How does the focus of a laser impact the quality and effectiveness of welding? This intriguing question delves into the critical relationship between laser defocus and welding performance. By exploring various focus settings, the article reveals how beam distribution, solder joint size, penetration depth, and tensile strength are all influenced by defocus adjustments. Readers will gain a deeper understanding of optimizing laser welding processes for better precision and strength in their projects.
Laser technology stands as one of the four pivotal technological breakthroughs of the 20th century, alongside computers, semiconductors, and atomic energy technologies. Its widespread adoption spans diverse fields, including optical communications, medical treatments, testing, and material processing.
In recent years, the advancements in laser technology for material processing have been particularly noteworthy. Applications such as laser marking, cutting, drilling, and welding have seen significant improvements. Laser welding, in particular, has gained prominence due to its distinct advantages over traditional welding methods like argon arc welding and resistance welding.
The key benefits of laser welding include:
Minimal heat-affected zone (HAZ)
Capability to produce high aspect ratio welds
Superior welding strength
Joint strength comparable to or exceeding that of the base material
Ease of beam transmission through high-energy optical fibers, facilitating process automation
Laser welding typically utilizes various laser sources, including CO2 lasers, disc lasers, Nd:YAG lasers, fiber lasers, and semiconductor lasers. Fiber lasers, a relatively recent development, offer several advantages:
High photoelectric conversion efficiency (up to 30%)
Compact design
Low maintenance requirements
Extended operational lifespan
Suitability for welding stainless steel and aluminum alloys
Quasi-continuous pulse fiber lasers, developed by IPG Photonics, represent a cutting-edge laser source. These lasers feature:
High peak power output
Pulse widths extending to the millisecond range
Excellent suitability for metal welding and other material processing applications
While quasi-continuous pulse fiber lasers have found widespread use in electronic precision welding, research on their detailed welding processes remains limited.
This study focuses on a critical factor in the welding process: the focal point. By investigating the variations in laser beam quality under different focal conditions, we aim to elucidate their impact on welding effectiveness. This research seeks to optimize laser welding parameters and enhance overall process efficiency, potentially leading to improved welding quality and expanded applications in advanced manufacturing.
2. Welding equipment and test preparation
(1) Welding equipment
This article utilizes a 150W quasi-continuous pulse fiber laser as the welding light source. The technical specifications of the laser can be found in Table 1.
Table 1 Laser technical parameters
Average power /W
150
Peak power /W
500
Pulse width /ms
0.2-20
Frequency/ Hz
0-2500
Cooling method
Air cooling
Beam quality BPP/mm*mrad
1-2
The laser processing head is moved relative to the workpiece through the operation of the X/Y/Z mobile platform to perform the welding of the track. The laser processing head and the laser output signal are connected through a motion control board, meaning that after being positioned at a specific location, the laser emits light for welding.
(2) Welding Materials and Preparation
This study employs 304 stainless steel as the primary test material, utilizing a lap welding configuration. The upper sheet has a thickness of 0.2 mm, while the lower sheet measures 0.5 mm in thickness. Both sheets are cut to dimensions of 100 mm x 50 mm.
Prior to welding, a meticulous surface preparation process is implemented. The material surfaces are thoroughly cleaned using a two-step solvent wipe method: first with acetone, followed by isopropyl alcohol. This procedure ensures the removal of contaminants such as oil residues, oxides, and other potential impurities that could compromise weld integrity.
To optimize welding conditions, a custom-designed fixture is employed. This fixture applies uniform pressure to compress the upper and lower sheets, effectively minimizing any interfacial gap. This step is crucial for several reasons:
It enhances heat transfer between the sheets during welding.
It promotes consistent weld penetration.
It reduces the risk of weld defects such as lack of fusion or porosity.
The main factors that have an impact on the outcome of laser welding are the laser peak power, pulse width, and defocus (the distance between the laser focus and the workpiece surface), with defocus being a particularly crucial factor.
Defocus is defined as positive when the focus is above the surface of the workpiece, and negative when it is below the surface.
The most reliable method for determining the position of the laser focus is the triangle stainless steel laser calibration method. This method involves using a low-energy laser (50W) to make a spot on the stainless steel, with the strongest spark indicating the location of the laser focus. A stainless steel triangle block is then placed near the laser focus, and a laser beam is used to draw a line on the block, spaced approximately 2mm apart from 0.5mm. The narrowest line width is measured using a microscope, and this measurement represents the laser focus.
3. The effect of defocus on beam quality
The quality of the laser beam is tested using a beam analyzer, laser probe, and laser attenuator. The laser probe is first placed at the laser focus for testing, and then the laser processing head is lifted upward by 1mm at a time, with defocus set at 0mm, 1mm, 2mm, 3mm, and 4mm.
The results of the test, showing the beam distribution, are presented in Figure 1.
Figure 1 Changes in beam quality with defocus
When the defocus is set at 0mm, the laser energy is primarily concentrated in the center of the spot. As the defocus increases, the distribution of laser energy across the spot becomes increasingly uniform. At a defocus of 3mm, the distribution of laser energy across the spot is the most balanced. However, when the defocus is increased to 4mm, the distribution of laser energy becomes uneven.
4. The effect of defocusing on the welding effect
(1) The amount of defocus affects the solder joints
The workpiece is positioned at the laser focus, and the laser peak power and pulse width are set. A spot is then made on the stainless steel sample by gradually increasing the power and pulse width until clear traces are visible on the back of the underlying material. In this instance, the laser peak power was 500W and the pulse width was 3ms.
With the peak power, pulse width, and other parameters unchanged, the defocus amount was adjusted by 1mm at a time, and the appearance of the solder joint was recorded. These results can be seen in Figure 2.
Figure 2 The appearance of solder joints changes with the amount of defocus
The results showed that when the defocus was set between 0mm and 1mm, the solder joint was the smallest and had welding spatter. This is likely because, at this defocus range, the laser energy was primarily concentrated in the center of the spot, resulting in a high density of laser power at the center of the solder joint, causing spatter.
As the defocus continued to increase, the solder joints became more uniform and free of spatter, likely due to the more uniform distribution of the laser beam. However, when the defocus was greater than 4mm, the roundness of the solder joint became inconsistent and the size of the solder joint was reduced to some extent, possibly due to the uneven distribution of laser energy on the spot.
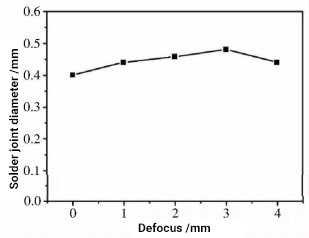
The results also showed that as the defocus increased from 0mm to 3mm, the size of the solder joint gradually increased, with the diameter of the solder joint growing from 0.4mm to 0.5mm. This is because as the defocus increased, the laser spot on the material surface grew larger, leading to larger solder joints.
However, when the defocus was increased to 4mm, the size of the solder joints decreased instead. This may be due to the changed distribution of the laser beam, with low energy at the edge of the spot where the laser was in contact with the material, resulting in a larger spot on the surface but a smaller solder joint.
The relationship between the diameter of the solder joint and the amount of defocus is shown in Figure 3.
Figure 3 Relationship between solder joint diameter and defocus
(2) The effect of defocusing amount on solder joint penetration
A slicer was used to cut along the edge of the laser solder joint. After undergoing rough grinding, fine grinding, and polishing, the center of the solder joint was observed during polishing. Finally, after undergoing corrosion treatment with a nitric acid and alcohol solution, the change in solder joint penetration under different defocus conditions was tested.
The results showed that when the defocus was set between 0mm and 1mm, the solder joint had the deepest penetration and reached into the underlying material. When the defocus was set between 2mm and 3mm, the weld penetration became shallower and only penetrated 1/2 of the thickness of the underlying material. However, when the defocus was set at 4mm, the weld penetration depth was significantly reduced and only penetrated 1/3 of the thickness of the underlying material, as shown in Figure 4.
Figure 4 Change of solder joint penetration with defocus
(3) The effect of defocusing amount on welding strength
A tensile machine was used to test the strength of a single solder joint by fixing the lower material and pulling the upper material upward. To ensure accurate tensile test data, 3 samples were tested for each set of parameters, and the average value was taken.
The defocus amount was set at 0mm, 1mm, 2mm, 3mm, and 4mm, corresponding to solder joints with strengths of 7N, 8N, 11N, 15N, and 6N, respectively.
As a general trend, the tensile strength of the solder joints increased as the defocus increased. This was because, as the defocus increased, the size of the solder joints also increased, particularly the width of the contact between the upper and lower material, leading to an increase in tensile strength. However, when the defocus was increased to 4mm, the tensile strength decreased, likely due to the worsening of the beam quality and the larger spot size, which led to a decrease in the laser power density and thus the penetration depth and strength of the solder joint.
Based on the experimental data, the tensile strength of a single solder joint reached its maximum value of 15N when the defocus was set at 3mm.
5. Conclusion
This article investigated the laser beam distribution under different defocus conditions and found that as the defocus increased, the distribution of laser energy on the spot became more uniform, but when the defocus exceeded 4mm, the energy distribution became uneven.
Through testing the stainless steel lap welding process, the study concluded that under constant other factors, adjusting the defocus amount affected the appearance, size, penetration, and tensile strength of the solder joint, and overall appearance and strength requirements.
The conclusions were:
As the defocus increased, the quality of the solder joints improved, and the tensile strength of the solder joints gradually increased.
When the defocus was set at 3mm, the solder joints were consistent and had the highest tensile strength.
However, when the defocus was increased further, the strength and quality of the solder joints decreased again.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered how laser welding transforms metalwork? This article unveils the secrets of laser welding, focusing on the crucial parameters that ensure precision and strength. From adjusting laser power to…
In the rapidly evolving world of laser welding, innovation is key. As manufacturers push the boundaries of what's possible, a handful of companies stand out as leaders in the field.…
Imagine welding metal with a beam of light—precise, fast, and almost magical. This is laser welding, a technology revolutionizing manufacturing. In this article, we'll explore the fundamental principles of laser…
Choosing the right laser welding method can dramatically impact your manufacturing efficiency and product quality. Have you ever wondered whether continuous or pulse laser welding is better for your needs?…
Imagine a welding method so precise and powerful that it can join materials with minimal distortion and unparalleled strength. This is the promise of laser deep penetration welding. In this…
Imagine working with a laser welding machine, where one wrong move could lead to serious injuries or equipment damage. This article covers essential safety precautions for using these powerful devices,…
Imagine transforming your welding operations with the power of lasers. The world of laser welding offers a variety of options, including fiber, diode, disc, and CO2 lasers, each with unique…
In the world of welding, choosing the right method can significantly impact efficiency and quality. Laser welding and TIG (argon arc) welding each offer unique benefits and drawbacks. Laser welding…
How can shielding gas significantly improve your laser welding projects? In laser welding, shielding gas plays a critical role in enhancing weld quality by preventing reactions with air components and…