Rumus Perhitungan untuk Dimensi Batas Lentur Berbagai Lembaran Logam: Ringkasan
Pernahkah Anda bertanya-tanya bagaimana cara menghitung batas tekukan lembaran logam secara akurat? Artikel ini membahas rumus dan panduan penting untuk menentukan dimensi tekukan minimum dan maksimum, untuk memastikan ketepatan dalam proyek pengerjaan logam Anda. Dengan memahami perhitungan ini, Anda dapat mengoptimalkan desain Anda dan menghindari kesalahan yang merugikan. Selami secara spesifik ukuran flens, keliman berbentuk Z, dan tikungan berbentuk U, dan dapatkan wawasan berharga yang akan meningkatkan keterampilan fabrikasi lembaran logam Anda.
3. Ukuran terbalik tepi terlipat berbentuk Z maksimum
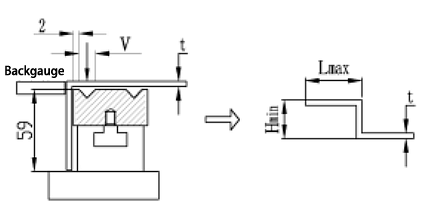
3.1 Ukuran sisi terbalik maksimum dari lipatan berbentuk Z (seperti ditunjukkan pada Gbr. 6).
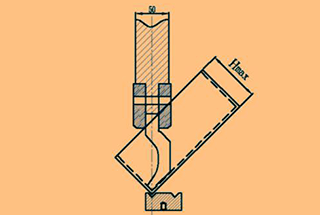
Pintu kiri kabinet sakelar umum memiliki lipatan berbentuk Z, dan ukurannya di sisi sebaliknya dipengaruhi oleh ketinggian cetakan bawah dan dasar cetakan.
Tinggi sisi terbalik maksimum adalah rumus (9):
Lmax = 59 + t ............(9)
3.2 Apabila tinggi tengah lipatan-Z kurang dari 30, Tabel 7 menampilkan ukuran sisi balik maksimum lipatan-Z untuk berbagai ketebalan bahan.
Apabila tinggi tengah lipatan Z signifikan, maka dapat terpengaruh oleh berbagai komponen alas cetakan bawah mesin bending. Dalam kasus seperti itu, ukuran maksimum sisi sebaliknya harus ditentukan di lokasi.
Tabel 7 ukuran sisi balik maksimum keliman tipe-Z
Ketebalan bahan t
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
Lmax
60
60.2
60.5
61
61.5
62
63
64
4. Pembengkokan berbentuk U
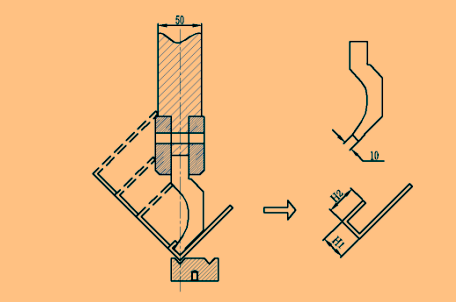
4.1 Seperti yang digambarkan pada Gbr. 7, lebar (H1) keliman berbentuk U tidak boleh terlalu sempit, dan tinggi (H2) tidak boleh terlalu besar karena benturan peralatan mesin dan cetakan.
Ketika tinggi (H2) mencapai ukuran keliman minimum yang ditentukan dalam Tabel 5, nilai minimum untuk lebar (H1) dapat dihitung dengan menggunakan rumus (10).
H1 = 12 + 2t .....................(10)
Gbr.7
41.1 nilai H1 ditunjukkan pada Tabel 8
Ketebalan bahan t
1.0
1.2
1.5
2.0
2.5
3.0
H1 menit
14
15
15
16
17
18
4.1.2 Bila nilai H1 besar, maka harus memenuhi: H2 < H1- 35.
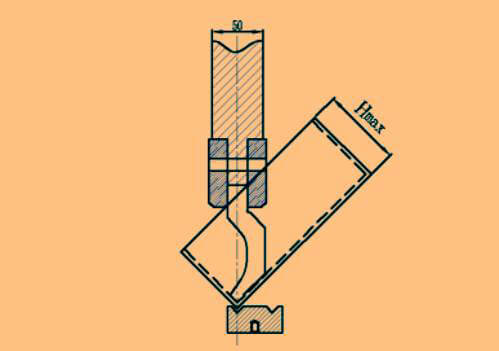
4.2 Tinggi maksimum empat sisi lipat H
Ketinggian maksimum lipatan empat sisi (Hmax) dibatasi hingga kurang dari 175 akibat pengaruh cetakan, seperti ditunjukkan pada Gbr. 8.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana cara menghitung gaya tekukan secara akurat yang diperlukan untuk fabrikasi lembaran logam? Dalam artikel blog yang penuh wawasan ini, kita akan menjelajahi seluk-beluk perhitungan gaya tekukan, menggambar...
Pernahkah Anda bertanya-tanya bagaimana lembaran logam diubah menjadi bentuk yang rumit? Pengurangan tikungan, sebuah konsep penting dalam fabrikasi lembaran logam, adalah kuncinya. Dalam posting blog ini, kita akan menyelami...
Pernahkah Anda mempertimbangkan gaya yang bekerja saat membengkokkan pipa? Dalam artikel ini, kita akan menjelajahi dunia mekanika pembengkokan pipa yang menarik. Insinyur mekanik ahli kami akan mematahkan...
Pernahkah Anda bertanya-tanya, bagaimana lembaran logam tipis dibengkokkan menjadi bentuk yang presisi? Artikel ini menjelajahi dunia teknik pembengkokan L, U, dan Z yang memukau dalam lembaran logam...
Pernahkah Anda bertanya-tanya, bagaimana pembengkokan presisi dicapai dalam pengerjaan logam? Artikel ini menyingkap rahasia penyetelan rem tekan, dari penyetelan sudut yang halus hingga kompensasi defleksi. Selami untuk mempelajari...
Pernahkah Anda bertanya-tanya bagaimana komponen lembaran logam dirancang dan diproduksi dengan presisi? Dalam artikel blog ini, kita akan menyelami dunia bend allowance yang memukau - sebuah hal yang sangat penting...
Pernahkah Anda kesulitan dalam menghitung kelonggaran tikungan yang tepat untuk proyek lembaran logam Anda? Dalam artikel blog ini, kita akan menyelami dunia kelonggaran tikungan dan mengeksplorasi bagaimana...
Perhatian semua penggemar pengerjaan logam! Apakah Anda lelah menebak-nebak tonase yang tepat untuk rem tekan Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan menyelami dunia press brake...
Pernahkah Anda bertanya-tanya bagaimana cara menghitung kelonggaran tekukan secara tepat untuk proyek fabrikasi logam Anda? Dalam artikel blog ini, kita akan menjelajahi dunia rumus kelonggaran tekukan yang menarik dan...