Filière de pliage et de formage en forme de Z : analyse structurelle
1. Vue d'ensemble La pièce à plier en forme de Z illustrée à la figure 1 est une pièce couramment rencontrée en production. La taille de h est limitée par la matrice inférieure, la taille minimale pouvant être pliée par la matrice inférieure existante étant indiquée dans le tableau 1. Tableau 1 Taille minimale de pliage Épaisseur de la plaque 1 1,5 2 2,5 3 [...]
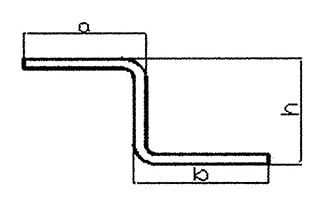
La pièce à plier en forme de Z illustrée à la figure 1 est une pièce couramment rencontrée en production. La taille de h est limitée par la matrice inférieure, la taille minimale pouvant être pliée par la matrice inférieure existante étant indiquée dans le tableau 1.
Tableau 1 : Taille minimale de la flexion
Épaisseur de la plaque
1
1.5
2
2.5
3
Taille minimale
7
9.5
14
16
18
Dans la pratique, s'il y a de nombreuses matrices de pliage en Z qui sont plus petites que la taille mentionnée, il faudrait concevoir une matrice de pliage composite pour réaliser le moulage primaire. Cette matrice composite peut être utilisée pour plier des matrices de pliage en Z de différentes tailles sur différents matériaux en feuilles.
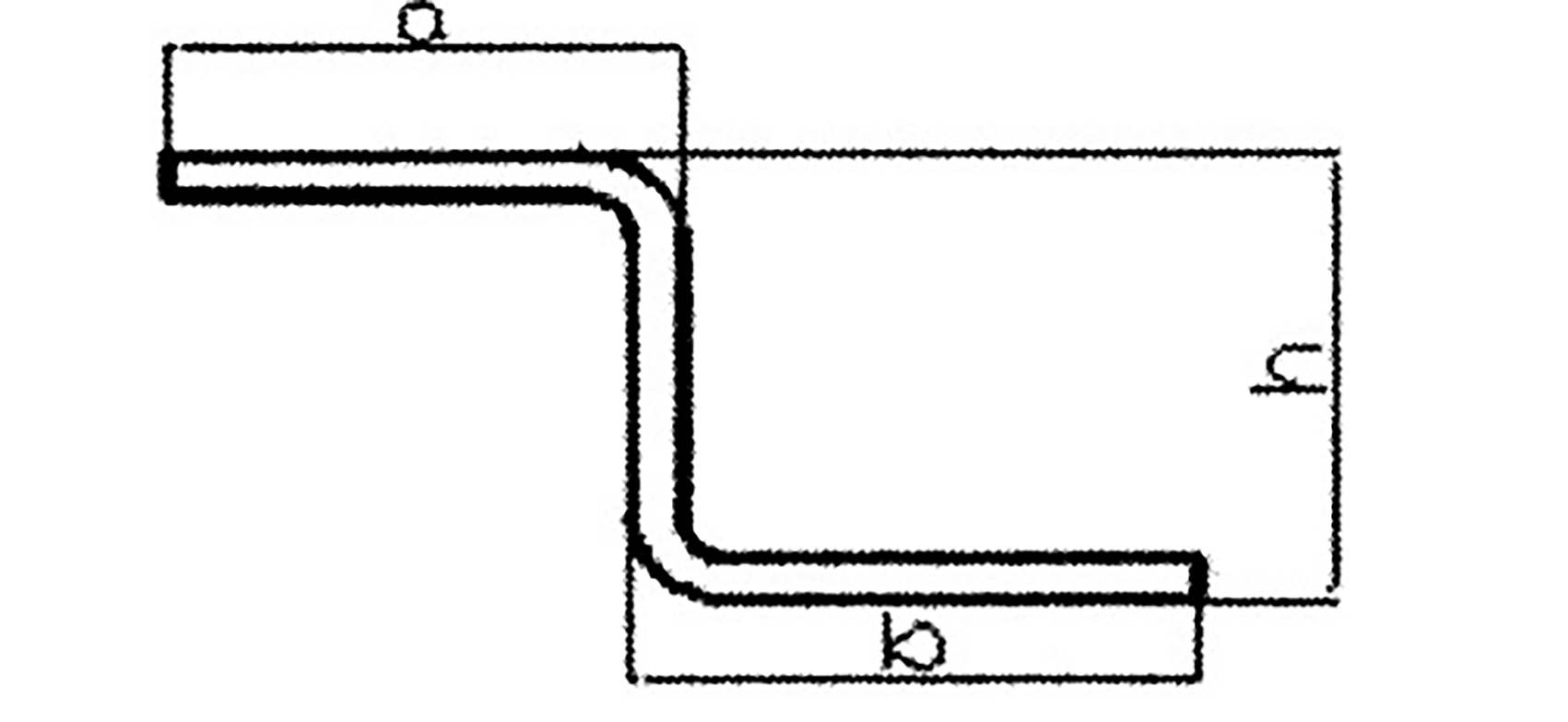
Comme le montre la figure 2, lorsque a tôle est soumis à une flexion, il subit un moment de flexion, une force de cisaillement et une pression locale. Cependant, le principal effet de la déformation par flexion est le moment de flexion.
L'application d'une force extérieure entraîne une déformation correspondante de la tôle, qui déclenche également l'apparition d'une force interne résistant à la déformation. La force interne s'équilibre avec la force externe et est mesurée en tant que contrainte, qui est la force interne par unité de surface de l'objet. Plus la force externe est élevée, plus la contrainte et la déformation sont importantes.
Lorsque la contrainte extérieure du matériau est inférieure à sa limite élastique, la tôle se trouve dans un état de déformation élastique. Selon la loi de Hooke, la relation linéaire entre la contrainte et la déformation sur la section est due à la variation linéaire de la distance entre la déformation et la couche centrale (allongement de la couche externe et raccourcissement de la couche interne).
Si la force extérieure est supprimée, la tôle reprend sa forme initiale. Toutefois, si la force extérieure continue d'augmenter, le degré de déformation de la partie pliée continuera de s'accroître jusqu'à ce que la contrainte causée par la force extérieure soit égale à la limite d'élasticité du matériau, ce qui entraînera une déformation plastique du matériau extérieur.
Au fur et à mesure que la force extérieure augmente, la déformation plastique progresse de la surface vers le centre. Une fois la force extérieure supprimée, la déformation élastique disparaît immédiatement, mais la déformation plastique demeure et entraîne une déformation permanente par flexion.
Si la contrainte causée par la force extérieure dépasse la limite de résistance du matériau, la tôle subit une rupture par déformation plastique. La compression intérieure lors de la pliage de tôles produit également une déformation plastique, mais ce type de déformation plastique augmente la contrainte sur la surface sans causer de dommages, et est donc souvent ignoré.
3. CMéthode de calcul de la courbure
Nous observons maintenant attentivement la déformation plastique par flexion.
Sous l'action d'un moment de flexion, la section de la plaque présente trois lignes égales : ab= a1b1= a2b2.
Après le pliage, la couche intérieure se raccourcit et la couche extérieure s'allonge, c'est-à-dire que ab < a1b1< a2b2.
Par conséquent, lors du pliage, le matériau intérieur est soumis à une compression et devient plus court, tandis que le matériau extérieur est étiré et allongé.
Entre la tension et la compression, il existe une couche de matériau qui ne subit ni étirement ni compression et que l'on appelle la couche neutre. Cette couche reste inchangée en longueur et ne s'allonge ni ne se raccourcit.
Le processus de calcul de la pièce à plier consiste à la diviser en plusieurs éléments géométriques de base, notamment des segments de ligne droite et des segments d'arc. La longueur de chaque élément est calculée individuellement, et la longueur totale de tous les éléments est la longueur dépliée de la pièce à plier.
La pièce à plier en forme de Z de la figure 1 peut être divisée en cinq unités, comme le montre la figure 2. Les unités 1, 3 et 5 sont des segments de ligne droite, tandis que les unités 2 et 4 sont des segments d'arc.
Comme nous l'avons vu précédemment, la couche de fibres de longueur constante au milieu avant et après la flexion est appelée couche neutre. Lorsque l'on calcule la longueur d'expansion du segment d'arc, on calcule en fait la longueur de la couche neutre du segment d'arc.
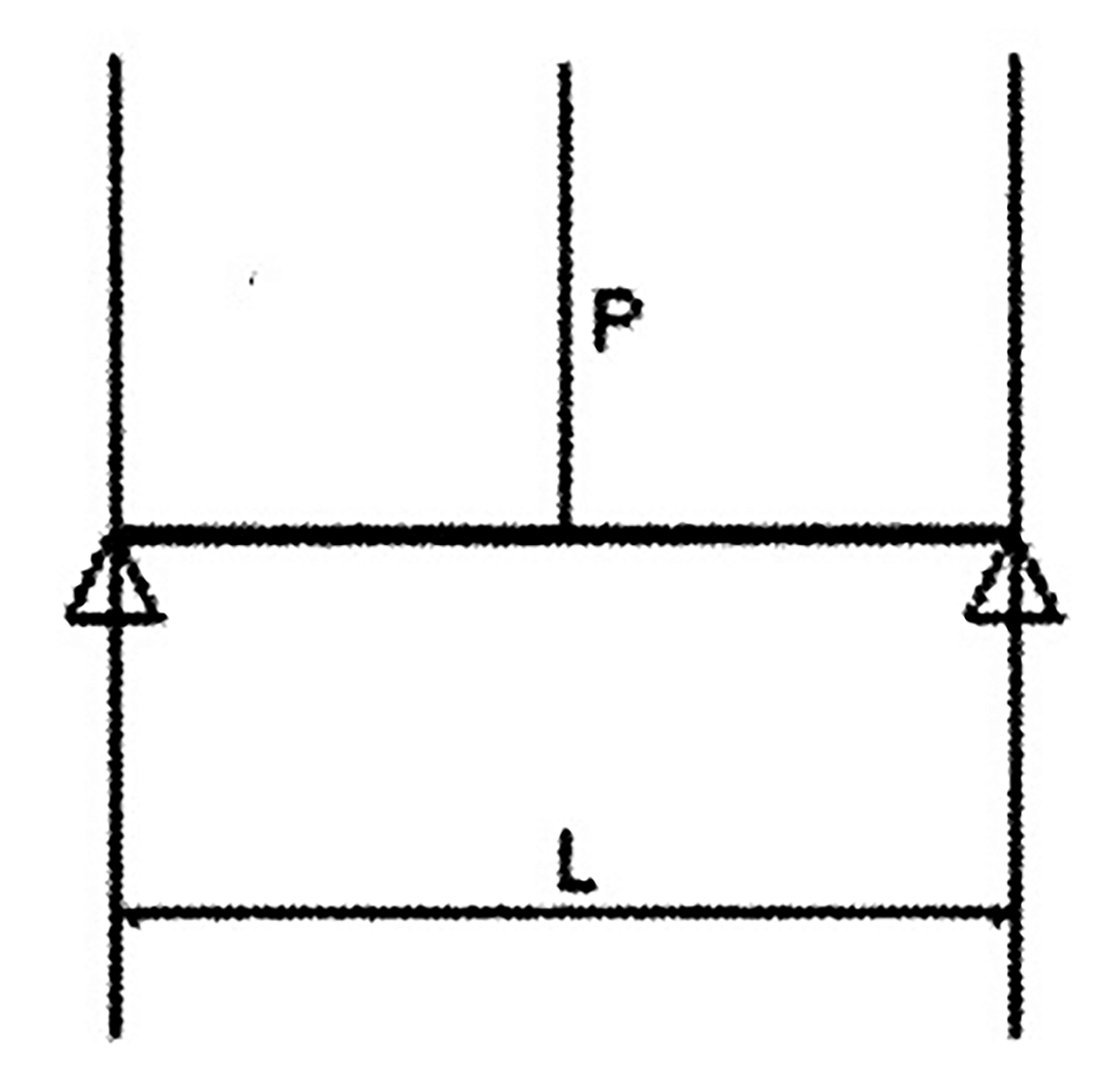
La position, x, de la couche neutre par rapport au côté intérieur de l'arc (comme indiqué dans la figure 3) est généralement déterminée par le rapport r/t.
x = kt
Où ?
t - Epaisseur du matériau
k - Coefficient de position de la couche neutre (ou coefficient de la couche neutre)
k = R - r/t
R = r + kt
Où ?
R - Distance entre le centre du rayon r et la ligne neutre de flexion
Fig. 3
La valeur de k varie en fonction du rapport entre le rayon intérieur et l'épaisseur de la tôle, comme le montre le tableau 2 :
Tableau 2
r/t
0.25
0.5
1
2
3
4
k
0.26
0.33
0.35
0.375
0.4
0.415
Dans la pratique, il est courant de plier des plaques d'acier à 90 degrés.
Le calcul de la longueur de l'arc pour une flexion à 90 degrés avec différentes valeurs de r et de t peut être obtenu à l'aide de tableaux de référence dans des applications pratiques.
Cet article se concentre sur le pliage à angle droit à 90 degrés, mais il n'est pas efficace de calculer séparément les segments de droite et d'arc pour les pièces à angle droit à 90 degrés. pliage de tôles. Au lieu de cela, ils sont marqués comme indiqué dans la figure 1.
Lors du calcul du matériau de dépliage, nous pouvons utiliser directement les dimensions marquées pour simplifier le processus de calcul.
La figure 1 permet de calculer la longueur du matériau développé :
L = a+b+h - 2x
Où ?
x - Coefficient de flexion commun
4. Structure et processus de travail de la matrice composée de cintrage en forme de Z
Cette matrice simple est distincte de la matrice conventionnelle.
Elle est conçue pour être simple, rapide, facile à traiter et à former. Bien qu'elle ne soit pas aussi précise que la matrice conventionnelle, elle est toujours utilisée pour traiter les produits rapidement et avec précision.
Le diagramme de formation de la matrice composite est présenté dans le tableau 3.
Principe de mise en œuvre : L'épaisseur du joint est ajustée pour obtenir la largeur souhaitée de la rainure en V dans les parties supérieures et inférieures de l'appareil. filière inférieureet d'effectuer un pliage en Z sous pression en une seule fois.
Structure de la matrice : La matrice de pliage en Z se compose d'une matrice supérieure, d'une matrice inférieure, d'un joint et d'un prisme d'angle en acier.
Épaisseur du joint : L'entretoise est fabriquée en 0.5mm d'épaisseur et est empilé pour atteindre l'épaisseur requise.
Acier à prisme : Une pièce d'acier rectangulaire à l'intérieur de la matrice, dont les quatre angles sont chanfreinés en côtés de 0,5 mm, 1,0 mm, 2,0 mm et 4,0 mm, comme indiqué dans le tableau 3.
La matrice simple spéciale est utilisée pour obtenir la largeur souhaitée de la rainure en V des matrices supérieure et inférieure en ajustant la taille du prisme angulaire en acier et l'épaisseur du joint, puis en effectuant le pliage en Z dans une seule presse.
Cette méthode est choisie parce qu'elle permet d'augmenter la rainure en V et de réduire les plis, de sorte que différentes épaisseurs de tôles nécessitent différentes pinces, comme le montre le tableau 4.
Tableau 4
Épaisseur de la plaque
t<0.8
0.8<t<1.0
1.0<t<1.2
1.2<t1.5
t>1.5
Pression
0.5
1.0
1.0 ou 2.0
2.0
4.0
Méthode de débogage de la matrice de pliage en Z :
1) Les deux plis de la règle Z sont à 90°. La distance entre les deux pointes de l'outil est de 1.414/2×h ;
2) Si le pli de la pièce est trop profond, il faut choisir un grand angle.
b : fer à tampon ; c : augmentation de l'angle R ;
3) Si la hauteur est atteinte, mais que l'angle est supérieur à 90°, alors a : excentricité de la filière.
b : Augmenter l'épaisseur de la cale ;
4) Si les deux côtés du pli en Z ne sont pas parallèles, il est possible d'augmenter ou de diminuer l'épaisseur de la cale.
Si le pli supérieur est supérieur à 90°, l'épaisseur de la cale inférieure doit être augmentée ; et si le pli inférieur est supérieur à 90°, l'épaisseur de la cale supérieure doit être augmentée.
Méthode de calcul de l'expansion des coudes en Z :
Lorsque h > la taille normale de pliage, il doit se déplier de deux plis.
L=a + b + h - 2x
Où ?
l - Longueur du matériau déplié
Lorsque h < la taille normale de cintrage, il est expansé par formage en une étape.
L = a + B + h - 1,5x
Où ?
x - Coefficient de flexion commun
L'une des formules empiriques utilisées dans la pratique consiste à soustraire 1,5 fois la dimension totale d'une pièce moulée.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure