Have you ever wondered how to weld two of the most challenging metals, copper and stainless steel, together? This article breaks down the complexities of welding these dissimilar metals, covering key techniques and tips to avoid common issues like penetration cracks. Learn about the best welding methods, suitable filler materials, and process parameters to achieve a strong, defect-free weld. Dive into the specifics of manual arc welding, submerged arc welding, TIG welding, gas welding, and brazing, ensuring a comprehensive understanding of the entire process.
Welding copper to stainless steel is a critical yet challenging process in modern metallurgy, primarily due to the inherent risk of copper penetration cracking. This phenomenon, also known as liquid metal embrittlement (LME), occurs when molten copper infiltrates the grain boundaries of stainless steel, compromising the joint’s structural integrity.
To mitigate the risk of penetration cracking, a two-pronged approach is essential:
Process Optimization:
Select an appropriate welding technique that minimizes heat input, such as pulsed Gas Tungsten Arc Welding (GTAW) or advanced laser welding methods.
Maintain precise control over welding parameters, particularly heat input and interpass temperature, to limit the heat-affected zone (HAZ) and reduce the likelihood of copper migration.
Material Engineering:
Utilize filler materials specifically designed for dissimilar metal welding, such as nickel-based alloys (e.g., ERNiCu-7 or ERNiCrMo-3).
Carefully manage the composition of the weld pool by: a) Minimizing elements prone to forming low-melting eutectics (e.g., S, P, and O). b) Incorporating alloying elements like Al, Si, Mn, V, Mo, and Ni to enhance weld metallurgy and resist crack formation.
By meticulously adhering to these guidelines, fabricators can significantly reduce the risk of penetration cracking and achieve robust, high-integrity joints between copper and stainless steel. This approach not only ensures structural soundness but also optimizes the welded component’s performance in demanding applications across industries such as petrochemical, power generation, and advanced manufacturing.
When using manual arc welding for copper and stainless steel, it’s important to keep in mind that selecting an austenitic stainless steel electrode can increase the likelihood of thermal cracking.
For this reason, it’s advisable to choose a nickel copper welding rod (70% nickel and 30% copper), or a nickel-based alloy electrode. An alternative is to use a copper welding rod (T237).
During the welding process, it’s recommended to adopt a fast welding technique using a small diameter and low current, without swinging the arc. The arc should also be inclined towards the copper side to reduce the risk of penetration cracks.
Submerged arc welding
In submerged arc welding (SAW) of copper to stainless steel, the primary challenges are preventing crack formation and minimizing porosity. These issues are particularly critical due to the dissimilar thermal and mechanical properties of the materials.
To mitigate these concerns, meticulous surface preparation is essential. Thoroughly clean and degrease the surfaces of both the weldments and welding wires immediately prior to welding. This step removes contaminants that could lead to inclusions or compromise weld integrity.
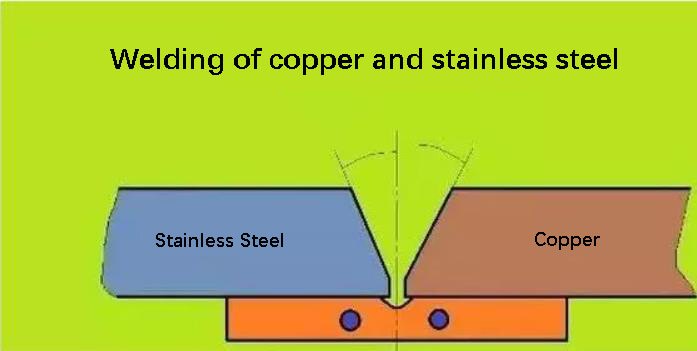
For weldments with thicknesses ranging from 8 to 10mm, a 70° asymmetric V-shaped groove is typically employed. The groove angle on the copper side is set at 40°, while the stainless steel (1Cr18Ni9Ti) side is beveled at 30°. This asymmetry accommodates the different thermal conductivities of the materials.
A flux of either HJ431 or HJ430 is recommended. The HJ430 flux should be baked at 200°C for 2 hours to remove moisture, which is crucial for reducing hydrogen-induced porosity. Use a copper-based welding wire as the primary filler material. To promote better metallurgical bonding and reduce the risk of cracking, place one to three nickel or nickel-copper alloy wires strategically within the groove. These act as a transitional layer between the dissimilar metals.
To ensure adequate penetration and fusion, employ higher welding energy levels than those typically used for similar metal welding. Utilize a water-cooled copper backing bar to control the heat input and prevent excessive melting of the copper base material. Position the welding wire to favor the copper side, approximately 5 to 6mm offset from the groove centerline. This technique compensates for the higher thermal conductivity of copper and promotes more even heat distribution across the joint.
Monitor and control the interpass temperature carefully to manage thermal stresses and prevent hot cracking. Post-weld heat treatment may be necessary to relieve residual stresses and optimize the mechanical properties of the welded joint.
Process parameters of submerged arc welding of pure copper and stainless steel
TIG welding can produce high-quality joints when joining copper, copper alloys, and stainless steel. However, achieving optimal results requires mastery of specific techniques. The primary joint configurations are butt and corner joints in a groove. For dissimilar metal welding, it’s recommended to prepare a half V-groove on the stainless steel side while leaving the copper side square.
Prior to welding, thorough surface preparation is crucial. Clean the weldment surfaces and apply a specialized flux composition (70% H3BO3, 21% Na2B4O2, 9% CaF2) to both the front and back sides of the joint. Allow the flux to dry completely before initiating the welding process.
Filler metal selection is critical for successful dissimilar metal welding. Preferred options include Monel alloy (70% Ni, 30% Cu) or copper alloys containing silicon and aluminum, such as HS221, QAI9-2, QAI9-4, QSi3-1, or QSn4-3. These filler metals enhance weldability and mechanical properties of the joint.
During TIG welding, precise arc positioning is essential. Bias the tungsten arc towards the copper side, maintaining a 5-8mm offset from the groove centerline. This technique helps control the melting of the stainless steel, reducing the risk of intermetallic compound formation.
The welding process typically employs copper, copper-nickel, or aluminum-bronze filler wires. These materials improve the mechanical properties of the weld metal and mitigate the risk of copper penetration cracking. A straight bead technique without oscillation is generally preferred, utilizing higher travel speeds to minimize heat input.
When implementing an argon arc welding-brazing hybrid process, minimize melting on the stainless steel side. This approach creates a brazed connection on the stainless steel interface and a fusion welded joint on the copper side, optimizing the metallurgical compatibility between the dissimilar metals.
Refer to the accompanying figure for specific process parameters when TIG welding brass to stainless steel. These parameters serve as a starting point and may require fine-tuning based on material thickness, joint design, and specific alloy compositions.
TIG welding of brass H62Sn-1 and stainless steel 1Cr18Ni9Ti
Weldment thickness mm
Tungsten electrode diameter mm
Tungsten electrode extension length
Nozzle diameter mm
Welding current a
Argon flow L / min
3+3
3
5-6
12
100~120
10
3+6
3
5-6
12
140-180
10
3+18
3
5-6
12
150-200
10
Gas welding
Gas welding, when applied to copper and stainless steel, presents unique challenges due to the lower flame temperature compared to arc welding processes. This temperature differential can lead to several complications:
Uneven melting: The disparity in melting points between copper (1084°C) and stainless steel (1400-1450°C) can result in non-uniform melting of the base metals.
Expanded heat-affected zone (HAZ): The prolonged heat application necessary for melting both materials leads to a wider HAZ, potentially altering the microstructure and properties of the base metals.
Increased deformation: The extended heating period may cause thermal expansion and subsequent contraction, leading to distortion in the welded components.
Risk of non-fusion: Inadequate heat penetration or improper filler metal selection can result in lack of fusion between the base metals and the filler material.
To address these challenges, proper filler metal selection is crucial. For joining pure copper to 18-8 stainless steel, copper-zinc alloy welding wires such as HSCuZn-2 (60% Cu, 40% Zn), HSCuZn3 (59% Cu, 41% Zn), or HSCuZnNi (54-56% Cu, 43.5-45.5% Zn, 0.5-1.5% Ni) are commonly employed. These filler metals offer a balance of strength, corrosion resistance, and compatibility with both base metals.
For neutral flame welding, 301 welding powder (typically a mixture of borax, boric acid, and other fluxing agents) or pure borax can be used as a flux to protect the weld pool from oxidation and improve wetting characteristics.
When dealing with longer welds, a technique to mitigate the heat input discrepancy involves depositing a layer of brass on the groove surface of the stainless steel side prior to welding. This intermediate layer serves as a thermal buffer and helps to equalize the heat distribution between the two dissimilar metals during the welding process.
To optimize gas welding of copper to stainless steel, consider the following best practices:
Use a slightly oxidizing flame to counteract the high thermal conductivity of copper.
Preheat the workpieces to reduce the temperature gradient and minimize distortion.
Employ proper joint design to ensure adequate heat distribution and penetration.
Utilize intermittent welding techniques to manage heat input and reduce overall distortion.
Post-weld heat treatment may be necessary to relieve residual stresses and optimize the joint properties.
Brazing
When brazing copper to stainless steel, silver-based solders are predominantly used due to their excellent wetting properties and lower melting points. Common alloys include HL302 (56% Ag), HL309 (50% Ag), and HL312 (45% Ag), each offering specific advantages depending on the application requirements. The brazing process follows general principles but requires careful attention to temperature control and heat distribution.
Key considerations for copper-stainless steel brazing include:
Joint Design: Ensure proper fit-up and clearance (typically 0.002″ to 0.005″) to facilitate capillary action of the molten filler metal.
Surface Preparation: Thoroughly clean both metals to remove oxides and contaminants. For stainless steel, a mild flux may be necessary to break down the chromium oxide layer.
Temperature Control: Critical to success is maintaining the brazing temperature within the narrow range between the liquidus of the filler metal and the solidus of the base metals. For most silver-based solders, this is typically between 1150°F and 1400°F (620°C to 760°C).
Heat Application: As noted, the heat source should be biased towards the copper side during heating. This is because copper has higher thermal conductivity than stainless steel. Applying heat primarily to the copper ensures more uniform heating of both materials, preventing localized overheating of the stainless steel which could lead to sensitization or warping.
Cooling Rate: Control the cooling rate to minimize thermal stresses, especially important for larger assemblies or when joining dissimilar metals with different coefficients of thermal expansion.
Post-braze Cleaning: Remove any flux residues to prevent corrosion, especially important in corrosive environments or high-purity applications.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered how skyscrapers stand tall or cars stay welded together? This blog uncovers the magic behind electric welding machines. Learn about top manufacturers like Lincoln Electric and Miller Welds,…
Have you ever wondered which welding equipment brands are leading the industry today? This article explores the top ten welding machine manufacturers, highlighting their innovations, global presence, and unique strengths.…
Ever wondered how welders achieve perfect joints in challenging positions? 6GR welding is a specialized technique for welding pipelines with an obstacle ring at a 45° angle, crucial for ensuring…
Have you ever wondered about the hidden dangers behind the bright sparks of welding? In this article, we explore the harmful effects of argon arc welding on the human body.…
Ever wondered what those numbers and letters on welding rods mean? This article demystifies the coding system for carbon and stainless steel welding rods, helping you understand their tensile strength,…
Welding deformation in stainless steel can lead to significant issues in metal fabrication. The article explores various methods to control and correct these deformations, such as using copper plates, water…
Have you ever wondered how to effectively weld different types of stainless steel? This article dives into the specialized welding methods for martensitic and duplex stainless steel, detailing the challenges…
Welding stainless steel demands precision to prevent defects like cracking and corrosion. Are you aware of the critical steps to ensure a flawless weld? This article highlights eight essential precautions,…
How can welding carbon steel be both a common practice and a complex challenge? This guide explores the intricate world of carbon steel welding, covering types of carbon steel, their…