Solving Gear Gas Nitriding Issues: Effective Countermeasures
Why do some gears fail despite advanced gas nitriding techniques? This article delves into the critical steps and common pitfalls in the gas nitriding process for gears, from the importance of thorough pre-cleaning to the effects of cooling rates on gear distortion. Readers will gain practical insights on optimizing the gas nitriding process to enhance gear performance and longevity, ensuring high-quality results every time.
Gas nitriding has several advantages over ion nitriding, including ease of operation, high process repeatability, a simple equipment structure, and the ability to achieve automatic control of the process.
One of the most significant benefits of gas nitriding is the improved temperature and atmosphere uniformity during the process.
In particular, the depth of the nitriding layer on the tooth root and pitch circle of small module gears is more uniform during gas nitriding compared to ion nitriding.
In recent years, the gas nitriding process has seen significant advancements, such as the development of pre-oxidation and gas nitriding processes and various other gas nitriding techniques.
These advancements have reduced the production cycle time between ion nitriding and gas nitriding to varying degrees.
However, it’s essential to pay attention to potential issues during the process of controlling the atmosphere during gear nitriding.
2. Cleaning before gas nitriding
Before undergoing gas nitriding and charging, the gear must be thoroughly cleaned to ensure that no water or impurities are present.
If this step is not properly completed, the resulting nitrided surface may have an uneven appearance and dark spots may appear.
Although there is no significant difference in nitrided layer depth, hardness, or metallographic structure between the speckled areas and normal areas, these speckles can significantly impact the overall appearance quality of the gear.
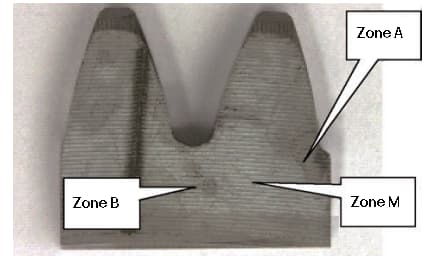
The macro morphology of these irregular speckled areas was analyzed using an ultra-depth of field stereomicroscope (as seen in Figure 1).
Fig. 1 macro morphology of gear end face speckle area
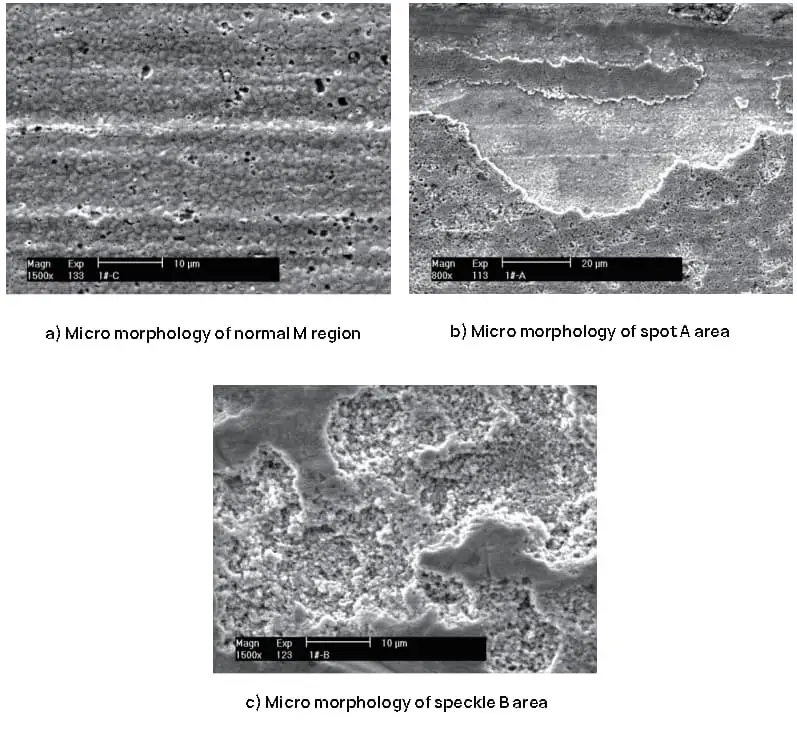
The microscopic morphology of the spotted area was analyzed using a scanning electron microscope (as seen in Figure 2). The areas that appeared white to the naked eye were observed under the scanning electron microscope.
Fig. 2 micro morphology of gear end face speckle area
The chemical composition of the spotted area with abnormal appearance on the gear end face was compared and analyzed with the normal area on the gear end face. The results of this comparison are presented in Table 1.
Table 1 comparison results (mass fraction) (%) of chemical composition determination in micro area of gear end face
Detection location:
C
N
O
Na
Al
Si
P
S
C
K
Ca
Cr
Mn
Fe
Zone M
Normal surface
0.22
0.98
–
–
–
0.26
–
–
–
–
–
0.19
0.63
97.72
0.21
0.99
–
–
–
0.24
–
–
–
–
–
0.25
0.57
97.73
Zone A
White spot surface
0.43
1.03
2.91
–
–
0.22
–
–
–
0.09
0.21
0.19
0.35
94.59
0.38
0.89
2.58
–
0.07
0.18
0.05
0.11
0.08
0.10
0.25
0.12
0.31
94.86
Peeling flat bottom
0.28
0.73
8.59
–
0.09
0.56
0.04
0.08
0.10
0.12
0.06
0.33
1.40
89.61
0.39
0.84
11.59
0.15
0.10
0.67
0.13
0.11
0.09
0.12
0.06
0.34
1.71
83.71
Zone B
Dark patches
1.03
0.58
29.53
0.50
0.10
0.51
0.05
0.90
0.39
1.21
0.18
0.26
0.51
64.25
0.80
0.55
28.27
0.38
0.04
0.53
0.07
1.04
0.36
1.33
0.11
0.20
0.50
65.84
White round spot
0.62
0.83
3.29
0.25
0.16
0.39
0.10
0.15
0.20
0.22
0.60
0.29
0.58
92.33
0.96
0.66
5.05
030
0.16
0.60
0.06
0.14
0.23
0.30
0.96
0.32
1.09
89.16
As seen in Table 1, the content of the O element in the abnormal spotted area is higher than that in the normal area. In addition to a higher O content, it also contains trace amounts of Na, S, Cl, K, Ca, Mg, Al, and other elements that come from the residue of water, cleaning agents, and shaving oil.
This analysis shows that the appearance of gas nitriding is caused by poor cleaning before the nitriding process. Hence, the following points should be given special attention during the cleaning of gas nitriding gears:
When using a water-based cleaning agent, the water temperature for the final rinse should not be too high. If the water temperature is too high, it will evaporate quickly and leave residue on the workpiece surface. It’s better to reduce the rinsing temperature and use a high-pressure air gun to blow-dry the workpiece.
Cleaning with substances like acetone or gasoline is possible, but these substances have a low flash point. It’s important to ensure proper ventilation and fire safety in the cleaning environment.
The workpiece should be thoroughly dried before cleaning with a hydrocarbon cleaner.
The quality of water used in the cleaning process should be considered, and pure water should be used as much as possible.
3. Control of gear nitriding distortion
The distortion that occurs during gear nitriding is influenced by several factors, including gear shape, machining residual stress, gear material, nitriding tooling, nitriding process, and the cooling speed of the gear after nitriding.
In typical production, people tend to focus on the first few factors, but often overlook the cooling speed of the gear after nitriding. This is especially relevant for the inner hole of thin-walled gears, which are particularly sensitive to the cooling speed after nitriding.
For example, consider the gear shown in Figure 3.
Fig. 3 gear size
The inner hole size before nitriding was φ 52-0.02-0.035mm. Table 2 presents the relationship between the gear cooling time and the expansion of the inner hole.
Table 2 Relationship between gear cooling time and inner hole expansion
Cooling time after nitriding / h
Internal hole expansion / mm
Pass rate (%)
Remarks
≥6
0.012~0.021
75
The inner hole size exceeds the upper tolerance
4~5
0.008~0.012
99
The inner hole is basically within the size range
≤4
0.005~0.01
78
Inner hole size out of tolerance
The test results show that the distortion trend of the inner holes of the gear at different cooling speeds is consistent and generally increases, but the extent of distortion varies. When the cooling rate after nitriding is slow, the inner hole distortion is larger, and when the cooling rate after nitriding is fast, the inner hole distortion is smaller.
To ensure stable distortion of the gear inner hole and improve the qualification rate of the gear inner hole after nitriding, the cooling speed of the gear during gas nitriding must be carefully controlled.
4. Remedy of oxidation caused by gas leakage of gas nitriding furnace
If a gas leak occurs in the gas nitriding furnace due to sealing or other issues, the surface of the workpiece will become oxidized. This oxidation does not affect the internal quality of the workpiece but does not meet the appearance quality standards. In such a situation, the reduction process outlined in Table 3 can be used for repair.
Table 3 repair process of oxidized workpieces
Repair temperature / ℃
Repair time / min
Ammonia decomposition rate (%)
480~500
30~40
30~40
The appearance of the gear after gas nitriding, gas leakage oxidation, and reduction is depicted in Figure 4.
Fig. 4 appearance of gears before and after gas ammonia leakage reduction
It’s important to note that during the appearance reduction process, the nitriding temperature must not exceed the first nitriding temperature. Typically, the nitriding temperature during reduction should be about 20°C lower than the last nitriding temperature. The duration of the reduction process can be adjusted based on the extent of oxidation.
5. Conclusion
The above three problems and solutions highlight the importance of paying attention to every detail in the heat treatment process. With careful consideration of each step, it is possible to effectively resolve any issues that may arise.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered why your quenched parts lack the expected hardness? This common issue in heat treatment processes can severely impact the performance of your components. This article dives…
Have you ever wondered which bearing brands are the best in the world? In this blog post, we'll explore the top bearing manufacturers known for their exceptional quality, innovation, and…
Ever wondered how the world of automation thrives? This article explores top pneumatic companies driving innovation. From Japan to Germany, discover how these industry leaders shape our future. Expect insights…
Have you ever wondered what goes into choosing the perfect water pump? In this blog post, we'll dive into the world of pump manufacturers and explore the key factors to…
Have you ever wondered how the intricate parts of your car are made? This article reveals the fascinating world of automotive casting, detailing the advanced technologies and methods that shape…
Currently, 3D printing technology is widely used in automotive manufacturing, aerospace and defense, consumer goods, electrical and electronic devices, biomedical applications, cultural and creative jewelry, construction engineering, and education, among…
How can you prevent your molds from cracking during heat treatment? This article dives into the intricate process of mold heat treatment, outlining common defects like quenching cracks and insufficient…
Servo systems are an integral part of electromechanical products, providing the highest level of dynamic response and torque density. Hence, the trend in drive system development is to replace traditional…
Are you tired of inverter failures disrupting your operations? In this blog post, we'll dive into the world of inverter troubleshooting, guided by the insights of a seasoned mechanical engineering…