Pernahkah Anda bertanya-tanya bagaimana cara menghitung kelonggaran tekukan secara tepat untuk proyek fabrikasi logam Anda? Dalam artikel blog ini, kita akan menjelajahi dunia rumus dan perhitungan kelonggaran tekukan yang menarik. Sebagai insinyur mesin yang berpengalaman, saya akan memandu Anda melalui konsep-konsep utama dan memberikan wawasan praktis untuk membantu Anda menguasai aspek penting dari desain lembaran logam. Bersiaplah untuk terjun dan membuka rahasia menciptakan tikungan yang akurat dan efisien dalam proyek Anda!
Kelonggaran tekukan adalah konsep penting dalam bidang fabrikasi lembaran logam, terutama ketika bekerja dengan operasi pembengkokan. Ini mengacu pada panjang tambahan material yang diperlukan untuk mengakomodasi tekukan pada lembaran logam. Memahami dan menghitung bend allowance secara akurat sangat penting untuk memastikan bahwa dimensi akhir dari bagian yang ditekuk memenuhi spesifikasi desain.
Pentingnya Fabrikasi Lembaran Logam
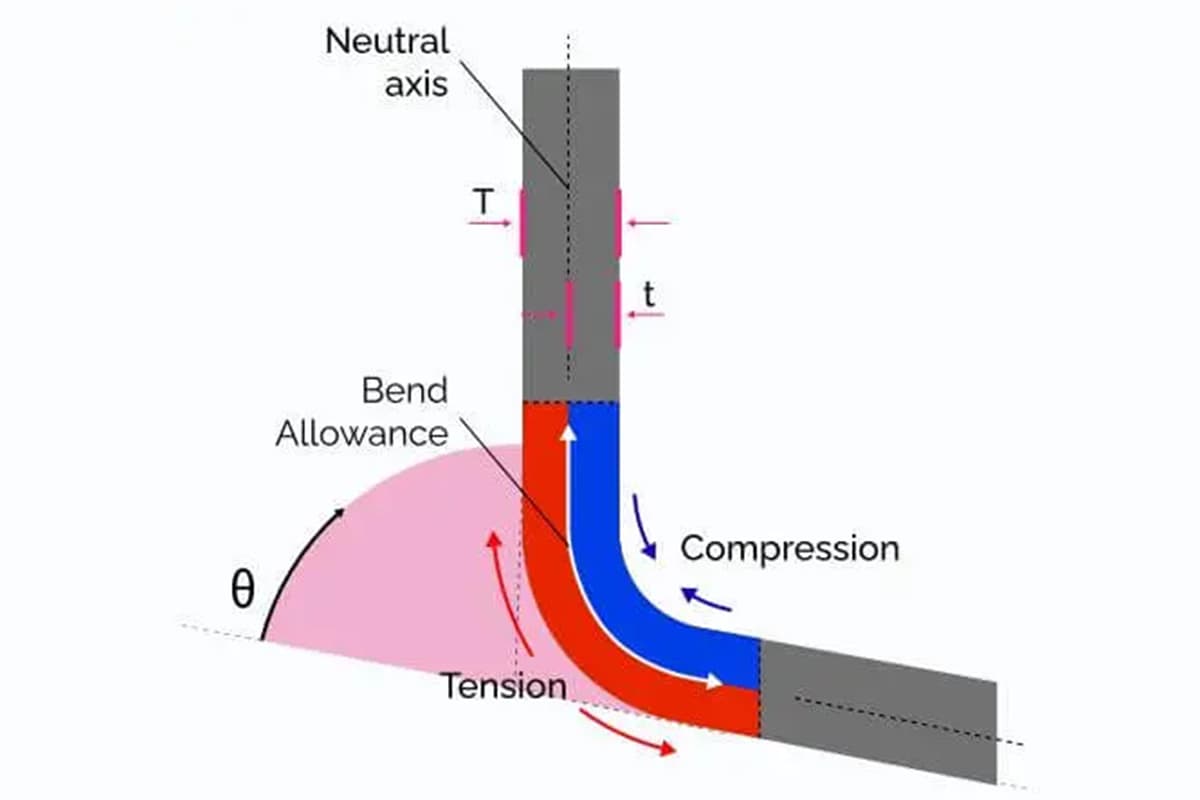
Perhitungan kelonggaran tikungan yang akurat sangat penting dalam proses fabrikasi. Ketika lembaran logam datar ditekuk, material di bagian luar tikungan meregang, sementara material di bagian dalam memampat. Tanpa memperhitungkan deformasi ini, produk akhir tidak akan sesuai dengan desain yang diinginkan, yang menyebabkan ketidakakuratan dan potensi kegagalan. Kelonggaran tekukan membantu fabrikator menyesuaikan dimensi pola datar, memastikan bahwa bagian yang ditekuk memenuhi persyaratan yang tepat.
Parameter Utama yang Mempengaruhi Kelonggaran Tikungan
Beberapa parameter kritis mempengaruhi perhitungan kelonggaran tikungan:
Sudut Tikungan (θ): Sudut di mana lembaran logam dibengkokkan. Sangat penting untuk mengonversi sudut ini ke radian apabila menggunakan formula tertentu.
Jari-jari Dalam (r): Jari-jari lekukan bagian dalam tikungan. Jari-jari yang lebih kecil menghasilkan lebih banyak peregangan dan kompresi, yang memengaruhi kelonggaran tikungan.
Ketebalan Bahan (T): Ketebalan lembaran logam. Bahan yang lebih tebal menunjukkan peregangan dan kompresi yang lebih nyata selama pembengkokan.
Faktor-K (K-Factor) (K): Rasio yang menunjukkan posisi sumbu netral relatif terhadap ketebalan material. Ini bervariasi berdasarkan sifat material dan metode pembengkokan. Faktor-K biasanya berkisar antara 0,3 hingga 0,5 untuk sebagian besar material, dengan 0,33 merupakan nilai yang umum untuk baja ringan.
Konsep tunjangan pembengkokan adalah sebagai berikut: ketika selembar logam ditekuk, maka logam tersebut memiliki tiga dimensi - dua dimensi luar (L1 dan L2) dan satu dimensi ketebalan (T).
Penting untuk diperhatikan bahwa jumlah L1 dan L2 lebih besar daripada panjang yang tidak dilipat (L), dan selisih di antara keduanya dikenal sebagai kelonggaran tekukan (K).
Oleh karena itu, panjang tikungan yang tidak dilipat dapat dihitung sebagai L = L1 + L2 - K.
Kelonggaran tekukan tergantung pada radius dalam yang terbentuk. Bukaan die V yang lebih rendah menentukan radius dalam (IR) dari bagian yang dibentuk. Radius dalam untuk baja ringan adalah 5/32 x bukaan die V bawah (W) ketika radius punch kurang dari 5/32 x W.
Jika IR < Ketebalan Material (t)
Jika IR > 2 x Ketebalan Material (t)
Di mana A = (180 - Sudut Termasuk Tikungan)
Jika radius dalam sama dengan t atau 2t, atau antara t dan 2t, maka kelonggaran tikungan dihitung dengan menginterpolasi nilai kelonggaran tikungan dari dua rumus yang disebutkan di atas.
Selain itu, untuk menghitung tunjangan tekukan ini, Anda juga dapat menggunakan rumus berikut:
Formula ini mempertimbangkan beragam geometri dan properti bagian yang akan dibentuk.
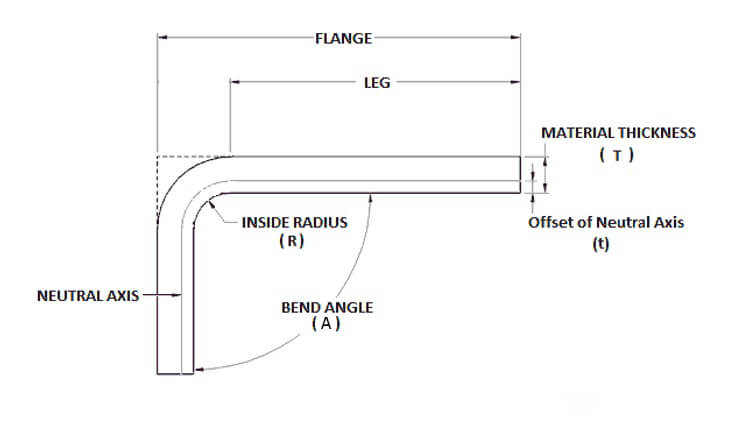
Ketebalan material (T), sudut tekukan (A), bagian dalam radius lentur (R), dan faktor-K dari material yang akan dibengkokkan adalah faktor yang paling penting dalam perhitungan ini.
Seperti yang terlihat dari rumus di atas, menghitung tunjangan tekukan adalah proses yang sederhana.
Anda dapat menentukan tunjangan tekukan dengan mengganti nilai-nilai yang disebutkan di atas ke dalam rumus.
Apabila sudut tekukan adalah 90°, rumus tunjangan tekukan dapat disederhanakan sebagai berikut:
Catatan: Faktor-K untuk sebagian besar bahan dan ketebalan standar, biasanya berada di antara 0 dan 0,5.
Anda dapat menghitung nilai faktor-K secara akurat dengan menggunakan yang berikut ini Kalkulator faktor-K:
Formulasi Kelonggaran Tikungan Alternatif
Rumus Kelonggaran Tikungan Umum
Rumus bend allowance (BA) sangat penting untuk menghitung panjang material yang diperlukan untuk membentuk tikungan. Rumus umum ini dapat diterapkan secara luas pada berbagai material dan metode pembengkokan:
Dimana:
(BA) adalah kelonggaran tikungan.
(Sudut) adalah sudut tikungan dalam derajat.
(Radius) adalah radius tikungan bagian dalam.
(K) adalah faktor-K, yang mewakili posisi sumbu netral relatif terhadap ketebalan material.
(Ketebalan) adalah ketebalan material.
Faktor-K sangat penting karena mengindikasikan posisi sumbu netral, yang tidak berubah panjangnya selama pembengkokan. Biasanya, faktor-K berkisar antara 0,3 dan 0,5 dan bervariasi berdasarkan jenis bahan, ketebalan, jari-jari, dan metode pembengkokan.
Formulasi Khusus Material
Bahan yang berbeda memiliki sifat unik yang memerlukan penyesuaian pada perhitungan kelonggaran tikungan. Penyesuaian ini memastikan keakuratan, khususnya pada tikungan 90°:
Kuningan Lunak atau Tembaga Lunak
Untuk bahan yang lebih lunak seperti kuningan lunak atau tembaga, kelonggaran tikungan dihitung sebagai:
BA = (0,55 × T) + (1,57 × R)
Penyesuaian ini memperhitungkan keuletan material dan ketahanan yang lebih rendah terhadap deformasi.
Tembaga atau Kuningan Semi-Keras, Baja Lunak, dan Aluminium
Untuk tembaga atau kuningan semi-keras, baja lunak, dan aluminium, kelonggaran tikungan adalah:
BA = (0,64 x T) + (1,57 × R)
Bahan-bahan ini memiliki kekerasan sedang, sehingga membutuhkan tunjangan yang sedikit lebih tinggi daripada bahan yang lebih lembut.
Perunggu, Tembaga Keras, Baja Gulung Dingin, dan Baja Pegas
Untuk bahan yang lebih keras seperti perunggu, tembaga keras, baja canai dingin, dan baja pegas, rumusnya adalah:
BA = (0,71 x T) + (1,57 × R)
Bahan-bahan ini lebih tahan terhadap pembengkokan, sehingga memerlukan tunjangan yang lebih tinggi.
Perhitungan untuk Panjang Datar
Untuk menentukan total panjang datar bagian lembaran logam, kelonggaran tikungan ditambahkan ke panjang bagian datar:
Panjang Rata = Panjang Kaki 1 + BA + Panjang Kaki 2
Pendekatan ini memastikan bahwa dimensi bagian akhir akurat setelah ditekuk.
Contoh Praktis
Pertimbangkan tikungan 90° pada selembar aluminium dengan ketebalan 2 mm dan radius tikungan bagian dalam 5 mm. Menggunakan rumus khusus bahan untuk tembaga semi-keras, kuningan, baja lunak, dan aluminium:
BA = (0,64 × 2) + (1,57 × 5)
BA = 1,28 + 7,85 = 9,13
Jika komponen memiliki dua bagian datar masing-masing 50 mm, maka total panjang datarnya adalah:
Panjang Rata = 50 + 9,13 + 50 = 109,13mm
Pengurangan Tikungan dan Kemunduran Luar
Selain kelonggaran tikungan, pengurangan tikungan (BD) dan kemunduran luar (OSSB) juga penting untuk pengukuran yang akurat:
Pengurangan Tikungan (BD) = OSSB - BA
Dimana:
(OSSB) adalah kemunduran luar, dihitung sebagai (R + T).
(BA) adalah kelonggaran tikungan.
Formulasi dan pertimbangan ini sangat penting untuk menghitung kelonggaran tikungan secara akurat, memastikan bahwa komponen lembaran logam dibuat dengan dimensi yang benar dan pas.
Rumus Kelonggaran Tekuk untuk Aluminium
Kelonggaran tekukan merupakan faktor penting dalam proses pembengkokan lembaran logam, terutama untuk material seperti aluminium. Ini memperhitungkan regangan material yang terjadi selama pembengkokan, memastikan dimensi akhir yang akurat. Di sini, kita akan membahas formula khusus yang digunakan untuk pelat aluminium dan aplikasinya.
Penjelasan Formula
Kelonggaran lentur untuk pelat aluminium dapat dihitung dengan menggunakan rumus berikut:
𝐿 = 𝐿1 + 𝐿2 - 1.6𝑇
Dimana:
𝐿 adalah panjang total pola datar (ukuran yang diperluas).
𝐿1 dan 𝐿2 adalah dua panjang tekukan.
𝑇 adalah ketebalan pelat aluminium.
1.6𝑇 adalah nilai tunjangan tikungan empiris.
Nilai Empiris
Nilai 1,6𝑇 diperoleh secara empiris, artinya telah ditetapkan melalui eksperimen praktis dan pengalaman produksi. Faktor ini memperhitungkan perilaku material selama pembengkokan, memastikan bahwa dimensi akhir akurat.
Ketentuan Aplikasi
Sangat penting untuk dicatat bahwa formula ini secara khusus berlaku dalam kondisi tertentu:
Bukaan tekukan (jarak antara garis tekukan) harus 6 kali ketebalan pelat aluminium. Hal ini memastikan bahwa perilaku material sesuai dengan nilai empiris yang digunakan dalam rumus.
Penggunaan Praktis
Untuk menentukan ukuran pelat aluminium yang diperluas, ikuti langkah-langkah berikut ini:
Ukur kedua panjang tekukan 𝐿1 dan 𝐿2.
Ukur ketebalan 𝑇 pelat aluminium.
Terapkan rumus 𝐿 = 𝐿1 + 𝐿2 - 1.6𝑇.
Perhitungan ini akan memberi Anda panjang pola datar yang diperlukan sebelum menekuk, memastikan bahwa bagian akhir yang ditekuk memiliki dimensi yang benar.
Kalkulator Kelonggaran Tikungan
Kalkulator kelonggaran tekukan yang disediakan di bawah ini menyederhanakan proses penghitungan nilai kelonggaran tekukan, yang sangat penting untuk fabrikasi lembaran logam yang akurat. Kelonggaran tekukan adalah panjang sumbu netral di antara garis tekukan, yang membantu dalam menentukan ukuran kosong yang benar untuk bagian yang ditekuk.
Memahami Variabel
Sudut Tikungan (θ)
Sudut tekukan, dilambangkan sebagai θ, adalah parameter penting dalam rumus kelonggaran tekukan. Ini mewakili sudut di mana lembaran logam ditekuk. Sudut tekukan biasanya diukur dalam derajat tetapi dapat dikonversi ke radian menggunakan rumus:
Jari-jari Dalam (r)
Jari-jari bagian dalam, direpresentasikan sebagai r, adalah jari-jari kurva bagian dalam tikungan. Jari-jari ini secara langsung memengaruhi jumlah peregangan dan kompresi yang terjadi di dalam material selama pembengkokan. Radius dalam yang lebih kecil menghasilkan deformasi yang lebih signifikan, yang harus diperhitungkan dalam perhitungan kelonggaran tikungan.
Ketebalan Bahan (T)
Ketebalan material, dilambangkan sebagai T, adalah ketebalan lembaran logam yang ditekuk. Material yang lebih tebal mengalami peregangan dan kompresi yang lebih nyata, sehingga mempengaruhi keseluruhan kelonggaran tekukan. Pengukuran ketebalan material yang akurat sangat penting untuk perhitungan kelonggaran tekukan yang tepat.
Faktor-K (K-Factor) (K)
Faktor-K adalah nilai tanpa dimensi yang merepresentasikan posisi sumbu netral relatif terhadap ketebalan material. Sumbu netral adalah garis teoritis dalam material yang panjangnya tidak berubah selama pembengkokan. Faktor-K bervariasi berdasarkan sifat material dan metode pembengkokan, biasanya berkisar antara 0,3 hingga 0,5 untuk sebagian besar material. Rumus untuk posisi sumbu netral adalah:
Posisi Sumbu Netral = K × T
Sumbu Netral
Sumbu netral adalah garis imajiner di dalam material yang panjangnya tidak berubah selama pembengkokan. Memahami posisinya sangat penting untuk menghitung kelonggaran tekukan yang benar.
Kelonggaran Tikungan (BA)
Tunjangan tikungan, direpresentasikan sebagai BA, adalah panjang sumbu netral yang diperlukan untuk membentuk tikungan. Ini dihitung dengan menggunakan rumus:
Formula ini menggunakan sudut tikungan, radius dalam, ketebalan material, dan faktor-K untuk memastikan penghitungan kelonggaran tikungan yang akurat.
Bagan Kelonggaran Tikungan
Bagan kelonggaran tekukan adalah sumber daya penting bagi para profesional yang bekerja dengan fabrikasi lembaran logam. Bagan ini menyediakan daftar komprehensif parameter utama seperti ketebalan material, radius tekukan, sudut tekukan, kelonggaran tekukan, dan nilai pengurangan tekukan untuk material umum. Informasi ini sangat penting untuk menghitung secara akurat panjang pengembangan bagian lembaran logam setelah ditekuk.
Koefisien V12 untuk profil C 2mm adalah 3,65 dan untuk pelat 2mm lainnya adalah 3,5). Kelonggaran tikungan lipat tepi untuk pelat 2mm adalah 1,4;
Kelonggaran tikungan untuk pelat tembaga 6mm adalah 10,3;
Kelonggaran tikungan untuk pelat tembaga 8mm adalah 12,5;
Kelonggaran tikungan untuk pelat tembaga 10mm adalah 15;
Kelonggaran tikungan untuk pelat tembaga 12mm adalah 17;
Kelonggaran lekukan untuk baja tahan karat 3.0 dengan cetakan V25 adalah 6;
Kelonggaran lekukan untuk baja tahan karat 3.0 dengan cetakan V20 adalah 5,5;
(Batang tembaga yang melebihi 6mm, semuanya menggunakan tunjangan pembengkokan V40 mati lebih rendah)
Bagan kelonggaran tekukan yang terpelihara dengan baik adalah alat yang vital dalam industri fabrikasi lembaran logam. Alat ini memastikan presisi dan efisiensi dalam proses pembengkokan, yang pada akhirnya menghasilkan produk jadi yang lebih berkualitas dan akurat. Dengan memahami dan memanfaatkan nilai-nilai yang disediakan dalam bagan, para insinyur dan fabrikator dapat mencapai hasil yang optimal dalam proyek mereka.
Pentingnya Faktor-K
Pendahuluan
Dalam fabrikasi lembaran logam, mencapai presisi dan akurasi sangat penting untuk menciptakan komponen berkualitas tinggi. Salah satu faktor kunci yang memainkan peran penting dalam proses ini adalah K-Factor. Memahami K-Factor dan aplikasinya dalam perhitungan kelonggaran tekukan sangat penting bagi fabrikator untuk menghasilkan komponen yang memenuhi spesifikasi yang tepat dan berkinerja andal di berbagai industri.
Menentukan Faktor-K
K-Factor adalah nilai tanpa dimensi yang merepresentasikan rasio jarak dari sumbu netral ke ketebalan material. Hal ini sangat penting untuk perhitungan kelonggaran tekukan yang akurat, yang menentukan jumlah material yang dibutuhkan untuk mencapai tekukan yang diinginkan. Sumbu netral adalah garis imajiner di dalam bahan yang tidak berubah panjangnya selama penekukan. Dengan memahami K-Factor, fabrikator dapat memprediksi bagaimana material akan berperilaku saat ditekuk, memastikan proses manufaktur yang tepat dan efisien.
Perhitungan dan Peran dalam Tunjangan Tikungan
K-Factor dihitung dengan menggunakan rumus:
Dimana:
( t ) adalah jarak dari permukaan bagian dalam ke sumbu netral.
(T) adalah ketebalan material.
Menggunakan Faktor-K dalam rumus kelonggaran tekukan membantu memprediksi pemanjangan dan kompresi material selama pembengkokan. Rumus kelonggaran tikungan adalah:
Untuk mengilustrasikan hal ini, mari kita bahas sebuah contoh sederhana. Misalkan kita memiliki bagian lembaran logam dengan ketebalan (T) 2 mm, dibengkokkan pada sudut 90 derajat (θ), dengan jari-jari bagian dalam (r) 5 mm, dan Faktor-K (K) 0,4.
1. Mengonversi sudut tikungan ke radian:
2. Terapkan nilai ke rumus tunjangan tikungan:
Perhitungan ini menunjukkan bahwa sekitar 9,11 mm material diperlukan di sepanjang sumbu netral untuk mencapai lengkungan yang diinginkan, menunjukkan pentingnya K-Factor yang akurat.
Pengaruh pada Desain Lembaran Logam
Presisi dan Akurasi
K-Factor secara langsung berdampak pada ketepatan kalkulasi kelonggaran bengkok. K-Factor yang tepat memastikan bahwa dimensi akhir dari bagian yang dibengkokkan sesuai dengan spesifikasi desain, sehingga mengurangi pemborosan material dan kebutuhan untuk pengerjaan ulang. Ketepatan ini sangat penting untuk industri yang membutuhkan dimensi yang tepat untuk perakitan dan fungsionalitas komponen.
Properti Material
Bahan yang berbeda memiliki sifat mekanik yang unik, yang menghasilkan nilai K-Factor yang berbeda-beda. Material yang lebih lunak seperti aluminium biasanya memiliki K-Factor yang lebih rendah, sementara material yang lebih keras seperti baja tahan karat memiliki K-Factor yang lebih tinggi. Dengan memahami variasi ini, perakit dapat memilih nilai K-Factor yang sesuai untuk material yang berbeda, memastikan perhitungan yang akurat dan proses manufaktur yang efisien.
Pertanyaan yang Sering Diajukan
Di bawah ini adalah jawaban atas beberapa pertanyaan yang sering diajukan:
Untuk apa rumus tunjangan tikungan digunakan?
Rumus kelonggaran tekukan digunakan untuk menghitung panjang sumbu netral tekukan pada lembaran logam, yang sangat penting untuk menentukan panjang pola datar yang benar sebelum logam ditekuk. Perhitungan ini memastikan bahwa dimensi akhir dari bagian yang dibengkokkan sesuai dengan spesifikasi desain.
Formula ini memperhitungkan beberapa parameter utama:
Sudut Tikungan (A): Sudut tikungan, diukur dalam derajat atau radian.
Inside Radius (R): Jari-jari tikungan pada kurva bagian dalam.
Faktor-K (K-Factor): Faktor yang menjelaskan perilaku material selama pembengkokan, khususnya kecenderungannya untuk meregang pada permukaan luar dan memampatkan pada permukaan dalam.
Ketebalan Material (T): Ketebalan lembaran logam.
Rumus umum untuk tunjangan tikungan (BA) adalah:
Dengan menggunakan rumus ini, Anda dapat menghitung panjang material yang tepat yang diperlukan untuk membentuk lengkungan, memastikan bahwa material tidak meregang secara berlebihan atau terlalu banyak kompresi. Kelonggaran tikungan yang telah dihitung ini kemudian ditambahkan ke panjang kaki komponen untuk mengembangkan pola datar yang akurat, yang sangat penting untuk menghasilkan komponen dengan dimensi yang tepat.
Rumus kelonggaran tikungan juga terkait dengan pengurangan tikungan, yang merupakan panjang yang perlu dikurangi dari total panjang lembaran logam untuk mencapai pola datar yang benar. Pengurangan tikungan dihitung dengan menggunakan kelonggaran tikungan dan kemunduran luar, untuk memastikan bahwa dimensi bagian akhir akurat setelah ditekuk.
Sebagai contoh, jika Anda membengkokkan lembaran baja tahan karat setebal 2mm ke sudut 90° dengan radius tekukan bagian dalam 3mm dan faktor-K 0,44, maka kelonggaran tekukan dapat dihitung sebagai berikut:
Kelonggaran tekukan ini kemudian digunakan untuk memastikan pola datar dikembangkan dengan benar, sehingga menghasilkan komponen yang memenuhi spesifikasi desain. Singkatnya, formula kelonggaran tekukan sangat penting untuk fabrikasi lembaran logam yang akurat, memastikan komponen akhir diproduksi dengan dimensi yang benar.
Bagaimana cara menghitung kelonggaran tikungan pada lembaran logam?
Untuk menghitung kelonggaran tikungan pada lembaran logam, Anda perlu menentukan beberapa parameter utama: ketebalan material (T), sudut tikungan (θ), jari-jari dalam (r), dan faktor-K (K). Kelonggaran tikungan (BA) dihitung dengan menggunakan rumus:
Berikut ini adalah proses langkah demi langkah:
Mengumpulkan Parameter: Dapatkan ketebalan material (T), sudut tikungan (θ), radius dalam (r), dan faktor-K (K). Sudut tikungan haruslah sudut komplementer, yaitu sudut di luar tikungan.
Konversi Sudut Tikungan: Jika sudut tikungan diberikan dalam derajat, Anda dapat menggunakannya secara langsung dalam rumus. Jika dalam radian, pastikan sudah dikonversi dengan tepat.
Menerapkan Rumus: Gunakan rumus untuk menghitung kelonggaran tikungan. Contohnya, jika sudut tikungan adalah 120 derajat, radius bagian dalam adalah 0,062 inci, ketebalan bahan adalah 0,062 inci, dan faktor-K adalah 0,446:
Perhitungan Alternatif: Rumus umum lainnya adalah:
Dengan menggunakan rumus ini, untuk parameter yang sama:
Terapkan Tunjangan Lengkungan: Tambahkan kelonggaran tikungan yang sudah dihitung ke panjang kaki bagian untuk menentukan ukuran pola datar yang benar.
Dengan mengikuti langkah-langkah ini dan menggunakan rumus yang sesuai, Anda dapat menghitung secara akurat kelonggaran bengkok untuk komponen lembaran logam Anda, memastikan fabrikasi yang tepat.
Mengapa faktor-K penting dalam rumus kelonggaran tikungan?
Faktor-K penting dalam rumus kelonggaran tikungan karena beberapa alasan, masing-masing menyoroti signifikansinya dalam fabrikasi lembaran logam presisi. Pertama, faktor ini merepresentasikan rasio sumbu netral terhadap ketebalan material. Selama pembengkokan, sumbu netral bergeser dari lokasi aslinya pada 50% dari ketebalan material ke arah permukaan bagian dalam tikungan. Pergeseran ini sangat penting karena menentukan jumlah perpanjangan yang terjadi pada material. Faktor-K membantu dalam menghitung lokasi baru ini, yang sangat penting untuk perhitungan tikungan yang akurat.
Kedua, faktor-K merupakan hal yang mendasar dalam menghitung kelonggaran tekukan, yang merupakan panjang serat netral dari awal hingga akhir busur yang dihasilkan oleh tekukan. Perhitungan ini diperlukan untuk menentukan ukuran rata dari lembaran logam yang diperlukan untuk mencapai bentuk tekukan yang diinginkan. Kelonggaran tekukan secara langsung dipengaruhi oleh faktor-K, karena memperhitungkan perpanjangan material selama proses pembengkokan.
Selain itu, penggunaan faktor-K memungkinkan perhitungan yang tepat untuk pengurangan bengkokan, kemunduran luar, dan tata letak datar keseluruhan bagian. Ketepatan ini sangat penting karena memastikan bahwa dimensi akhir dari bagian yang dibengkokkan sesuai dengan spesifikasi desain, menghindari kesalahan yang dapat timbul dari penggunaan nilai faktor-K yang umum atau tidak akurat.
Faktor-K bervariasi berdasarkan beberapa parameter, termasuk jenis material, ketebalan, metode pembentukan, perkakas, dan sudut tekukan. Variabilitas ini berarti bahwa faktor-K harus disesuaikan dengan kondisi spesifik dari proses pembengkokan. Dengan mempertimbangkan faktor-faktor ini, faktor-K membantu dalam menyesuaikan formula kompensasi pembengkokan untuk mencapai hasil yang lebih akurat.
Terakhir, nilai faktor-K yang tepat sangat penting untuk menghindari kesalahan dalam dimensi akhir lembaran yang dilipat. Nilai faktor-K yang salah dapat menyebabkan ketidakakuratan dalam kelonggaran tekukan, sehingga menghasilkan komponen yang tidak memenuhi spesifikasi yang diperlukan. Oleh karena itu, menentukan dan menggunakan faktor-K secara akurat sangat penting untuk menghasilkan komponen berkualitas tinggi.
Singkatnya, faktor-K penting karena memungkinkan perhitungan tunjangan tekukan yang tepat, memperhitungkan pergeseran sumbu netral, dan mempertimbangkan parameter material dan proses tertentu, yang semuanya penting untuk mencapai hasil yang akurat dan dapat diandalkan dalam penekukan lembaran logam.
Apa saja variabel umum dalam rumus tunjangan tikungan?
Rumus kelonggaran tekukan pada pembengkokan lembaran logam biasanya mencakup beberapa variabel kunci:
Sudut Tikungan (A): Ini adalah sudut di mana tikungan dibuat dan biasanya diukur dalam derajat. Ini sering digunakan dalam bentuk komplementer dalam perhitungan.
Radius Dalam (R atau Ir): Ini mengacu ke jari-jari tikungan pada bagian dalam bahan. Ini adalah faktor krusial dalam menentukan kelonggaran tikungan.
Ketebalan Material (T atau Mt): Ini adalah ketebalan lembaran logam yang ditekuk, yang memengaruhi faktor-K dan kelonggaran tekukan secara keseluruhan.
Faktor-K (K-Factor) (K): Ini menunjukkan persentase ketebalan material yang tidak mengalami peregangan atau pemampatan, yang pada dasarnya merupakan sumbu netral. Faktor-K bervariasi berdasarkan jenis dan sifat material.
Tunjangan tikungan (BA) dapat dihitung dengan menggunakan rumus:
atau
di mana (0,017453) adalah (π/180) dan (0,0078) adalah (π /180) x K) - faktor.
Variabel-variabel ini sangat penting dalam menentukan kelonggaran tekukan secara akurat, yang sangat penting untuk fabrikasi lembaran logam yang presisi.
Dapatkah rumus kelonggaran tikungan bervariasi berdasarkan jenis material?
Ya, rumus kelonggaran tikungan dapat bervariasi secara signifikan berdasarkan jenis material, serta faktor lain seperti ketebalan material, sudut tikungan, dan proses penekukan tertentu.
Faktor-K, komponen penting dari rumus kelonggaran tekukan, merepresentasikan perpindahan sumbu netral teoritis selama pembengkokan dan bervariasi tergantung pada materialnya. Sebagai contoh, baja canai dingin ringan biasanya menggunakan faktor-K sekitar 0,446, sedangkan bahan lain seperti baja tahan karat dan aluminium memiliki faktor-K yang berbeda karena sifat unik dan perilaku pembengkokannya.
Rumus kelonggaran tikungan juga menyertakan ketebalan material dan sudut tikungan, yang bisa berbeda di antara berbagai material. Bentuk umum dari rumus kelonggaran tikungan adalah:
dimana:
( \theta ) adalah sudut tikungan,
(r) adalah jari-jari bagian dalam,
( K ) adalah faktor-K,
(T) adalah ketebalan material.
Material yang berbeda memiliki sifat yang berbeda seperti elastisitas, kekuatan tarik, dan arah serat, yang mempengaruhi perilaku tekukannya. Sebagai contoh, aluminium lebih mudah dibengkokkan daripada baja, sehingga memerlukan penyesuaian dalam perhitungan kelonggaran tekukan. Selain itu, membengkokkan logam di sepanjang arah seratnya dapat membutuhkan lebih banyak gaya dan kelonggaran tekukan yang berbeda dibandingkan dengan membengkokkan di sepanjang serat.
Kecenderungan material untuk kembali melengkung setelah ditekuk, yang dikenal sebagai springback, juga harus dipertimbangkan. Hal ini melibatkan sedikit pembengkokan material untuk memperhitungkan pemulihan elastisitas, yang dipengaruhi oleh jenis material dan sifat-sifatnya.
Singkatnya, rumus kelonggaran tekukan harus disesuaikan dengan material spesifik yang digunakan, dengan mempertimbangkan sifat unik, ketebalan, dan proses penekukan yang terlibat.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana komponen lembaran logam dirancang dan diproduksi dengan presisi? Dalam artikel blog ini, kita akan menyelami dunia bend allowance yang memukau - sebuah hal yang sangat penting...
Pernahkah Anda kesulitan dalam menghitung kelonggaran tikungan yang tepat untuk proyek lembaran logam Anda? Dalam artikel blog ini, kita akan menyelami dunia kelonggaran tikungan dan mengeksplorasi bagaimana...
Pernahkah Anda bertanya-tanya mengapa proyek lembaran logam Anda tidak selalu pas satu sama lain? Kuncinya terletak pada pemahaman tentang kelonggaran tekukan. Konsep ini memastikan pembengkokan yang tepat dan mengurangi limbah material. Dalam hal ini...
Pernahkah Anda bertanya-tanya bagaimana desainer lembaran logam memastikan keakuratan desain mereka? Dalam artikel blog ini, kita akan menyelami dunia desain lembaran logam yang memukau dan menjelajahi...
Pernahkah Anda bertanya-tanya bagaimana cara menghitung gaya tekukan secara akurat yang diperlukan untuk fabrikasi lembaran logam? Dalam artikel blog yang penuh wawasan ini, kita akan menjelajahi seluk-beluk perhitungan gaya tekukan, menggambar...
Pernahkah Anda bertanya-tanya bagaimana material yang berbeda memengaruhi pembengkokan lembaran logam? Dalam artikel yang penuh wawasan ini, seorang insinyur mekanik berpengalaman berbagi keahlian mereka tentang dampak jenis material, ketebalan, dan...
Dalam artikel blog ini, kita akan menjelajahi dunia pembengkokan udara yang menarik dan grafik gaya yang memungkinkannya. Bergabunglah bersama kami saat kami mempelajari ilmu pengetahuan di baliknya...
Perhatian semua perakit dan perancang lembaran logam! Apakah Anda kesulitan menentukan radius tekukan yang optimal untuk proyek Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan membahas tentang...
Pernahkah Anda bertanya-tanya, bagaimana bagian logam dibengkokkan menjadi berbagai bentuk? Dalam artikel yang menarik ini, kita akan mempelajari seni dan ilmu pembengkokan dalam stamping logam. Pakar kami...