1. Proses Produksi Pintu dan Jendela Paduan Aluminium
2. Persiapan sebelum Operasi: Biasakan diri Anda dengan diagram kisi-kisi pintu dan jendela, dan baca lembar proses pintu dan jendela
Proses Produksi:
1. Proses Produksi Pintu dan Jendela Berengsel
Pemotongan bingkai dan selempang → Penggilingan slot bingkai dan selempang → Penggilingan lubang dan alur kunci → Pengeboran lubang perangkat keras → Pemotongan bilah penekan kaca → Pemasangan bingkai dan strip penyegel selempang → Pemasangan bilah penekan kaca → Kombinasi selempang dan kaca → Pemasangan aksesori perangkat keras → Inspeksi → Pengemasan → Penyimpanan
2. Proses Produksi Pintu dan Jendela Geser
Pemotongan bingkai dan selempang → Penggilingan slot bingkai dan selempang → Penggilingan lubang drainase → Penggilingan lubang dan alur kunci → Pemasangan strip wol → Pengeboran lubang perangkat keras → Pemotongan bilah tekanan kaca → Pemasangan strip wol segel → Pemasangan bilah tekanan kaca → Pemasangan katrol → Kombinasi bingkai dan selempang → Inspeksi → Pengemasan → Penyimpanan
1. Pemotongan Bahan Rangka
(1) Verifikasi pengukuran: Verifikasi kesalahan antara penggaris mesin gergaji kepala ganda dan meteran baja. Jika dua gergaji kepala ganda digunakan untuk memotong profil bingkai luar jendela yang sama, kedua gergaji harus dikalibrasi hingga penggaris dan meteran baja memiliki ukuran yang sama.
(2) Mengontrol keakuratan dimensi pemotongan: Untuk kumpulan bahan yang sama dengan ukuran yang sama, bahan pertama harus diperiksa dua kali untuk memastikan bahwa ukurannya benar sebelum mulai memotong. Dan dalam kumpulan bahan dengan ukuran yang sama, periksa ukuran benda kerja secara acak untuk memverifikasi apakah ada kesalahan dalam pemotongan.
(3) Untuk pemotongan rangka luar dengan sambungan sudut 45 derajat, saat memotong potongan pertama, penggaris sudut universal harus digunakan untuk memeriksa bahwa nilai kesalahan sudut tidak lebih dari 10um.
2. Penggilingan Lubang dan Alur Proses pada Material Rangka
(1) Rangka Luar Berengsel:
Kolom tengah rangka luar harus digerinda untuk membuat parit dan duri. Ketika menggiling parit dan duri, gunakan aluminium bekas atau sampel material pendek dengan model yang sama untuk memastikan bahwa parit dan duri kolom tengah terpasang erat dengan sambungan sudut rangka luar.
(2) Rangka Luar Geser:
Saat menggiling rangka bawah geser, gunakan kepala material untuk membuat sampel hingga slot penggilingan kepala material geser bawah pas dengan rangka sebelum digunakan materi baru untuk menggiling slot.
Apabila batang katrol geser digiling sebagai lubang drainase, panjangnya tidak boleh melebihi 20mm. Panjang kedua ujungnya harus konsisten. Dua lubang drainase harus digiling untuk profil 1800mm atau kurang, dan tiga lubang untuk profil lebih dari 1800mm.
Setelah melakukan penggilingan slot, bagian geser atas dan bawah harus dipasangkan secara ketat untuk menghindari penggilingan yang salah atau terbalik. Seharusnya tidak ada goresan atau tanda pada profil selama proses penggilingan.
3. Penggilingan Lubang dan Alur Proses pada Material Selempang
(1) Pintu Geser dan Selempang Jendela:
Kait dan alur harus digiling persegi ketika menyesuaikan ketinggian. Margin kiri dan kanan harus konsisten.
Lubang penyetelan untuk katrol pintu geser dan jendela harus benar, dan jarak antara lubang dan tepi profil harus sama di kedua sisi.
Ketinggian lubang kunci untuk pintu geser: Untuk selempang dengan tinggi 2300mm atau kurang, posisi lubang kunci dari tanah harus berjarak vertikal 950-1150mm; ketinggian lubang kunci untuk jendela geser yang digerinda dari tanah harus berjarak vertikal 1500-1600mm; ketinggian lubang kunci pintu dan jendela yang berdekatan harus konsisten.
(2) Pintu dan Jendela Berengsel:
Ketinggian lubang kunci untuk pintu berengsel yang digiling dari tanah harus berjarak vertikal 950-1150mm, dan untuk jendela berengsel, ketinggian lubang kunci yang digiling dari tanah harus berjarak vertikal 1500-1600mm.
Jarak lubang kunci dari tepi profil untuk jendela berengsel harus konsisten, dengan kesalahan tidak melebihi 1mm. Ketinggian lubang kunci harus konsisten dengan jendela yang berdekatan. Lubang untuk lubang kunci pada jendela gantung harus digerinda di bagian tengah.
(3) Jika rangka luar jendela berengsel perlu digerinda dengan rusuk, panjang rusuk harus konsisten dengan panjang spesifikasi penyangga. Arah rusuk harus konsisten dengan arah bukaan jendela berengsel.
4. Penggilingan Penampang Melintang pada Bahan Rangka:
Panjang penampang yang digiling di kolom tengah sama dengan jarak antara sudut internal salah satu sisi rangka luar 45 derajat, dan tidak boleh ada tonjolan atau penyusutan pada sambungan antara ujung kolom tengah dan duri rangka luar 45 derajat.
5. Pemotongan Kode Sudut untuk Bahan Rangka dan Selempang:
Lebar kode sudut untuk bingkai dan selempang harus kurang dari 1mm dari dinding bagian dalam profil.
Dan periksa lebar kode sudut untuk mengonfirmasi apakah sudah cocok dengan profil kapan saja. Bagian kode sudut harus berbentuk persegi, dan permukaannya harus mulus tanpa gerinda.
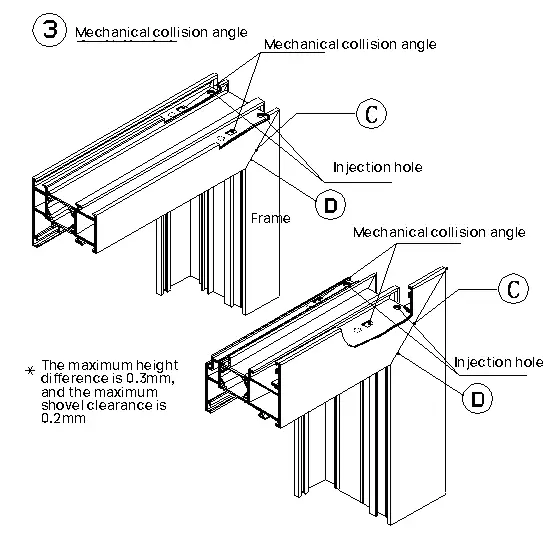
6. Proses Penggabungan Sudut Rangka dan Selempang
Deskripsi desain tenon yang disambung, kepala tenon, dan sambungan sudut paduan aluminium;
Tenon dan kepala tenon yang disambung harus dihubungkan dengan sambungan mekanis elastis, dan celah antara bagian penghubung dan profil harus ditutup dengan perekat. Lem duri bermutu tinggi harus digunakan untuk menutup sambungan duri, dan tidak boleh ada titik kebocoran.
Sambungan sudut paduan aluminium harus dirakit dengan proses injeksi perekat. Penampang profil harus dilapisi dengan lem sambungan sudut khusus sebelum dirakit. Strip pemosisian untuk sambungan sudut harus terbuat dari baja tahan karat.
Celah antara kode sambungan sudut dan profil harus diisi dengan injeksi perekat bertekanan tinggi tanpa ada kelonggaran.
Teknologi Sambungan Duri Elastis:
Langkah 1: Membuat lubang pada profil.
Langkah 2: Pemasangan bantalan penyegelan (bantalan elastis).
Penandaan Tengah: Aplikasikan sealant dengan lebar sekitar 5mm pada profil, kemudian letakkan sealing pad di atas sealant dan tekan ke bawah. Jika permukaan internal yang terlihat dari profil lebih lebar dari 5mm, dua bantalan penyekat harus digunakan.
Langkah 3: Pemasangan bagian penghubung.
Geser bagian penghubung dalam ke posisi yang diperlukan, kemudian kencangkan sepenuhnya sekrup berlubang dengan kunci pas sehingga sekrup berlubang menembus dinding profil dan mengamankan bagian penghubung. Gantungkan bagian penghubung luar ke profil rangka luar.
Perhatian:
Apabila mengencangkan bagian penghubung, maka harus diposisikan secara akurat.
Langkah 4: Sambungan duri pada profil.
Catatan:
Bersihkan bagian yang perlu dihubungkan dengan bahan pembersih/penghilang lemak.
Langkah 5: Pengikatan sambungan duri.
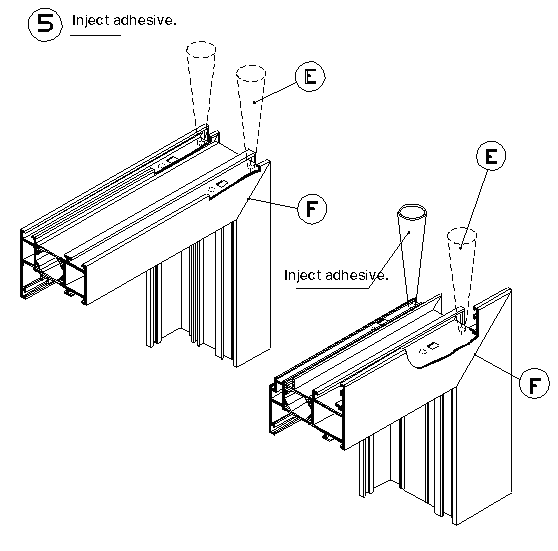
Langkah 6: Injeksi perekat ke dalam sambungan duri.
- Suntikkan perekat logam sampai meluap dari lubang jarum.
- Bersihkan sisa perekat dengan bahan pembersih/penghilang lemak sebelum mengeras.
- Bersihkan permukaan profil yang terbuka secara menyeluruh.
- Ini perlu dipertahankan selama 24 jam.
Langkah 7: Pengaplikasian lem penyegelan ke sambungan duri.
Oleskan sealant ke bagian yang dipotong, terutama pada bagian sudut dan bagian belakang. Untuk bagian penghubung vertikal, aplikasikan sealant pada bagian depan slot strip sealant dan tekan sealant. Ketinggian sealant yang diaplikasikan harus rata dengan struktur profil yang tumpang tindih. Terakhir, lakukan penyegelan di sekitar lubang jarum.
Proses Perakitan Sudut Perekat:
A. Bersihkan komponen yang akan disambungkan dengan bahan pembersih khusus.
B. Oleskan lem (cakram plastik dan rol karet) ke permukaan ujung sudut salah satu profil.
C. Mengelompokkan sudut dan melakukan penyesuaian.
D. Sebelum perekat mengeras, bersihkan sisa perekat di sudut-sudutnya secara menyeluruh dengan bahan pembersih.
Menyisipkan sudut pelat baja ke dalam bingkai luar dan area profil bingkai selempang. Setelah memasukkan sudut, masukkan penyangga sudut di belakang slot strip segel untuk memperkuat profil luar sebelum lem sudut mengeras. Gunakan alat yang sesuai, seperti obeng pipih yang besar.
E. Suntikkan perekat hingga ada luapan perekat pada lubang atau pin yang dihasilkan oleh ekstrusi sudut.
F. Periksa area sudut dan ulangi langkah D jika perlu
7. Perakitan perangkat keras bingkai:
Pasang komponen perangkat keras mulai dari jarak 150mm dari sudut bingkai, dengan jarak tidak lebih dari 600mm.
8. Perakitan perangkat keras selempang:
Komponen perangkat keras seperti katrol dan kartu pembatas selempang geser tidak boleh hilang atau tidak dipasang dengan benar. Wol lurus dan horizontal pada selempang harus terikat dengan kuat.
Posisi penyangga geser untuk jendela tingkap harus dicoba terlebih dahulu, dan setelah memastikan keakuratannya, pemasangan massal dapat dilakukan. Sekrup penyangga tidak boleh hilang.
Strip penyegelan pada jendela tingkap tidak boleh dipotong, dan sambungannya harus diikat di bawah selempang.
9. Rakitan kaca selempang:
Label kaca harus menghadap ke dalam ruangan, dan kontak antara kaca dan profil harus diposisikan dengan bantalan kaca dan strip perekat titik.
Setelah memeriksa secara visual bahwa kisi-kisi magnesium sudah tumpang-tindih secara merata, perekat bisa diaplikasikan. Setelah perekat mengering, lem yang berlebih harus dipangkas.
10. Pemeriksaan kualitas pintu dan jendela aluminium:
Pemrosesan material harus diselesaikan di pabrik pemrosesan untuk memastikan keindahan tampilan dan ketepatan perakitan sudut (45 derajat); setiap sudut pintu dan jendela paduan aluminium harus mencegah penetrasi air dan diperlakukan dengan injeksi kode sudut ganda (injeksi dua komponen: Defender, Omni).
Perhatian khusus harus diberikan pada kualitas pembatas internal kaca, mengontrol kerataan, vertikalitas (dalam kesalahan 2mm), dan posisi tumpang-tindih pembatas selempang jendela internal dan eksternal.