûts supplémentaires ni modifications, ce qui garantit un temps d'arrêt minimal en cas de dommage ou de défaillance du capteur. Les processus de soudage est protégé de la suie et des éclaboussures par un pare-éclaboussures en cuivre noir, équipé d'une feuille de plastique transparente et remplaçable qui doit être régulièrement remplacée lorsque des saletés s'accumulent sur sa surface.
Le capteur doit être refroidi à l'aide d'un gaz protecteur de soudage ou d'un air propre, sec et exempt d'huile afin de maintenir la température des composants électroniques en dessous de 50°C, d'éviter l'accumulation de poussière et de protéger les composants optiques. Le débit de gaz utilisé est généralement de 5 L/min.
Si nécessaire, une plaque de montage refroidie à l'eau peut fournir un refroidissement supplémentaire pour la tête du capteur. En revanche, si la température du laser à semi-conducteur tombe en dessous de +5°C, un chauffage optionnel doit être installé sur le capteur.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure