What is high reflection?
High reflection in laser processing refers to the phenomenon where certain materials exhibit low absorption and high reflectivity of laser energy, particularly in the near-infrared spectrum. This property is characterized by:
- Low material resistance to laser penetration
- Exceptionally smooth surface finish
- Minimal absorption of near-infrared laser wavelengths
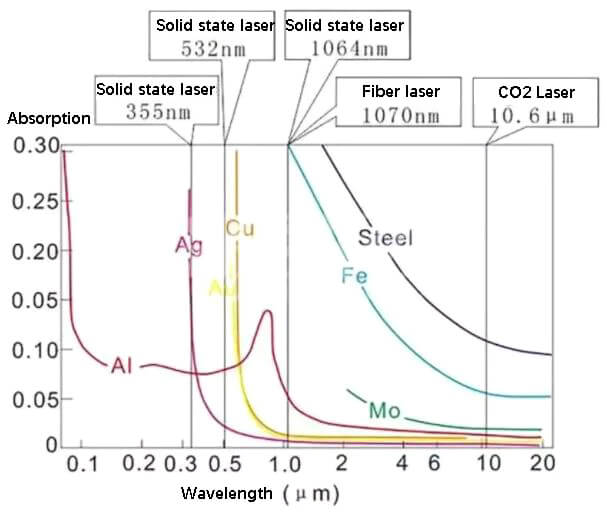
The absorption coefficient of various metal elements plays a crucial role in determining their reflectivity. Materials with low absorption coefficients tend to reflect a significant portion of the incident laser energy, as illustrated in the figure showing absorption coefficients of common metals.
In typical laser processing setups, the workpiece is often positioned perpendicular to the laser beam or at a slight inclination angle. This configuration can exacerbate the high reflection issue, leading to several challenges:
- Reflected laser energy: A substantial amount of the laser power is reflected off the workpiece surface.
- Back-propagation: The reflected laser beam may re-enter the laser output head.
- Fiber coupling: In some cases, a portion of the reflected light can couple back into the energy transfer fiber.
- Thermal issues: The back-propagated laser energy can transmit into the laser source, potentially causing overheating of core components.
These effects can significantly impact the efficiency and safety of laser processing operations, particularly when working with highly reflective materials such as aluminum, copper, or polished stainless steel. To mitigate these risks, specialized techniques and equipment, such as back-reflection protection systems and optimized beam delivery optics, are often employed in industrial laser processing applications.
Specific implementation scheme of anti-high reflection
In processing highly reflective materials, the reflected laser beam can potentially damage the cutting or welding head and the laser source if it re-enters the system. This risk is particularly pronounced in high-power fiber laser systems, where the reflected power can be substantially higher, increasing the potential for damage. A critical scenario occurs during cutting operations when the material is not fully penetrated, allowing high-power reflected light to return into the laser cavity, potentially causing severe damage.
To mitigate these risks, Raycus Laser’s R&D team has developed a comprehensive four-tier anti-reflection protection system, complemented by advanced return light monitoring functionalities. This multi-layered approach ensures real-time protection of the laser system during abnormal processing conditions:
- Optical Isolation: Implementation of high-performance optical isolators at critical points in the beam path to prevent back-reflected light from reaching sensitive components.
- Beam Dump Technology: Integration of strategically placed beam dumps to safely absorb and dissipate any stray or reflected laser energy.
- Active Power Control: Real-time monitoring and adjustment of laser output power based on detected reflection levels, maintaining safe operating conditions.
- Emergency Shutdown Protocol: A rapid response system that immediately terminates laser operation if reflection levels exceed predetermined safety thresholds.
These protective measures are augmented by sophisticated return light monitoring systems, which continuously analyze the optical feedback within the laser system. Advanced algorithms process this data in real-time, enabling immediate corrective actions to be taken when anomalous reflections are detected.
By implementing this multi-faceted approach, Raycus Laser has significantly enhanced the robustness and reliability of their high-power fiber laser systems, particularly when processing challenging highly reflective materials. This innovation not only protects the valuable laser equipment but also ensures consistent performance and safety during diverse manufacturing processes.
01 Class IV anti-high reflection light design
Anti-high reflection design of optical cable output head
The QBH, QD, and QP optical fiber output heads designed by Raycus laser are designed to effectively convert uncontrollable return light into absorbable light and heat, improving the heat absorption and dissipation capacity of the output head and minimizing the impact of return light on internal components.
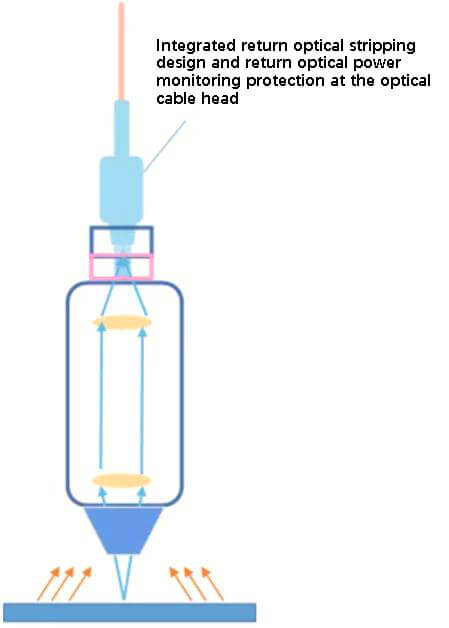
In the laser processing system, return laser can impact the output optical cable head and cause heating or damage. To ensure the safety of the output optical cable, a primary return light stripping device has been integrated into the output optical cable, as shown in the figure, on top of the original design.
The anti-high reflection design added to the end of the optical cable helps to reduce the damage to the internal optical structure of the laser by peeling off most of the returned laser immediately. This design, combined with a water-cooling system, effectively absorbs the stripped returned laser and eliminates its thermal impact on the output head of the optical cable.
Two-stage anti-reflective design in beam combining module
Multi-module high-power laser products are primarily constructed using multiple unit modules in a beam combination.
When cutting high reflection materials, some light may still be transmitted backwards into the beam combination through the output optical cable even after passing through the primary anti-high reflection design at the cable.
Therefore, to ensure the safety and reliability of the optical devices and optical path design within the beam combination, a two-stage anti-high reflection protection design is added, as illustrated in the figure.
The step-by-step stripping of the return laser ensures the safety of the anti-high reflection protection optical devices and reduces the impact of the return laser on the optical path structure of the laser.
Anti-reflective design in the unit module
Due to the presence of an optical resonator within the unit module, when the low-power return laser enters and is repeatedly amplified by the resonator, it can seriously impact the laser’s optical stability and increase the likelihood of laser damage.
To enhance the stability and reliability of the laser during high-power reverse cutting, the unit module includes an anti-high reflection device, in conjunction with its optical path design, as illustrated in the figure.
02 Multiple high anti-reflection software monitoring design (imported successively)
High reflection software protection refers to the monitoring and protection mechanism that is activated when a strong retroreflection generated by the laser enters the laser optical system during processing of high reflection materials, leading to instability of laser operation or damage to optical devices.
While the anti-high reflection device can ensure that the laser continues to function without damage within a specific return laser power threshold, there is still a risk of damage if this threshold is exceeded. To ensure timely protection of the laser in the event of excessive return laser power, multiple high anti-software protection designs have been added in multi-module high-power laser products.
Design of high anti-interference protection for output optical cable
When the return optical power is high, some of the returned laser will travel back to the output optical cable along its original path, while the rest will directly impact the front of the output optical cable.
By conducting research on return laser transmission and monitoring function integration technology, we have integrated multiple detection functions, such as laser monitoring and return light monitoring, into the optical cable temperature monitoring for real-time monitoring of the return laser.
If the return laser power exceeds the laser’s capacity, the laser will turn off and an alarm will sound promptly to prevent damage. This also serves as a reminder to the customer that there is an issue with the processing.
Beam combining and optical module high anti-protection design
Given that there are two types of return laser: core laser and cladding laser, in addition to the high anti-protection design of the output optical cable, we have also incorporated a high anti-detection module within the beam combination to monitor the reverse transmission laser power and track the return laser power in real-time.
This high reflection detection module can detect both core and cladding lasers, effectively reducing the risk of laser damage caused by the core return laser that might go undetected if only cladding return laser was being monitored.
In the event of a high return laser, the module will turn off the laser and trigger an alarm, ensuring the safety and reliability of the laser.
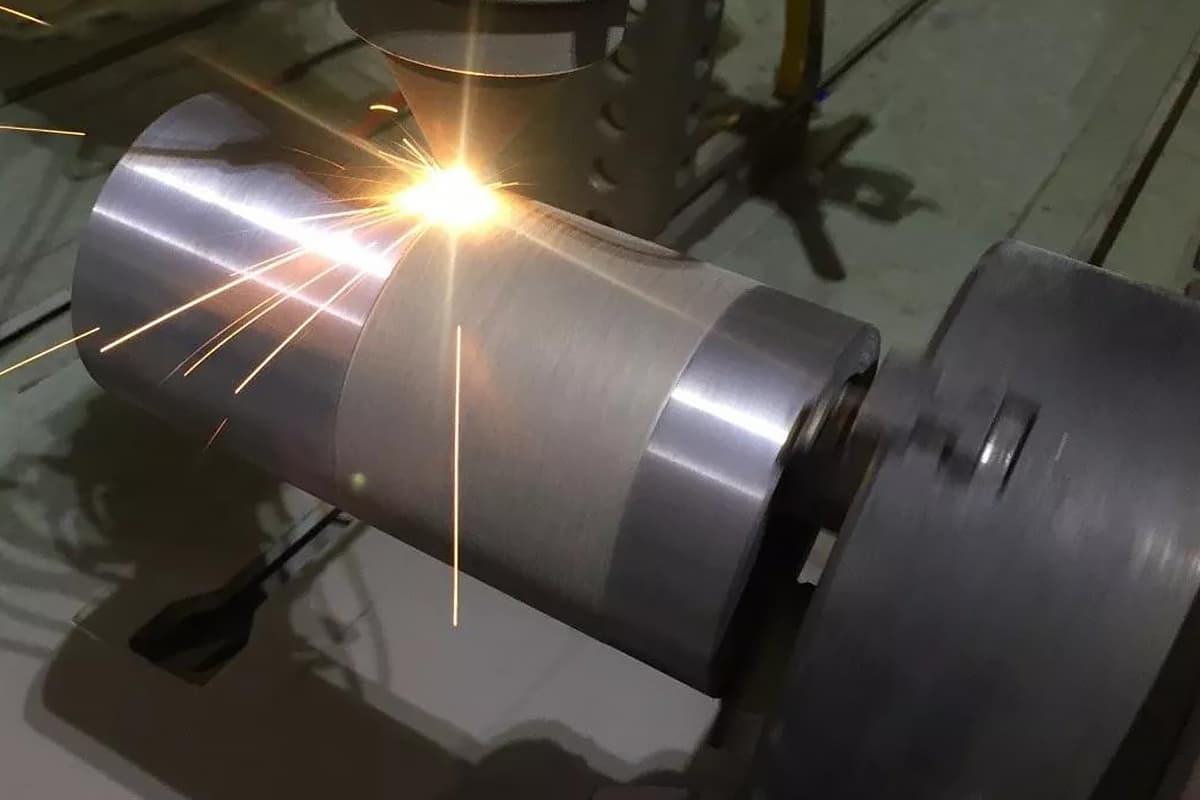
03 Cutting test
Due to the low laser absorbance and high thermal conductivity of red copper, the surface of red copper remains in a mirror state, causing a constant stream of laser to return to the optical fiber output head. This allows for the evaluation of the new optical fiber output head’s anti-high reflection capabilities.
Cutting aluminum
Cutting red copper and abnormal cutting
With proper operation, the Raycus laser can effectively cut high reflection materials such as aluminum plates, brass, and red copper, resulting in efficient cuts and desirable cross-sectional effects.
The abnormal processing test of high reflection is conducted to assess the laser’s anti-high reflection capabilities.
By marking back and forth on a red copper plate, the laser does not penetrate the plate, resulting in a high return light. Despite this, the laser continues to function normally, demonstrating the Raycus laser’s strong anti-high reflection abilities.
Signal display
The high reflection test demonstrates that the high reflection monitoring signal can be transmitted to the display screen in real-time during the cutting process.
In the event of abnormal processing, the high reflection signal can be monitored, and its value remains within the laser threshold.
If the high reflection exceeds a certain threshold, the machine alarm will be activated to alert staff to check the operation for any errors.
The following suggestions are provided by the process engineer for cutting high reflection materials:
(1) When cutting brass, red copper, and other materials, it is advisable to maintain a moderate speed and leave some space, avoiding extremes.
(2) Red copper must be cut using oxygen, not nitrogen or air.
In the event of the following issues, the machine should be stopped for inspection immediately:
(1) Contamination of the lower protective mirror.
(2) Failure to penetrate the material during high reflection cutting.
(3) Penetration of the material during high reflection cutting, but failure to fully cut through.