Function of sheet metal fabrication hole
Sheet metal fabrication holes, also known as relief cuts or notches, serve a critical role in preventing material deformation and ensuring precise bending operations. These strategically placed openings are essential for maintaining structural integrity and achieving high-quality finished products in sheet metal fabrication processes.
When a bending line intersects at a single point or approaches the edge of the sheet metal within a distance less than twice the material thickness, fabrication holes become necessary. These holes alleviate stress concentration and prevent undesirable material drawing or tearing during the bending operation. By incorporating properly sized and positioned fabrication holes, manufacturers can achieve clean, accurate bends without compromising the material’s integrity.
Fabrication holes are particularly crucial in sheet metal parts that require edge wrapping and complex bending operations. They allow for controlled material flow and stress distribution, ensuring uniform bending and preventing localized thinning or fracturing. In simpler designs where edge wrapping and intricate bending are not required, fabrication holes may be omitted, streamlining the manufacturing process.
Disadvantages of omitting fabrication holes:
- Material thinning: Without fabrication holes, the edges and corners of the bent material can experience significant thinning, potentially weakening the structure.
- Welding challenges: Thinned edges often require filler material during welding, increasing production time and cost.
- Deformation risk: The absence of stress relief points can lead to uneven material distribution, resulting in welding deformation and compromised dimensional accuracy.
- Reduced bend quality: Sharp corners and edges may crack or split without proper stress relief, leading to rejected parts and increased scrap rates.
Advantages of incorporating fabrication holes:
- Enhanced bend quality: Fabrication holes ensure smooth, consistent bends in wrapped edges without material drawing or distortion.
- Improved structural integrity: By preventing localized stress concentration, fabrication holes maintain the overall strength of the bent component.
- Increased production efficiency: Properly designed fabrication holes reduce the need for secondary operations and rework, streamlining the manufacturing process.
- Better weld quality: By maintaining material thickness at edges, fabrication holes facilitate stronger, more reliable welds with minimal filler material.
- Design flexibility: The strategic use of fabrication holes allows for more complex bend geometries and tighter tolerances in sheet metal designs.
Hole opening techniques in sheet metal bending processes
Determining the optimal size for fabrication holes:
The dimensions of fabrication holes in sheet metal are critically dependent on their location and the material properties. For holes positioned at the intersection of two bend lines, the diameter should typically be 2 to 2.5 times the material thickness. This ensures sufficient clearance to prevent material tearing or excessive stress concentration during the bending operation. The minimum hole diameter should not be less than 1.5 times the sheet thickness to maintain structural integrity.
For thicker gauge materials, the fabrication hole size needs to be further increased to accommodate the larger bend radius and prevent material deformation. A general rule of thumb is to add an additional 0.5 to 1 times the material thickness to the hole diameter for every 3mm increase in sheet thickness beyond 6mm.
Considerations and improvements for fabrication holes:
While fabrication holes are essential for many sheet metal designs, they can present challenges, particularly in thick plate applications:
- Material loss: Significant material displacement occurs at the bend angle, potentially compromising the aesthetic appearance and structural integrity of the part.
- Welding difficulties: The material loss can create gaps that are challenging to weld effectively, potentially leading to weak joints or increased post-processing requirements.
- Stress concentration: Improperly sized holes can lead to stress concentration, increasing the risk of crack initiation and propagation during bending or under load.
To address these issues, consider the following improved techniques:
- Optimized hole geometry: Instead of circular holes, use elongated or oval-shaped holes oriented parallel to the bend line. This shape accommodates material flow more effectively during bending.
- Stepped or tapered holes: For thick plates, implement a stepped or tapered hole design. The larger diameter at the outer surface gradually reduces towards the bend line, minimizing material loss while maintaining clearance.
- Reinforcement techniques: In critical applications, consider local reinforcement around the hole area using techniques such as dimpling or adding gussets to maintain strength and improve weldability.
- Advanced cutting methods: Utilize precision cutting technologies like laser or water jet cutting to create complex hole geometries that optimize material flow and minimize stress concentration.
- Finite Element Analysis (FEA): For critical components or high-volume production, employ FEA simulations to optimize hole size and geometry based on specific material properties and bending parameters.
Optimization method of fabrication hole
The size of the hole in sheet metal fabrication can be determined based on the bending edge and taking into account the plate thickness and bending fillet to avoid any potential issues.
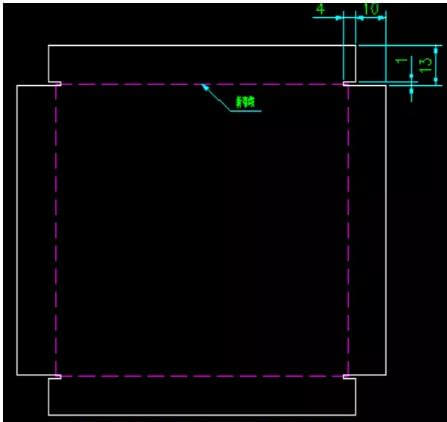
For a visual representation, please refer to the figure below.
The figure above illustrates a square sheet metal box with a thickness of 3mm and a bending height of 15mm on all four sides.
Fabrication hole improvement scheme
Improvement in Blanking Method:
There are two methods of sheet metal blanking, namely punch blanking and laser cutting blanking. Punch blanking results in primarily round holes, with limited ability to produce square or long holes due to mold restrictions. In the case of the 3mm sheet metal shown in the figure above, laser cutting is used for blanking.
Improvement in Fabrication Hole Shape:
To avoid aesthetic issues after bending, a long strip shape can be used for the fabrication holes.
Determining the Size of the Long Strip Fabrication Hole:
A width of 1mm is typically used, as it does not negatively impact the appearance or release of sheet metal bending deformations.
Method for Calculating the Depth Dimension:
The depth dimension is calculated as follows: 10mm is equal to the bending height minus 3mm plus a factor of 5, and 4mm is equal to the thickness of the sheet metal material plus 1mm.
Improvement effect of fabrication hole
By using this method, the sheet metal part after bending will have a narrow gap of only 1mm. Please refer to the three-dimensional rendering for a visual representation.
After bending the fabrication hole made using this method, the bending angle is well controlled and, as a result, welding can be performed without the need for additional filler material.
Why should bending and drawing be avoided?
Impact of Bending and Pulling:
(1) Bending Size is Affected:
During the drawing process, a significant amount of force is required to separate the thickness of the sheet metal. This can cause the workpiece to move and result in dimensional displacement because of the unpredictable direction of the applied force.
(2) Bending Die is Vulnerable to Damage:
As previously stated, high levels of force are present at sharp corners, which can surpass the bearing capacity of the die, causing it to collapse and become damaged.
Application standard of bending positioning fabrication hole
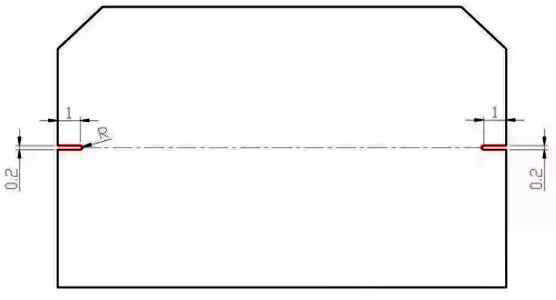
Size and form of fabrication hole:
- The opening size for the fabrication hole is 1mm x 0.2mm with a root radius of 0.1mm. This design is suitable for plate thicknesses less than or equal to 3mm.
- The opening size for the fabrication hole is 1mm x 0.4mm with a root radius of 0.2mm. This design is suitable for plate thicknesses ranging from 3mm to 6mm.
Scope of use:
- Angle type:
The bending angle is not a perfect 90 degrees, and positioning holes are drilled at all bending positions, including at overlapping bending points.
- Docking type:
For appearance parts or butt joint parts with stringent accuracy requirements, positioning holes must be drilled at the bending position.
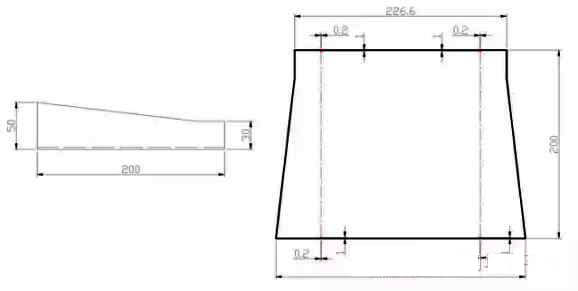
- Large size type:
When the bending size exceeds 200mm, all positioning holes must be drilled at the bending position.
- Continuous bending multiple complex types:
For the continuous bending of complex parts, positioning holes should be added starting from the third bending edge.
- Bend order type:
For parts that cannot be processed following the standard bending sequence, positioning holes must be drilled at the bending position.
- Repeat bend type:
Due to limitations in bending equipment, positioning holes must be drilled at all bending positions for parts that require repeated bending.
- Do not lean against the stop ruler:
Positioning holes must be drilled at all bending positions for parts that cannot be butted against the stop ruler type.
- Guide rail type:
Positioning holes must be drilled at the bending position for parts of the guide rail type.
- Circular positioning hole:
Positioning holes are drilled at the starting points of the arcs at both ends of the curve.
- Pull plate type:
The positioning holes must be drilled at the bend location of the pull plate components.
- Overlap type:
Positioning holes must be drilled at the overlap location of overlapping components. The positioning hole must be drilled at the specified dimension for continuous bending, based on the overlap edge.