Laser Cutter Wattage: How to Select the Laser Power?
Ever wondered how laser cutters can slice through metal like butter? This article explores the fascinating world of laser cutter wattage and its impact on cutting speed and material compatibility. Discover how to choose the right power level for your projects and maximize efficiency. Get ready to unlock the secrets of laser cutting technology!
Laser cutters are a versatile and precise technology utilized for both cutting and engraving a wide range of materials. These sophisticated machines integrate advanced hardware components with specialized software to achieve high-precision results. A critical performance factor of a laser cutter is its power output, typically measured in watts.
Laser Cutter Wattage
Laser cutter wattage, expressed in watts (W), quantifies the machine’s capacity to cut through various materials of different thicknesses and densities. The power requirements vary significantly depending on the specific application, material properties, and desired cutting speed. For example:
Cutting paper or thin plastics may require as little as 10-40W
Engraving or cutting acrylic sheets typically needs 40-100W
Processing wood or medium-density fiberboard (MDF) often requires 100-150W
Cutting thin metals like stainless steel (up to 1mm) may need 150-500W
Cutting thicker metals or high-speed processing can demand over 1000W, with industrial metal-cutting systems reaching 6000W or more
It’s important to note that while higher wattage generally allows for cutting thicker materials or faster processing speeds, other factors such as beam quality, focus diameter, and assist gas also play crucial roles in determining the overall cutting performance and quality.
II. Role of Power in Laser Cutting
Laser cutting power is a critical parameter that significantly influences the efficiency, capability, and overall performance of the cutting process. It directly impacts cutting speed, material compatibility, and project suitability. This section examines the intricate relationship between power and cutting speed, discusses optimal power levels for various materials, and provides insights into wattage considerations for specific applications.
Impact of Power on Cutting Speed
The power output of a laser cutter is a primary determinant of its cutting speed. Higher power levels enable faster cutting rates by delivering more energy to the workpiece per unit time. This increased energy density allows for quicker material vaporization or melting, resulting in accelerated cut progression.
For instance, a 4kW fiber laser can typically cut 1mm mild steel at speeds up to 20 m/min, while a 10kW system can achieve speeds of up to 50 m/min for the same material. However, it’s crucial to note that the relationship between power and speed is not always linear and can be influenced by factors such as material properties, assist gas pressure, and focal point position.
Conversely, lower power levels may necessitate reduced cutting speeds or multiple passes to achieve the desired cut quality. This trade-off between power and speed underscores the importance of selecting an appropriate power level to optimize productivity and efficiency in laser cutting operations.
Power Levels for Different Materials
The wattage of a laser cutter is a key factor in determining its material processing capabilities, including the types of materials it can cut and their maximum thicknesses. The following guidelines provide a more comprehensive overview of power requirements for various materials:
30-100 watts: Suitable for non-metals such as paper, cardboard, thin plastics (up to 3mm), light fabrics, and thin wood veneers. Ideal for engraving applications on various surfaces.
100-300 watts: Effective for cutting thicker non-metallic materials including acrylic (up to 10mm), medium-density fiberboard (MDF) up to 6mm, plywood up to 8mm, and leather. Can also mark and engrave on some metals.
300-500 watts: Capable of cutting thicker wood (up to 15mm), plastics (up to 15mm), and thin metals like aluminum (up to 1.5mm) and mild steel (up to 3mm). Suitable for more demanding non-metallic cutting applications.
500-1000 watts: Handles a wide range of materials including thicker plastics (up to 25mm), wood (up to 25mm), and metals such as stainless steel (up to 6mm) and mild steel (up to 10mm).
1000-6000 watts: Ideal for heavy-duty metal cutting, including stainless steel up to 25mm, mild steel up to 30mm, and aluminum up to 15mm. These systems are commonly used in industrial manufacturing settings.
6000+ watts: Ultra-high power systems capable of cutting thick metal plates (30mm+ for steel) at high speeds. Used in specialized industrial applications and heavy fabrication.
When selecting a laser cutter’s wattage, it’s crucial to consider not only the material type and thickness but also factors such as desired cut quality, production volume, and potential future requirements. Insufficient power can result in incomplete cuts, poor edge quality, or excessive heat-affected zones, while excessive power may lead to material damage, reduced precision, or unnecessary energy consumption.
III. How to select the laser wattage?
The materials cut by the fiber laser cutting machine are metals, mainly stainless steel, carbon steel, aluminum, brass, etc.
The cutting thickness that can be achieved increases with higher laser power.
The power of a fiber laser cutting machine mainly depends on the laser source. In the market, 2000W and above are generally referred to as high power, power between 1000w-2000w is medium power, and power below 1000W is referred to as low power.
In terms of current demand, the market has a large demand for 2000W fiber laser cutting machines, which can meet most cutting needs. Cutting speed above 2000W may be faster, but the price is also higher. Laser power is one of the main factors that directly affect the price of laser cutting machines.
For thin stainless steel and carbon steel plates, a low-power fiber laser cutting machine may be used to cut well and, at the same time, ensure high cutting speed, which not only ensures work efficiency but also saves cost.
Therefore, when purchasing a laser cutting machine, we must choose reasonably according to our own metal materials and material thickness and not blindly pursue high power.
Of course, if you’re cutting both thick plates and thin sheets, and there is a high demand for production capacity, a high-power laser cutting machine within the affordable price range is also a better choice.
By properly adjusting the cutting speed and changing the auxiliary gas, the high-power laser cutting machine can also control the cutting quality well.
There are diversified products to meet the different needs of users for fiber laser cutting machines.
Small optical fiber laser cutting machines are mainly suitable for customers in the hardware, kitchen, and bathroom industries.
Medium power fiber laser cutting machines are generally chosen by customers in the advertising, sheet metal, and chassis industries.
High-power fiber laser cutting machines are needed by customers in the aviation, aerospace, rail transit, automobile, and other industries.
The choice of high-power fiber laser cutting machine depends on the personal cutting needs of customers.
Example
Let’s take the common 500W-1000W as an example to analyze:
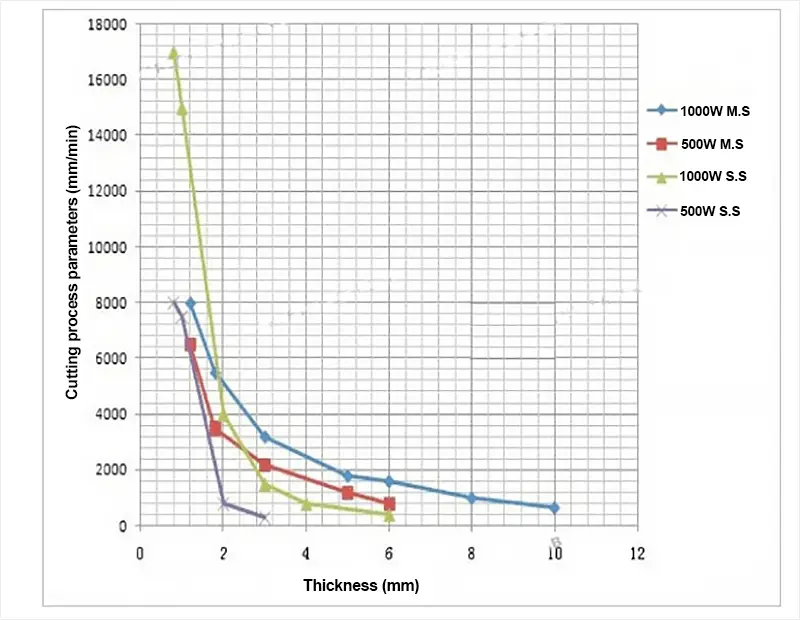
Comparison of Cutting Process Parameters: 500W vs 1000W Fiber Laser Cutting Machines
Carbon Steel
The performance difference between 500W and 1000W fiber laser cutting machines is evident when processing carbon steel.
For thin carbon steel sheets (≤2mm), a 500W machine achieves a maximum cutting speed of approximately 6.6m/min, while a 1000W machine elevates this to about 8m/min, offering a 21% increase in productivity.
The disparity becomes more pronounced with thicker materials. For 6mm carbon steel, a 500W machine operates at a maximum cutting speed of 0.8m/min, whereas a 1000W machine doubles this efficiency, reaching 1.6m/min. This 100% speed increase significantly impacts production throughput for thicker carbon steel components.
Stainless Steel
The performance gap widens further when cutting stainless steel, a material known for its higher thermal conductivity and reflectivity compared to carbon steel.
For thin stainless steel sheets (≤2mm), a 500W machine achieves a maximum cutting speed of 8m/min. In contrast, a 1000W machine more than doubles this performance, reaching an impressive 17m/min – a 112.5% increase in cutting speed.
The difference is even more striking for medium-thickness stainless steel (around 3mm). A 500W machine operates at a maximum speed of 0.4m/min, while a 1000W machine achieves 1.4m/min – a remarkable 250% increase in cutting speed.
These comparisons clearly demonstrate that a 1000W fiber laser cutting machine offers substantial advantages in terms of cutting speed and productivity across various material thicknesses and types. The higher power not only increases cutting speeds but also enables more efficient processing of reflective materials like stainless steel. For manufacturing operations prioritizing high throughput and versatility in material processing, the 1000W fiber laser cutting machine presents a significantly more capable and efficient solution.
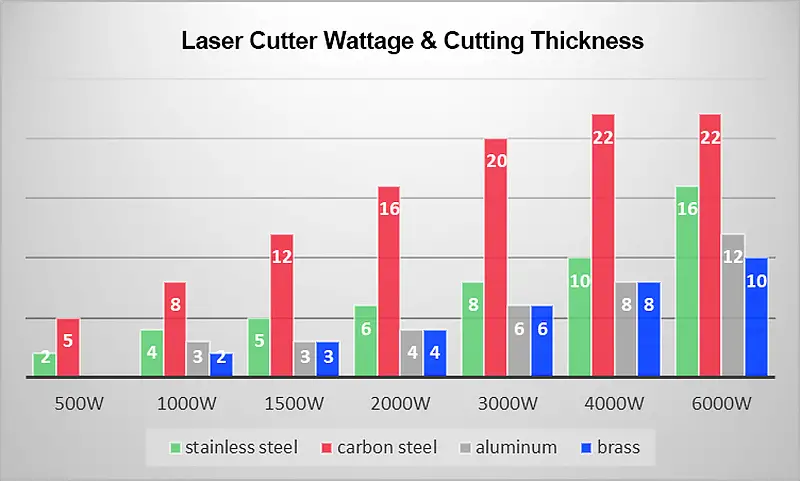
IV. Laser Cutter Wattage Chart For Cutting Metal
The following laser cutter wattage chart from 1000W to 6000W will be a good reference for you to select the correct laser power.
And for more detailed laser cutting thickness & speed chart, you can refer to this post.
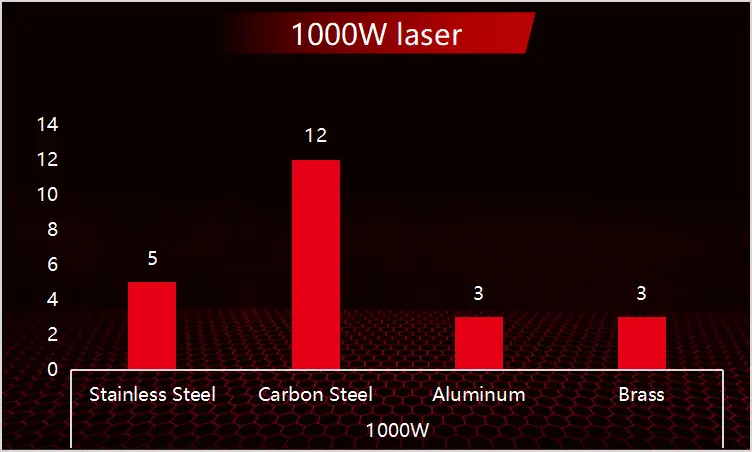
1000W laser power
1000W Cutting Thickness (mm) & Speed (m/min)
Metals
Stainless Steel
Carbon Steel
Aluminum
Brass
Max Tks.
5
12
3
3
Speed
0.6
0.5-0.8
0.7-1.5
0.5-1.0
Common Tks.
3
6
2
2
Speed
1.8-2.5
1.4-1.6
2.8-3.6
2.8-3.6
Tks.
1
1
1
1
Speed
18-25
8-10
6-10
6-10
1500W laser power
1500W Cutting Thickness (mm) & Speed (m/min)
Metals
Stainless Steel
Carbon Steel
Aluminum
Brass
Max Tks.
8
14
5
4
Speed
0.3-0.7
0.5-0.7
0.4
0.8-1.0
Common Tks.
4
8
2
2
Speed
1.5-2.4
1-1.4
6-7
3.0-4.5
Tks.
1
2
1
3
1
1
Speed
28-32
8-10
15-26
3.5-4.2
12-18
9-12
2000W laser power
2000W Cutting Thickness (mm) & Speed (m/min)
Metals
Stainless Steel
Carbon Steel
Aluminum
Brass
Max Tks.
10
18
8
6
Speed
0.1-0.3
0.4-0.5
0.2-0.4
0.3-0.7
Common Tks.
5
10
4
4
Speed
1.8-2.5
1-1.1
1.5-2.0
1.2-2.0
Tks.
1
3
1
3
1
2
1
2
Speed
28-38
4-5
28-38
3-4.2
15-25
7-10
12-18
4-8
3000W laser power
3000W Cutting Thickness (mm) & Speed (m/min)
Metals
Stainless Steel
Carbon Steel
Aluminum
Brass
Max Tks.
12
22
12
8
Speed
0.2-0.4
0.4-0.6
0.1-0.2
0.3-0.5
Common Tks.
8
10
6
5
Speed
1.0-2.5
1.2-1.8
1.5-2.0
1.5-2.0
Tks.
1
4
1
4
1
3
1
3
Speed
35-45
4-6
35-45
3.5-4.2
30-35
6.5-8
30-35
4-5
4000W laser power
4000W Cutting Thickness (mm) & Speed (m/min)
Metals
Stainless Steel
Carbon Steel
Aluminum
Brass
Max Tks.
14
22
16
10
Speed
0.2-0.4
0.4-0.8
0.2-0.4
0.2-0.7
Common Tks.
10
12
8
6
Speed
0.8-1.2
1.2-1.8
0.9-1.6
1.4-2.0
Tks.
1
5
1
6
1
4
1
3
Speed
35-45
3.5-5
35-45
2.5-3.4
30-35
4-6
25-35
5-8
6000W laser power
6000W Cutting Thickness (mm) & Speed (m/min)
Metals
Stainless Steel
Carbon Steel
Aluminum
Brass
Max Tks.
25
25
25
12
Speed
0.2-0.4
0.3-0.5
0.1-0.2
0.3-0.5
Common Tks.
14
14
10
8
Speed
0.8-1.5
1.2-1.8
1.0-1.5
1.6-1.8
Tks.
1
5
1
8
1
5
1
4
Speed
36-40
8-10
36-40
2-2.6
40-45
6-8
30-35
5-7
V. Precautions for selecting appropriate laser cutting machine power
Selection based on material and cutting thickness
Choose the appropriate power based on the specific materials to be processed and the required cutting thickness. This determination is crucial for selecting the optimal equipment model and processing format, laying a solid foundation for subsequent procurement decisions.
Laser cutting machines find applications across diverse industries, including sheet metal fabrication, metal processing, advertising, technology, medical device manufacturing, and beyond. Each application may require different power specifications for optimal performance.
Selection according to cutting surface quality
The presence of burrs on laser-cut surfaces is primarily influenced by the cutting thickness and the type of assist gas used. Generally, when cutting materials below 3mm thickness, burring is minimal or non-existent.
For assist gases, nitrogen provides the best results in terms of edge quality, followed by oxygen. Compressed air, while cost-effective, typically yields the least favorable edge finish.
Metal laser cutting machines, particularly fiber lasers, are renowned for producing minimal or no burrs, exceptionally smooth cutting surfaces, relatively high cutting speeds, and minimal material deformation. These characteristics make them ideal for precision cutting applications.
Selection of core components for laser cutting systems
The choice of laser source and cutting head is crucial. Imported lasers often utilize IPG (IPG Photonics) sources, while domestic options frequently employ Raycus lasers. Both have their merits, with IPG generally offering higher reliability and Raycus providing a more cost-effective solution.
Additionally, consider other critical components that influence cutting accuracy and overall machine performance:
Motion system: Preferably imported servo motors for precise control
Linear guides: High-quality rails for smooth, accurate movement
Machine bed: Rigid construction to minimize vibration and maintain accuracy
CNC controller: Advanced control systems for optimal process management
A often overlooked yet critical component is the cooling system. Industrial-grade chillers are strongly recommended over standard air conditioning units, as they provide more stable and efficient cooling, crucial for maintaining laser performance and longevity.
Laser wattage selection
Match the laser power to your specific production requirements. For instance, if most operations involve cutting metal plates below 6mm thickness, a 1000W laser cutting machine may suffice, offering a balance between performance and cost-effectiveness.
For high-volume production, instead of opting for a single high-power machine, consider investing in multiple medium-power laser cutting systems. This strategy offers several advantages:
Increased production flexibility
Reduced downtime risk (if one machine requires maintenance)
Better cost control and potentially improved profit margins
Ability to handle varying job sizes more efficiently
When making the final decision, consider factors such as:
Future growth projections
Variety of materials to be processed
Required cutting speeds and quality
Overall cost of ownership, including power consumption and maintenance
By carefully evaluating these factors, manufacturers can select laser cutting equipment that optimally balances performance, efficiency, and cost-effectiveness for their specific production needs.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered why your laser cutting machine fails to cut through metal cleanly? This article explores the common causes behind this issue and offers practical solutions to enhance…
What if I told you that the environment of your laser cutter could make or break its performance? This article covers ten crucial requirements for optimizing your laser cutting machine's…
Is the future of metal cutting set to be revolutionized by high-power laser cutters? As industries demand faster, more precise, and thicker material processing, high-power laser cutting machines are becoming…
Imagine effortlessly slicing through metal with precision and speed. This article on fiber laser cutter operation covers essential FAQs, from safety measures to component functions, ensuring optimal performance and safety.…
Have you ever struggled with choosing the right laser cutting nozzle for your project? Selecting the optimal nozzle is crucial for achieving clean, precise cuts and maximizing efficiency. In this…
Have you ever wondered what makes a laser cutting machine tick? In this blog post, we'll dive deep into the inner workings of these high-precision machines that have revolutionized the…
Have you ever wondered how a laser can cut through metal like a hot knife through butter? In this fascinating article, we'll explore the science behind fiber laser cutting technology.…
Are you curious about the cutting-edge technology revolutionizing manufacturing? In this blog post, we'll dive into the world of laser cutting machines, exploring their advantages and the top manufacturers dominating…
Imagine the catastrophic consequences of neglecting laser cutting machine maintenance. Don't let your business fall victim to costly downtime and repairs! In this blog post, we'll dive into the essential…







.jpg)







