Die casting adalah proses pengecoran logam canggih yang menggunakan rongga cetakan yang direkayasa secara presisi untuk menyuntikkan logam cair dengan cepat di bawah tekanan tinggi, menciptakan bentuk yang kompleks dengan akurasi yang luar biasa. Proses ini memiliki kemiripan dengan pencetakan injeksi plastik tetapi beroperasi pada suhu dan tekanan yang jauh lebih tinggi. Proses ini unggul dalam produksi massal komponen berukuran kecil hingga sedang, menjadikannya metode pengecoran utama dalam manufaktur modern.
Proses die casting menghasilkan komponen dengan permukaan akhir yang unggul, toleransi dimensi yang lebih ketat, dan sifat mekanik yang lebih baik dibandingkan dengan teknik pengecoran tradisional. Injeksi tekanan tinggi memastikan aliran logam yang sangat baik, menghasilkan detail yang rumit dan bagian berdinding tipis yang sulit dicapai dengan metode lain. Selain itu, die casting menawarkan pengulangan yang sangat baik, sehingga ideal untuk proses produksi bervolume tinggi.
Namun demikian, kualitas komponen die-cast sangat bergantung pada kontrol proses yang tepat dan standardisasi. Variasi dalam parameter penting seperti suhu leleh, kecepatan injeksi, tekanan rongga, dan laju pendinginan dapat menyebabkan spektrum cacat. Masalah umum termasuk porositas, penutupan dingin, sobekan panas, dan ketidakstabilan dimensi. Untuk mengurangi tantangan ini, operasi die casting yang canggih menggunakan sistem pemantauan waktu nyata, teknik manajemen termal, dan analisis pengisian cetakan yang disimulasikan dengan komputer untuk mengoptimalkan parameter proses dan memastikan hasil yang konsisten dan berkualitas tinggi.
1. Tanda dan pola aliran
Pemeriksaan penampilan:
Permukaan pengecoran menampilkan garis-garis yang sejalan dengan arah aliran logam cair. Selain itu, terdapat garis-garis non-directional yang berbeda dengan warna yang bervariasi, yang berbeda dari dasar logam, dan garis-garis ini tidak mengikuti pola tertentu.
Penyebab tanda aliran adalah sebagai berikut:
1) Suhu cetakan terlalu rendah;
2) Desain pelari tidak bagus, dan posisi gerbang tidak bagus;
3) Suhu umpan terlalu rendah;
4) Kecepatan pengisian rendah dan waktu pengisian yang singkat;
5) Sistem gerbang tidak masuk akal;
6) Knalpot yang buruk;
7) Semprotan tidak masuk akal.
2. Retak kura-kura
Pemeriksaan penampilan:
Pada permukaan komponen die-cast, terdapat tanda pola retikuler yang cembung atau cekung, dan tanda ini menjadi lebih menonjol dan meluas seiring dengan bertambahnya siklus die-casting.
Penyebabnya adalah sebagai berikut:
1) Terdapat retakan pada permukaan die casting rongga mati;
2) Pemanasan awal cetakan die casting tidak merata.
3. Isolasi dingin
Pemeriksaan penampilan:
Permukaan bagian die casting memiliki garis-garis linier yang khas, tidak beraturan, dan tertekan yang bentuknya kecil dan sempit. Garis-garis ini dapat menembus atau tidak menembus. Kadang-kadang, tepi garis-garis ini mungkin tampak halus, tetapi juga bisa patah karena kekuatan eksternal.
Penyebabnya adalah sebagai berikut:
1) Kedua aliran logam saling bertumpukan, tetapi tidak sepenuhnya menyatu dan tidak ada inklusi di antara keduanya, dan kekuatan ikatan kedua logam sangat lemah;
2) Suhu penuangan atau suhu die casting rendah;
3) Posisi pelari tidak tepat atau jalur aliran terlalu panjang;
4) Kecepatan pengisian rendah.
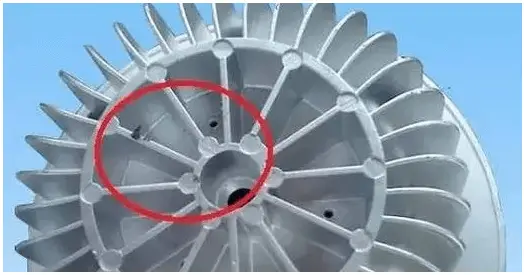
4. Lekukan
Pemeriksaan penampilan:
Terdapat penyok halus (seperti cakram) pada permukaan sebagian besar bagian tebal die casting.
Penyebabnya adalah sebagai berikut:
1) Disebabkan oleh kontraksi
- Desain die casting tidak tepat dan perbedaan ketebalan dinding terlalu besar;
- Posisi pelari yang tidak tepat;
- Rasio injeksi rendah dan waktu penahanan singkat;
- Suhu lokal die casting die terlalu tinggi.
2) Desain sistem pendingin tidak masuk akal;
3) Cetakan dibuka terlalu dini;
4) Suhu penuangan terlalu tinggi.
5. Kesan
Pemeriksaan penampilan:
Jejak yang ditinggalkan oleh kontak antara permukaan pengecoran dan permukaan rongga die casting atau jejak langkah pada permukaan pengecoran.
Penyebabnya adalah sebagai berikut:
1) Disebabkan oleh elemen pelontar
- Permukaan ujung batang ejektor sudah aus;
- Panjang penyetelan batang ejektor tidak konsisten;
- Bagian penyambungan rongga cetakan die casting tidak cocok dengan bagian lainnya.
2) Disebabkan oleh penyambungan atau pemindahan komponen
- Bagian tatahannya longgar;
- Komponen bergerak yang longgar atau aus;
- Permukaan dinding samping pengecoran dibentuk oleh sisipan yang menembus cetakan yang bergerak dan cetakan tetap.
6. Tanda adhesi
Pemeriksaan penampilan:
Di bawah pengaruh kekuatan eksternal, serpihan kecil dapat terkelupas dan tampak berwarna abu-abu cerah atau gelap.
Penyebabnya adalah sebagai berikut:
1) Ada residu logam atau bukan logam pada permukaan rongga cetakan die casting;
2) Sewaktu menuangkan, kotoran dibawa masuk terlebih dulu dan melekat pada permukaan rongga.
7. Delaminasi (pengelupasan)
Pemeriksaan penampilan atau pemeriksaan kerusakan:
Terdapat lapisan logam yang jelas pada bagian pengecoran.
Penyebabnya adalah sebagai berikut:
1) Kekakuan cetakan tidak cukup, dan templat bergetar selama proses pengisian;
2) Dalam proses injeksi, pukulan merangkak;
3) Desain sistem pelari yang tidak tepat.
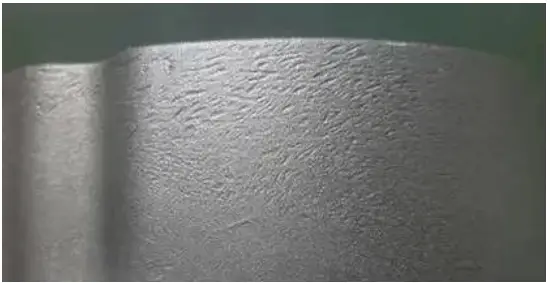
8. Ablasi gesekan
Pemeriksaan penampilan:
Permukaan die casting memiliki permukaan yang kasar di beberapa tempat.
Penyebabnya adalah sebagai berikut:
1) Posisi, arah, dan bentuk pintu masuk yang disebabkan oleh cetakan die casting tidak tepat;
2) Karena kondisi pengecoran, logam cair di ingate bergesekan dengan keras dan pendinginan bagian tersebut tidak cukup.
9. Erosi
Pemeriksaan penampilan:
Terdapat bopeng atau garis cembung pada posisi lokal bagian die casting.
Penyebabnya adalah sebagai berikut:
1) Posisi pintu masuk tidak tepat;
2) Kondisi pendinginan tidak baik.
10. Retak
Pemeriksaan penampilan:
Permukaan pengecoran retak ketika ditempatkan dalam larutan alkali, muncul sebagai garis abu-abu gelap. Retakan ini mengikuti pola linier atau bergelombang dan memiliki butiran yang sempit dan memanjang yang cenderung memburuk di bawah tekanan eksternal.
Penyebabnya adalah sebagai berikut:
Hasilnya menunjukkan bahwa kandungan besi terlalu tinggi atau kandungan silikon terlalu rendah, yang menyebabkan tingginya tingkat pengotor berbahaya dalam paduan yang menurunkan plastisitasnya. Pada paduan Al Si dan paduan Al Si Cu, kandungan seng atau tembaga terlalu tinggi dan pada paduan Al Mg, kandungan magnesium terlalu tinggi. Kandungan tembaga dalam paduan Al Si dan paduan Al Si Cu juga terlalu tinggi.
Selain itu, waktu retensi cetakan terlalu singkat, waktu penahanan terlalu singkat, dan ketebalan dinding pengecoran berubah secara tiba-tiba. Lokal menjepit terlalu besar dan gaya tidak merata selama proses pengeluaran.