Bagaimana Cara Menghitung Jari-jari Tekukan Lembaran Logam?
Perhatian semua perakit dan perancang lembaran logam! Apakah Anda kesulitan menentukan radius tekukan yang optimal untuk proyek Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kami akan membahas faktor-faktor yang mempengaruhi radius tekukan dan memberikan panduan praktis untuk membantu Anda mencapai tekukan yang presisi dan konsisten. Dengan memanfaatkan keahlian para profesional berpengalaman, Anda akan mendapatkan wawasan dan teknik yang berharga untuk meningkatkan keterampilan fabrikasi lembaran logam Anda. Bersiaplah untuk membengkokkan dengan percaya diri!
Bagaimana Cara Menghitung Jari-jari Tekukan Lembaran Logam?
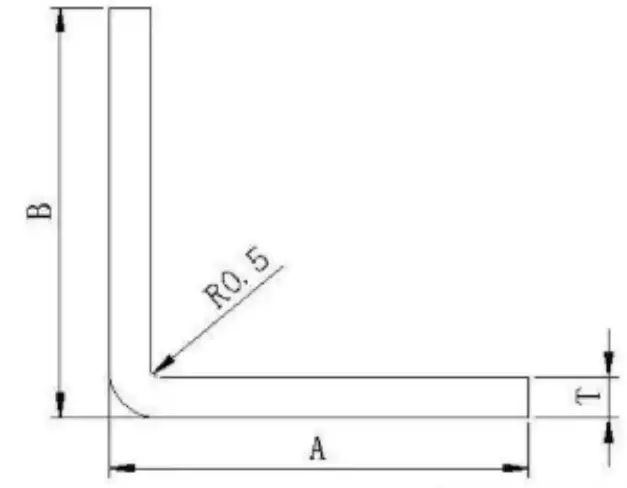
The radius lentur lembaran logam adalah nilai kritis dalam gambar lembaran logam yang bisa jadi sulit untuk ditentukan selama pemrosesan aktual.
Radius ini tergantung pada ketebalan material, tekanan mesin rem tekan, dan lebar cetakan bending mati lebih rendah alur.
Metode sederhana dan kasar untuk menentukan radius pembengkokan adalah:
Jika ketebalan pelat kurang dari 6mm, maka radius lentur bisa sama dengan ketebalan pelat.
Jika ketebalan pelat antara 6mm dan 12mm, radius tekukan biasanya 1,25 hingga 1,5 kali ketebalan pelat.
Jika ketebalan pelat lebih besar atau sama dengan 12mm, radius tekukan biasanya 2 hingga 3 kali ketebalan pelat.
Pengalaman yang sebenarnya lembaran logam menunjukkan bahwa ketika ketebalan pelat umumnya tidak lebih dari 6mm, jari-jari bagian dalam pembengkokan lembaran logam dapat langsung menggunakan ketebalan pelat sebagai jari-jari.
Apabila radius tekukan adalah r = 0,5, maka ketebalan lembaran logam secara umum t sama dengan 0,5 mm.
Jika radius pembengkokan yang berbeda dari ketebalan pelat diperlukan, cetakan khusus harus digunakan untuk pemrosesan.
Ketika gambar lembaran logam untuk tikungan 90 derajat dengan radius tekukan yang sangat kecil, lembaran logam harus terlebih dahulu dibuat berlekuk dan kemudian ditekuk.
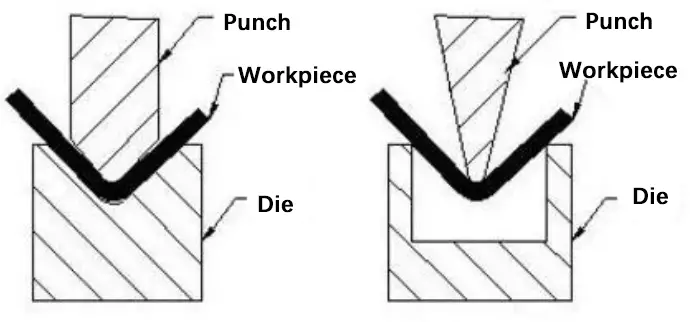
Istimewa tekan rem perkakas, seperti pukulan dan cetakan, juga dapat digunakan.
Hubungan antara radius tekukan lembaran logam dan lebar alur cetakan bagian bawah membungkuk mati telah ditetapkan melalui berbagai eksperimen dalam pemrosesan lembaran logam.
Contohnya, apabila pelat 1.0mm ditekuk dengan lebar alur 8mm, maka radius pembengkokan yang ideal adalah R1.
Jika lebar alur ditingkatkan hingga 20mm, kedalaman pelat yang diregangkan bertambah, menghasilkan area tarik yang lebih besar dan sudut R yang lebih besar.
Untuk menghindari kerusakan pada tekan rem mati dan untuk mempertahankan radius tekukan yang diinginkan, disarankan untuk menekuk dengan alur yang sempit, mengikuti rasio standar 1:8 antara ketebalan pelat dan lebar alur.
Rasio minimum yang direkomendasikan adalah 1:6 dan pembengkokan dengan rasio kurang dari 1:4 tidak direkomendasikan.
Saran: Jika kekuatannya memungkinkan, lebih baik membuat alur terlebih dulu, kemudian menekuknya untuk menghasilkan lekukan yang kecil. pembengkokan lembaran logam radius.
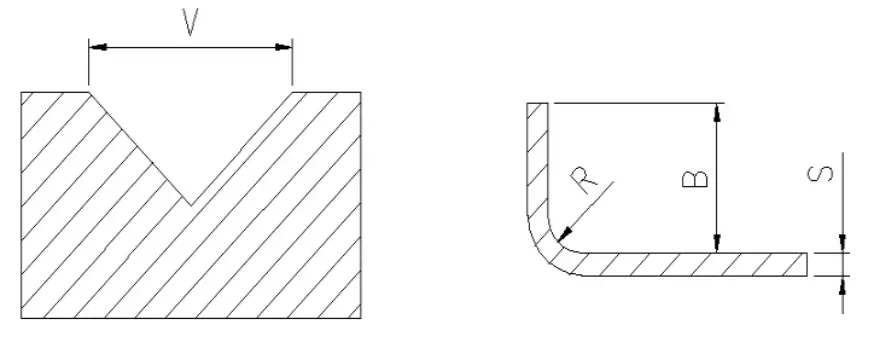
Gambar berikut ini adalah tabel yang disediakan oleh produsen rem tekanyang menunjukkan hubungan yang sesuai antara radius tekukan, tekanan, dan tinggi tekukan minimum.
Lebar takik V - tikungan tikungan
R - radius tikungan
B - tinggi tekukan minimum
S - ketebalan lembaran
Catatan: Data dengan skala abu-abu pada tabel menunjukkan tekanan tekukan yang diperlukan P (KN/m), dan maksimum kekuatan lentur dari mesin rem tekan adalah 1700KN. Ada lima ujung pisau pembengkok yang tersedia: V = 12, 16, 25, 40, dan 50.
Silakan lihat mata pisau yang tersedia dan panjang lentur untuk menentukan radius tekukan, yang akan membantu Anda menghitung panjang material yang akan dilipat secara akurat.
Informasi di atas berkaitan dengan parameter tekanan dan lebar cetakan tekukan dari rem tekan tunggal.
Perhitungan aktual harus didasarkan pada tekanan dan cetakan lentur Anda sendiri pengolahan lembaran logam fasilitas.
Saat mempertimbangkan desain lembaran logampenting untuk memahami bagaimana radius tikungan mempengaruhi pilihan bahan Anda. Pada bagian ini, kita akan membahas beberapa pilihan bahan yang populer, seperti baja ringan, baja tahan karat, dan paduan aluminium.
(1) Bagan Radius Tekuk untuk Baja Ringan
Baja ringan adalah bahan serbaguna untuk fabrikasi lembaran logam karena sifat mudah dibentuk dan hemat biaya. Saat membengkokkan baja karbon rendah, Anda harus mengincar radius tekukan minimum yang sama dengan ketebalan lembaran atau lebih besar. Beberapa ketebalan umum dan radius tikungan minimumnya meliputi:
Ketebalan
Tikungan Minimum
Tikungan Radius
(0,02 ″ | 0,51 mm)
0.75 ″ | 19.05mm
0,605 ″ | 15,37mm
(0,02 ″ | 0,51 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
(0,03 ″ | 0,76 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
(0,25 ″ | 6,35 mm)
1.375 ″ | 34.92mm
0,17 ″ | 4,32mm
(0,25 ″ | 6,35 mm)
1.375 ″ | 34.92mm
0.25 ″ | 6.35mm
(0,25 ″ | 6,35 mm)
1.5 ″ | 38.10mm
0.35 ″ | 8.89mm
(0,25 ″ | 6,35 mm)
1.5 ″ | 38.10mm
0.25 ″ | 6.35mm
Pengukur 11 (0,12 ″ | 3,05 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 11 (0,12 ″ | 3,05 mm)
0.75 ″ | 19.05mm
0.16 ″ | 4.06mm
Pengukur 11 (0,12 ″ | 3,05 mm)
0.5 ″ | 12.70mm
0.115 ″ | 2.92mm
Pengukur 11 (0,12 ″ | 3,05 mm)
0.5 ″ | 12.70mm
0.085 ″ | 2.16mm
Pengukur 11 (0,12 ″ | 3,05 mm)
0.5 ″ | 12.70mm
0.06 ″ | 1.52mm
Pengukur 11 (0,12 ″ | 3,05 mm)
0.5 ″ | 12.70mm
0.06 ″ | 1.52mm
Pengukur 11 (0,12 ″ | 3,05 mm)
0.5 ″ | 12.70mm
0,045 ″ | 1,14mm
Pengukur 12 (0,105 ″ | 2,67 mm)
0.5 ″ | 12.70mm
0.085 ″ | 2.16mm
Pengukur 12 (0,105 ″ | 2,67 mm)
0.5 ″ | 12.70mm
0.07 ″ | 1.78mm
Pengukur 12 (0,105 ″ | 2,67 mm)
0.5 ″ | 12.70mm
0,065 ″ | 1,65mm
Pengukur 12 (0,105 ″ | 2,67 mm)
0.5 ″ | 12.70mm
0.05 ″ | 1.27mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.375 ″ | 9.52mm
0,045 ″ | 1,14mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 13 (0,09 ″ | 2,29 mm)
1.375 ″ | 34.92mm
0.28 ″ | 7.11mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.375 ″ | 9.52mm
0,055 ″ | 1,40mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.5 ″ | 12.70mm
0,065 ″ | 1,65mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.5 ″ | 12.70mm
0.08 ″ | 2.03mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.5 ″ | 12.70mm
0.075 ″ | 1.90mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.375 ″ | 9.52mm
0.06 ″ | 1.52mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.375 ″ | 9.52mm
0.05 ″ | 1.27mm
Pengukur 13 (0,09 ″ | 2,29 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.5 ″ | 12.70mm
0.08 ″ | 2.03mm
Pengukur 13 (0,09 ″ | 2,29 mm)
0.5 ″ | 12.70mm
0.06 ″ | 1.52mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.3 ″ | 7.62mm
0,062 ″ | 1,57mm
Pengukur 14 (0,075 ″ | 1,90 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.275 ″ | 6.98mm
0,062 ″ | 1,57mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.3 ″ | 7.62mm
0.04 ″ | 1.02mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.3 ″ | 7.62mm
0.06 ″ | 1.52mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.5 ″ | 12.70mm
0.08 ″ | 2.03mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.375 ″ | 9.52mm
0.06 ″ | 1.52mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.3 ″ | 7.62mm
0,045 ″ | 1,14mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.3 ″ | 7.62mm
0,055 ″ | 1,40mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.5 ″ | 12.70mm
0.1 ″ | 2.54mm
Pengukur 14 (0,075 ″ | 1,90 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.2 ″ | 5.08mm
0,045 ″ | 1,14mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.3 ″ | 7.62mm
0.06 ″ | 1.52mm
Pengukur 16 (0,06 ″ | 1,52 mm)
1.5 ″ | 38.10mm
0,995 ″ | 25,27mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.375 ″ | 9.52mm
0.075 ″ | 1.90mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.265 ″ | 6.73mm
0.05 ″ | 1.27mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.5 ″ | 12.70mm
0.24 ″ | 6.10mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.265 ″ | 6.73mm
0,055 ″ | 1,40mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.265 ″ | 6.73mm
0,062 ″ | 1,57mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.375 ″ | 9.52mm
0,065 ″ | 1,65mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.5 ″ | 12.70mm
0.08 ″ | 2.03mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.3 ″ | 7.62mm
0,055 ″ | 1,40mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 16 (0,06 ″ | 1,52 mm)
1.5 ″ | 38.10mm
0,985 ″ | 25,02mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.55 ″ | 13.97mm
0,03 ″ | 0,76mm
Pengukur 16 (0,06 ″ | 1,52 mm)
0.3 ″ | 7.62mm
0,062 ″ | 1,57mm
Pengukur 16 (0,06 ″ | 1,52 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.3 ″ | 7.62mm
0.06 ″ | 1.52mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.265 ″ | 6.73mm
0.05 ″ | 1.27mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.2 ″ | 5.08mm
0,03 ″ | 0,76mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.375 ″ | 9.52mm
0.05 ″ | 1.27mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.265 ″ | 6.73mm
0,065 ″ | 1,65mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 18 (0,048 ″ | 1,22 mm)
1.5 ″ | 38.10mm
1.1 ″ | 27.94mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.375 ″ | 9.52mm
0.125 ″ | 3.18mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.55 ″ | 13.97mm
0,03 ″ | 0,76mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.265 ″ | 6.73mm
0,062 ″ | 1,57mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.2 ″ | 5.08mm
0,045 ″ | 1,14mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.5 ″ | 12.70mm
0.12 ″ | 3.05mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.3 ″ | 7.62mm
0.04 ″ | 1.02mm
Pengukur 18 (0,048 ″ | 1,22 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 18 (0,048 ″ | 1,22 mm)
0.5 ″ | 12.70mm
0.105 ″ | 2.67mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.5 ″ | 12.70mm
0.11 ″ | 2.79mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.265 ″ | 6.73mm
0,055 ″ | 1,40mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.375 ″ | 9.52mm
0.07 ″ | 1.78mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.55 ″ | 13.97mm
0,03 ″ | 0,76mm
Pengukur 20 (0,036 ″ | 0,91 mm)
0.265 ″ | 6.73mm
0,065 ″ | 1,65mm
Pengukur 20 (0,036 ″ | 0,91 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0.5 ″ | 12.70mm
0.09 ″ | 2.29mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0.265 ″ | 6.73mm
0,055 ″ | 1,40mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0.265 ″ | 6.73mm
0,065 ″ | 1,65mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0″ | 0.00mm
0,025 ″ | 0,64mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0.265 ″ | 6.73mm
0.07 ″ | 1.78mm
Pengukur 22 (0,03 ″ | 0,76 mm)
0.375 ″ | 9.52mm
0.085 ″ | 2.16mm
Perlu diingat bahwa tekukan yang lebih ketat dapat menyebabkan retakan atau distorsi pada material. Lembaran yang lebih tebal mungkin juga membutuhkan kekuatan yang lebih besar selama proses pembengkokan.
(2) Bagan Radius Tekuk untuk Baja Tahan Karat
Baja tahan karat dikenal dengan ketahanan dan daya tahannya terhadap korosi. Untuk sebagian besar nilai baja tahan karatAnda akan membutuhkan radius tekukan yang lebih besar dibandingkan dengan baja karbon rendah. Rasio radius tikungan terhadap ketebalan lembaran biasanya bervariasi antara 1:1 dan 2:1, tergantung pada faktor-faktor seperti jenis, kekerasan, dan ketebalan baja tahan karat. Beberapa pedoman untuk radius tikungan minimum meliputi:
Ketebalan
Tikungan Minimum
Tikungan Radius
(0,12 ″ | 3,05 mm)
0.75 ″ | 19.05mm
0.22 ″ | 5.59mm
(0,12 ″ | 3,05 mm)
1.5 ″ | 38.10mm
1.05 ″ | 26.67mm
(0,12 ″ | 3,05 mm)
0.75 ″ | 19.05mm
0.2 ″ | 5.08mm
(0,125″ | 3,18mm)
0.5 ″ | 12.70mm
0.09 ″ | 2.29mm
(0,125″ | 3,18mm)
0.5 ″ | 12.70mm
0.08 ″ | 2.03mm
(0,125″ | 3,18mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
(0,125″ | 3,18mm)
0.5 ″ | 12.70mm
0.1 ″ | 2.54mm
Pengukur 12 (0,109 ″ | 2,77 mm)
0.5 ″ | 12.70mm
0.06 ″ | 1.52mm
Pengukur 12 (0,109 ″ | 2,77 mm)
0.5 ″ | 12.70mm
0,095 ″ | 2,41mm
Pengukur 12 (0,109 ″ | 2,77 mm)
0.75 ″ | 19.05mm
0,18 ″ | 4,57mm
Pengukur 12 (0,109 ″ | 2,77 mm)
0.5 ″ | 12.70mm
0,095 ″ | 2,41mm
Pengukur 12 (0,109 ″ | 2,77 mm)
0.75 ″ | 19.05mm
0.22 ″ | 5.59mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.275 ″ | 6.98mm
0,062 ″ | 1,57mm
Pengukur 14 (0,078 ″ | 1,98 mm)
1.375 ″ | 34.92mm
0,4 ″ | 10,16mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.3 ″ | 7.62mm
0.05 ″ | 1.27mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.275 ″ | 6.98mm
0.075 ″ | 1.90mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.375 ″ | 9.52mm
0.07 ″ | 1.78mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.5 ″ | 12.70mm
0.11 ″ | 2.79mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.5 ″ | 12.70mm
0.12 ″ | 3.05mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.5 ″ | 12.70mm
0.13 ″ | 3.30mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.5 ″ | 12.70mm
0.09 ″ | 2.29mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.275 ″ | 6.98mm
0.05 ″ | 1.27mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.5 ″ | 12.70mm
0.115 ″ | 2.92mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.75 ″ | 19.05mm
0.26 ″ | 6.60mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.375 ″ | 9.52mm
0.105 ″ | 2.67mm
Pengukur 14 (0,078 ″ | 1,98 mm)
1.5 ″ | 38.10mm
1.125 ″ | 28.58mm
Pengukur 14 (0,078 ″ | 1,98 mm)
0.3 ″ | 7.62mm
0,055 ″ | 1,40mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.5 ″ | 12.70mm
0.25 ″ | 6.35mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.3 ″ | 7.62mm
0.05 ″ | 1.27mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.5 ″ | 12.70mm
0.12 ″ | 3.05mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.3 ″ | 7.62mm
0,055 ″ | 1,40mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.3 ″ | 7.62mm
0.08 ″ | 2.03mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.265 ″ | 6.73mm
0,055 ″ | 1,40mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.375 ″ | 9.52mm
0.07 ″ | 1.78mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.265 ″ | 6.73mm
0.075 ″ | 1.90mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.265 ″ | 6.73mm
0.08 ″ | 2.03mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.5 ″ | 12.70mm
0.1 ″ | 2.54mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
Pengukur 16 (0,063 ″ | 1,60 mm)
0.5 ″ | 12.70mm
0.105 ″ | 2.67mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.5 ″ | 12.70mm
0.12 ″ | 3.05mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.5 ″ | 12.70mm
0.115 ″ | 2.92mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.3 ″ | 7.62mm
0.07 ″ | 1.78mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.375 ″ | 9.52mm
0.1 ″ | 2.54mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.3 ″ | 7.62mm
0.06 ″ | 1.52mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.2 ″ | 5.08mm
0,045 ″ | 1,14mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.265 ″ | 6.73mm
0.08 ″ | 2.03mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.5 ″ | 12.70mm
0.12 ″ | 3.05mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.375 ″ | 9.52mm
0.125 ″ | 3.18mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.5 ″ | 12.70mm
0.24 ″ | 6.10mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.265 ″ | 6.73mm
0.085 ″ | 2.16mm
Pengukur 18 (0,05 ″ | 1,27 mm)
1.375 ″ | 34.92mm
0,4 ″ | 10,16mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.265 ″ | 6.73mm
0.06 ″ | 1.52mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.375 ″ | 9.52mm
0.09 ″ | 2.29mm
Pengukur 18 (0,05 ″ | 1,27 mm)
0.3 ″ | 7.62mm
0.08 ″ | 2.03mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.3 ″ | 7.62mm
0.06 ″ | 1.52mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.5 ″ | 12.70mm
0.11 ″ | 2.79mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.5 ″ | 12.70mm
0.1 ″ | 2.54mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.375 ″ | 9.52mm
0,095 ″ | 2,41mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.3 ″ | 7.62mm
0.07 ″ | 1.78mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.265 ″ | 6.73mm
0.07 ″ | 1.78mm
Pengukur 20 (0,038 ″ | 0,97 mm)
0.5 ″ | 12.70mm
0,4 ″ | 10,16mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.55 ″ | 13.97mm
0,03 ″ | 0,76mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.265 ″ | 6.73mm
0.08 ″ | 2.03mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.375 ″ | 9.52mm
0.08 ″ | 2.03mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.3 ″ | 7.62mm
0.08 ″ | 2.03mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.5 ″ | 12.70mm
0.09 ″ | 2.29mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.3 ″ | 7.62mm
0.075 ″ | 1.90mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 22 (0,031 ″ | 0,79 mm)
0.2 ″ | 5.08mm
0.05 ″ | 1.27mm
Pengukur 24 (0,024 ″ | 0,61 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 24 (0,024 ″ | 0,61 mm)
0.265 ″ | 6.73mm
0.08 ″ | 2.03mm
Pengukur 24 (0,025 ″ | 0,64 mm)
0.5 ″ | 12.70mm
0.1 ″ | 2.54mm
Ingatlah untuk mempertimbangkan tingkat dan sifat baja tahan karat yang Anda pilih saat menentukan radius tikungan yang sesuai untuk aplikasi Anda.
(3) Bagan Radius Tekuk untuk Paduan Aluminium
Paduan aluminium menawarkan opsi yang ringan, kuat, dan tahan korosi untuk fabrikasi lembaran logam. Mirip dengan baja karbon rendah, radius tekukan minimum untuk paduan aluminium biasanya sama dengan ketebalan lembaran. Namun, beberapa paduan tertentu dapat menunjukkan kemampuan bentuk yang lebih baik atau lebih buruk. Berikut adalah panduan umum untuk radius tikungan minimum untuk beberapa paduan aluminium yang populer:
Ketebalan
Tikungan Minimum
Tikungan Radius
(0,032 ″ | 0,81mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
(0,032 ″ | 0,81mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
(0,1285 ″ | 3,26 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
(0,25 ″ | 6,35 mm)
1.375 ″ | 34.92mm
0.16 ″ | 4.06mm
(0,25 ″ | 6,35 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
(0,25 ″ | 6,35 mm)
0.75 ″ | 19.05mm
0.125 ″ | 3.18mm
Pengukur 10 (0,102 ″ | 2,59 mm)
0.5 ″ | 12.70mm
0.078 ″ | 1.98mm
Pengukur 10 (0,102 ″ | 2,59 mm)
0.5 ″ | 12.70mm
0,045 ″ | 1,14mm
Pengukur 10 (0,102 ″ | 2,59 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 10 (0,102 ″ | 2,59 mm)
1.5 ″ | 38.10mm
1.063 ″ | 27.00mm
Pengukur 10 (0,102 ″ | 2,59 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 10 (0,102 ″ | 2,59 mm)
1.5 ″ | 38.10mm
1.125 ″ | 28.58mm
Pengukur 10 (0,102 ″ | 2,59 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 10 (0,102 ″ | 2,59 mm)
0.5 ″ | 12.70mm
0.07 ″ | 1.78mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.5 ″ | 12.70mm
0.05 ″ | 1.27mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.75 ″ | 19.05mm
0.24 ″ | 6.10mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 11 (0,091 ″ | 2,31 mm)
1.375 ″ | 34.92mm
0.24 ″ | 6.10mm
Pengukur 11 (0,091 ″ | 2,31 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.375 ″ | 9.52mm
0.05 ″ | 1.27mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.5 ″ | 12.70mm
0,045 ″ | 1,14mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.375 ″ | 9.52mm
0,062 ″ | 1,57mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.5 ″ | 12.70mm
0.05 ″ | 1.27mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.375 ″ | 9.52mm
0,045 ″ | 1,14mm
Pengukur 11 (0,091 ″ | 2,31 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 11 (0,0914 ″ | 2,32 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.3 ″ | 7.62mm
0,0622 ″ | 1,58mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.5 ″ | 12.70mm
0,045 ″ | 1,14mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 12 (0,081 ″ | 2,06 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 12 (0,081 ″ | 2,06 mm)
1.5 ″ | 38.10mm
1.1 ″ | 27.94mm
Pengukur 12 (0,081 ″ | 2,06 mm)
1.5 ″ | 38.10mm
1 ″ | 25.40mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.275 ″ | 6.98mm
0.04 ″ | 1.02mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.3 ″ | 7.62mm
0.04 ″ | 1.02mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.5 ″ | 12.70mm
0,055 ″ | 1,40mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.275 ″ | 6.98mm
0,062 ″ | 1,57mm
Pengukur 12 (0,081 ″ | 2,06 mm)
0.75 ″ | 19.05mm
0.24 ″ | 6.10mm
Pengukur 14 (0,064 ″ | 1,63 mm)
1.5 ″ | 38.10mm
1.2 ″ | 30.48mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.3 ″ | 7.62mm
0,035 ″ | 0,89mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.55 ″ | 13.97mm
0,03 ″ | 0,76mm
Pengukur 14 (0,064 ″ | 1,63 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.265 ″ | 6.73mm
0.04 ″ | 1.02mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.265 ″ | 6.73mm
0,035 ″ | 0,89mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.3 ″ | 7.62mm
0.04 ″ | 1.02mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 14 (0,064 ″ | 1,63 mm)
1.5 ″ | 38.10mm
0,7 ″ | 17,78mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.3 ″ | 7.62mm
0,062 ″ | 1,57mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.2 ″ | 5.08mm
0,045 ″ | 1,14mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
Pengukur 14 (0,064 ″ | 1,63 mm)
1.5 ″ | 38.10mm
1.225 ″ | 31.12mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.375 ″ | 9.52mm
0.06 ″ | 1.52mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.5 ″ | 12.70mm
0.22 ″ | 5.59mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.5 ″ | 12.70mm
0,045 ″ | 1,14mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.5 ″ | 12.70mm
0.05 ″ | 1.27mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.265 ″ | 6.73mm
0,062 ″ | 1,57mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 14 (0,064 ″ | 1,63 mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
Pengukur 14 (0,064 ″ | 1,63 mm)
1.5 ″ | 38.10mm
1.13 ″ | 28.70mm
Pengukur 16 (0,051 ″ | 1,30 mm)
1.5 ″ | 38.10mm
1.2 ″ | 30.48mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.265 ″ | 6.73mm
0,035 ″ | 0,89mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.3 ″ | 7.62mm
0.04 ″ | 1.02mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.3 ″ | 7.62mm
0,062 ″ | 1,57mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.55 ″ | 13.97mm
0,03 ″ | 0,76mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.5 ″ | 12.70mm
0.23 ″ | 5.84mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.2 ″ | 5.08mm
0,045 ″ | 1,14mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.375 ″ | 9.52mm
0.05 ″ | 1.27mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.265 ″ | 6.73mm
0.05 ″ | 1.27mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.5 ″ | 12.70mm
0.05 ″ | 1.27mm
Pengukur 16 (0,051 ″ | 1,30 mm)
1.375 ″ | 34.92mm
0,4 ″ | 10,16mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.265 ″ | 6.73mm
0,062 ″ | 1,57mm
Pengukur 16 (0,051 ″ | 1,30 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.375 ″ | 9.52mm
0,045 ″ | 1,14mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.375 ″ | 9.52mm
0.04 ″ | 1.02mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
Pengukur 18 (0,04 ″ | 1,02 mm)
1.375 ″ | 34.92mm
0,45 ″ | 11,43mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.265 ″ | 6.73mm
0.04 ″ | 1.02mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.265 ″ | 6.73mm
0.05 ″ | 1.27mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.55 ″ | 13.97mm
0.04 ″ | 1.02mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.5 ″ | 12.70mm
0.06 ″ | 1.52mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.3 ″ | 7.62mm
0.07 ″ | 1.78mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.265 ″ | 6.73mm
0,062 ″ | 1,57mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.2 ″ | 5.08mm
0,045 ″ | 1,14mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.5 ″ | 12.70mm
0.24 ″ | 6.10mm
Pengukur 18 (0,04 ″ | 1,02 mm)
0.3 ″ | 7.62mm
0.04 ″ | 1.02mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.5 ″ | 12.70mm
0.06 ″ | 1.52mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.375 ″ | 9.52mm
0,055 ″ | 1,40mm
Pengukur 20 (0,032 ″ | 0,81mm)
1.375 ″ | 34.92mm
0,4 ″ | 10,16mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.2 ″ | 5.08mm
0,035 ″ | 0,89mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.265 ″ | 6.73mm
0,062 ″ | 1,57mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.3 ″ | 7.62mm
0,045 ″ | 1,14mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.2 ″ | 5.08mm
0.04 ″ | 1.02mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.55 ″ | 13.97mm
0,03 ″ | 0,76mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.3 ″ | 7.62mm
0.07 ″ | 1.78mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.265 ″ | 6.73mm
0.05 ″ | 1.27mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.3 ″ | 7.62mm
0.04 ″ | 1.02mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.265 ″ | 6.73mm
0.04 ″ | 1.02mm
Pengukur 20 (0,032 ″ | 0,81mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 5 (0,188 ″ | 4,78 mm)
0.75 ″ | 19.05mm
0.12 ″ | 3.05mm
Pengukur 5 (0,188 ″ | 4,78 mm)
1.375 ″ | 34.92mm
0.355 ″ | 9.02mm
Pengukur 5 (0,188 ″ | 4,78 mm)
1.5 ″ | 38.10mm
0.375 ″ | 9.52mm
Pengukur 5 (0,188 ″ | 4,78 mm)
1.375 ″ | 34.92mm
0.125 ″ | 3.18mm
Pengukur 5 (0,188 ″ | 4,78 mm)
1.375 ″ | 34.92mm
0.22 ″ | 5.59mm
Pengukur 5 (0,188 ″ | 4,78 mm)
1.375 ″ | 34.92mm
0.16 ″ | 4.06mm
Pengukur 5 (0,188 ″ | 4,78 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
1.375 ″ | 34.92mm
0.225 ″ | 5.72mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
0.5 ″ | 12.70mm
0.06 ″ | 1.52mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
0.5 ″ | 12.70mm
0.04 ″ | 1.02mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
0.5 ″ | 12.70mm
0,065 ″ | 1,65mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
0.75 ″ | 19.05mm
0.125 ″ | 3.18mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
1.375 ″ | 34.92mm
0.375 ″ | 9.52mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
0.5 ″ | 12.70mm
0.125 ″ | 3.18mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
0.5 ″ | 12.70mm
0,045 ″ | 1,14mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
1.5 ″ | 38.10mm
1 ″ | 25.40mm
Pengukur 8 (0,1285 ″ | 3,26 mm)
1.5 ″ | 38.10mm
1.05 ″ | 26.67mm
Perhatikan sifat spesifik paduan saat merencanakan proyek Anda. Radius tekukan yang tidak tepat dapat mengakibatkan kerusakan pada material atau perlunya proses pasca-tekukan tambahan untuk mengoreksi distorsi.
Radius Internal Benda Kerja
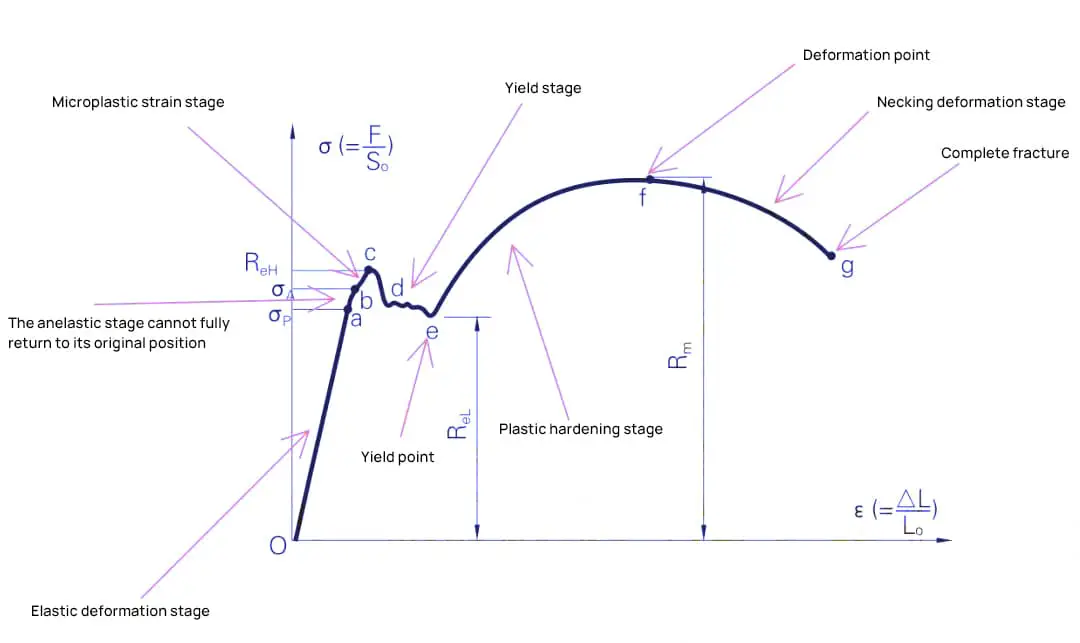
Sebelum membahas jari-jari internal (sudut-R) benda kerja, sebaiknya kita memahami karakteristik bahan logam.
Seperti yang diilustrasikan dalam kurva tegangan-regangan di bawah ini, bagian awal menunjukkan fase deformasi elastis, di mana material dapat kembali ke posisi semula setelah gaya tarik dilepaskan.
Setelah terus memberikan gaya melewati titik leleh, material memasuki fase pengerasan regangan, di mana gaya tarik lebih lanjut menyebabkan deformasi plastis permanen. Untuk menginduksi deformasi plastis yang lebih besar, diperlukan peningkatan gaya.
Setelah mencapai tegangan puncak, gaya tarik lebih lanjut menyebabkan leher dan akhirnya patah total. Selama proses pembengkokan, deformasi lembaran logam terutama terjadi pada fase pengerasan regangan, yang ditandai dengan peningkatan kebutuhan tegangan seiring bertambahnya regangan.
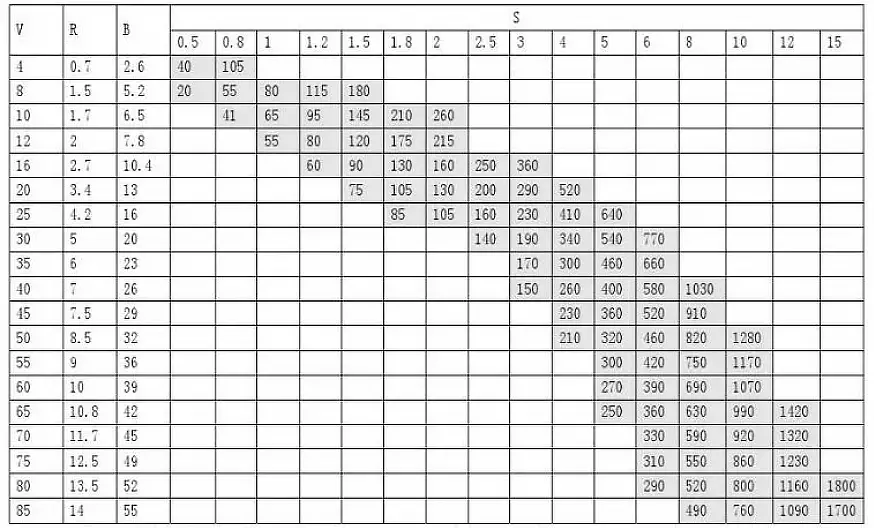
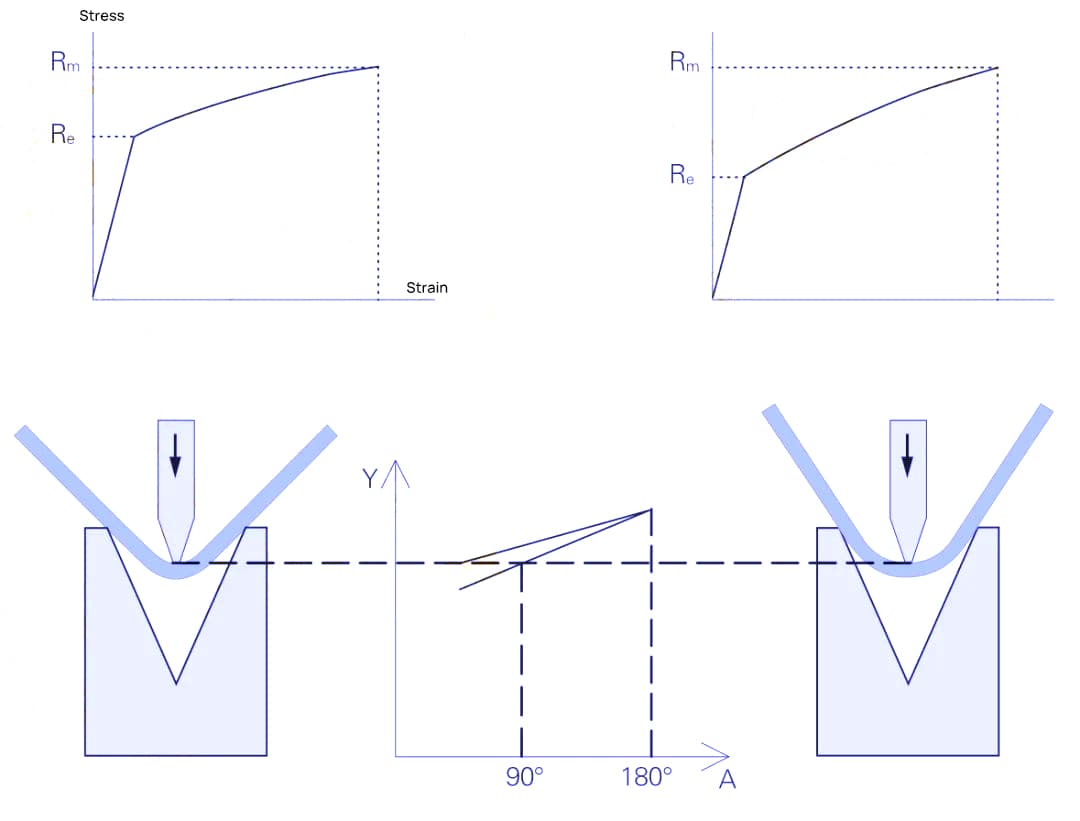
Sudut R internal benda kerja terkait dengan bahan, seperti ditunjukkan dalam grafik di bawah ini.
Hubungan Antara Radius Internal Benda Kerja dan Properti Material
Material dengan pengerasan regangan rendah memiliki sudut R internal yang lebih kecil, sedangkan material dengan pengerasan regangan tinggi menunjukkan sudut R internal yang lebih besar. Sudut R internal juga dipengaruhi oleh bukaan cetakan cetakan bawah; semakin kecil bukaannya, semakin kecil sudut R internal, seperti yang ditunjukkan pada Tabel di bawah ini.
Tabel: Hubungan Antara Radius Internal Benda Kerja dan Bukaan Die
Kisaran pemilihan untuk bukaan cetakan bawah yang menekuk biasanya:
Untuk lembaran logam yang tebalnya kurang dari 4mm, bukaan cetakan 6 hingga 8 kali ketebalan material;
Untuk lembaran logam setebal lebih dari 4mm, bukaan cetakan 8 hingga 12 kali ketebalan material.
Oleh karena itu, sudut R internal yang diinginkan untuk benda kerja yang ditekuk dapat dicapai dengan mempertimbangkan sifat material bersama dengan pilihan bukaan die.
Persyaratan untuk cetakan atas: Selama sudut-R cetakan atas tidak melebihi sudut-R standar, hampir tidak berpengaruh pada sudut-R internal benda kerja yang ditekuk.
Jika sudut R internal benda kerja yang diperlukan lebih besar daripada standar, maka, radius R ujung cetakan atas harus ditingkatkan;
Jika sudut R internal yang diperlukan lebih kecil dari standar, slotting lembaran logam atau pembengkokan bagian bawah dapat digunakan, dan radius R ujung cetakan atas harus dikurangi.
Untuk beberapa bahan dengan keuletan yang buruk, radius-R yang lebih besar pada ujung cetakan mungkin juga diperlukan untuk menekuk sudut-R internal yang lebih besar untuk mencegah fraktur material.
Memahami Jari-jari Tekuk Lembaran Logam
Jari-jari tekukan lembaran logam merupakan aspek penting yang perlu dipertimbangkan saat membuat atau mendesain komponen. Hal ini memiliki dampak yang signifikan terhadap kualitas dan fungsionalitas produk akhir.
Dalam bagian ini, Anda akan mempelajari tentang radius tikungan, faktor-faktor yang mempengaruhinya, dan panduan untuk memilih radius tikungan minimum yang sesuai.
Faktor-faktor yang Mempengaruhi Radius Tikungan
Radius tikungan tergantung pada berbagai faktor, seperti:
Bahan: Logam yang berbeda memiliki respons yang berbeda terhadap pembengkokan. Sebagai contoh, aluminium dapat dibengkokkan ke dalam radius yang lebih ketat daripada baja karena fleksibilitasnya.
Ketebalan: Seiring dengan bertambahnya ketebalan lembaran logam, radius tikungan minimum juga meningkat.
Arah butiran: Membengkokkan sepanjang arah butiran memerlukan jari-jari yang lebih besar daripada membengkokkan melintasi butiran.
Sudut tikungan: Seiring dengan bertambahnya sudut tikungan, radius tikungan mungkin perlu lebih besar untuk menghindari konsentrasi tegangan atau keretakan.
Perkakas: Die dan punch yang digunakan dalam rem tekan, juga memengaruhi radius tikungan.
Memahami faktor-faktor ini dan dampaknya terhadap radius tikungan dapat membantu Anda membuat keputusan yang tepat selama proses desain dan meningkatkan kualitas dan daya tahan komponen Anda.
Panduan Radius Tikungan Minimum
Untuk menghindari pembentukan retak atau deformasi bagian saat menekuk, sangat penting untuk mematuhi panduan radius tikungan minimum. Panduan ini dapat bervariasi berdasarkan bahan dan sifatnya:
Baja Ringan: Untuk bahan dengan ketebalan hingga 1,2 mm, direkomendasikan radius tikungan minimum 0,8T (T = ketebalan bahan).
Aluminium: Radius tikungan minimum 2T biasanya disarankan untuk bahan dengan ketebalan di bawah 4 mm.
Baja tahan karat: Untuk ketebalan hingga 3 mm, disarankan radius tikungan minimum 1,5T.
Ini adalah panduan umum, dan sangat penting untuk berkonsultasi dengan rekomendasi khusus material atau bereksperimen dengan kombinasi lembaran logam dan perkakas khusus Anda untuk mencapai hasil yang diinginkan. Dengan mengikuti panduan radius tikungan yang tepat, Anda dapat memastikan produk akhir berkualitas tinggi dengan lebih sedikit cacat, lebih sedikit limbah, dan kekuatan yang meningkat.
Pertanyaan yang Sering Diajukan
Di bawah ini adalah jawaban atas beberapa pertanyaan yang sering diajukan:
Berapa radius tikungan minimum untuk lembaran logam?
Radius tekukan minimum untuk lembaran logam dipengaruhi oleh beberapa faktor, termasuk ketebalan material, jenis, dan orientasi tekukan relatif terhadap butiran. Umumnya, radius tikungan minimum setidaknya sama dengan ketebalan material (1t). Namun, hal ini dapat bervariasi berdasarkan sifat dan kondisi material tertentu.
Sebagai contoh, baja dengan sifat tarik tertentu mungkin memerlukan radius tekukan minimum 2 kali ketebalan material. Orientasi tekukan juga berperan; pembengkokan melintasi butiran (melintang) biasanya memungkinkan radius yang lebih kecil dibandingkan dengan pembengkokan dengan butiran (memanjang). Bahan yang lebih lembut seperti baja karbon rendah atau aluminium lunak dapat menghasilkan radius yang lebih rapat, sementara bahan yang lebih keras membutuhkan radius yang lebih besar. Sebagai contoh, aluminium 6061 dalam kondisi T4 mungkin membutuhkan radius 3 hingga 4 kali ketebalan, sedangkan dalam kondisi O, mungkin hanya membutuhkan 1 hingga 2 kali ketebalan.
Ada juga perbedaan antara radius tikungan minimum yang dapat diproduksi dan radius tikungan yang direkomendasikan. Meskipun radius tikungan minimum yang dapat diproduksi adalah yang terkecil yang dapat dicapai tanpa kegagalan material, radius yang direkomendasikan biasanya lebih besar untuk memastikan stabilitas material dan mengurangi tekanan pada peralatan.
Dalam praktiknya, panduan umum menyarankan radius tikungan minimum yang sama dengan ketebalan bahan, tetapi untuk hasil yang optimal dan untuk menghindari cacat, menggunakan radius yang lebih besar, seperti 10-12 kali ketebalan bahan, sering kali disarankan.
Bagaimana jenis material memengaruhi radius tikungan?
Jenis material secara signifikan memengaruhi radius tekukan pada pembengkokan lembaran logam karena variasi sifat seperti kekerasan, keuletan, dan arah serat. Material yang lebih keras seperti baja dan baja tahan karat biasanya membutuhkan radius tekukan minimum yang lebih besar untuk mencegah keretakan, dibandingkan dengan material yang lebih lunak seperti aluminium. Sebagai contoh, lembaran baja setebal 1 mm mungkin memerlukan radius tekukan minimum 1 mm, sedangkan aluminium sering kali dapat mengakomodasi radius yang lebih kecil.
Arah serat juga memainkan peran penting. Pembengkokan melintasi serat (tegak lurus) biasanya menghasilkan tekukan yang lebih kuat dengan risiko retak yang lebih kecil, sementara pembengkokan sejajar dengan serat meningkatkan kemungkinan retak dan mengurangi kekuatan tekukan. Selain itu, ketebalan material dan sudut tekukan mempengaruhi radius tekukan yang dibutuhkan, dengan material yang lebih keras membutuhkan radius yang lebih besar untuk sudut tekukan yang sama.
Faktor-K, yang memengaruhi perhitungan kelonggaran tekukan, bervariasi dengan kekerasan dan ketebalan material. Material yang lebih keras memiliki faktor-K yang lebih tinggi, yang mengindikasikan pergeseran yang lebih besar dari sumbu netral ke arah permukaan bagian dalam selama pembengkokan. Secara praktis, menggunakan radius tekukan yang lebih besar atau bahan anil sebelum penekukan dapat membantu mengurangi keretakan, terutama untuk bahan dengan temperatur tinggi atau keuletan rendah seperti aluminium T-6.
Memahami persyaratan khusus material ini sangat penting untuk merancang dan membuat komponen lembaran logam yang bebas cacat.
Alat apa yang digunakan untuk mengukur radius lengkungan pada lembaran logam?
Mengukur radius tikungan pada lembaran logam memerlukan ketelitian dan alat yang tepat untuk memastikan keakuratannya. Salah satu alat yang paling umum digunakan adalah pengukur radius, yang tersedia dalam berbagai bentuk, seperti logam atau plastik bening, dan didesain untuk dipasang secara langsung ke dalam tikungan untuk memastikan radiusnya. Kaliper juga bisa digunakan untuk mengukur radius tikungan; namun demikian, metode ini bisa jadi kurang tepat, khususnya jika radiusnya mendatar, karena mengandalkan estimasi visual.
Alat transfer yang terbuat dari pelat shim stainless tipis dengan sekrup ibu jari dapat secara efektif menyalin dan mengukur radius tikungan. Alat-alat ini ditempatkan pada tikungan, dikencangkan, dan kemudian dibawa kembali untuk diverifikasi dengan menggunakan templat lingkaran atau alat pengukur lainnya. Untuk presisi yang lebih tinggi, mesin pengukur koordinat (CMM) dan pembanding optik digunakan, meskipun mungkin memiliki keterbatasan dalam menangkap profil yang mendetail.
Peralatan pengukuran canggih seperti KEYENCE VR-Series 3D Optical Profile Meter menawarkan pengukuran tanpa kontak, menangkap bentuk 3D permukaan dengan akurasi dan efisiensi tinggi, sehingga mengatasi banyak tantangan yang terkait dengan alat konvensional. Selain itu, memeriksa radius pada punch atau berkonsultasi dengan operator rem tekan dapat memberikan wawasan yang berharga, terutama ketika komponen diproduksi sendiri. Alat khusus seperti BendPro Protractor juga dapat digunakan untuk mengukur dan menghitung radius tekukan, khususnya untuk komponen tubular, yang menunjukkan keserbagunaan prinsip-prinsip busur derajat dalam berbagai aplikasi pembengkokan logam. Dengan menggunakan alat ini, produsen dapat memastikan pengukuran radius tikungan yang akurat dan konsisten, yang sangat penting untuk pengerjaan logam berkualitas tinggi.
Mengapa kelonggaran tikungan penting dalam desain lembaran logam?
Kelonggaran tekukan sangat penting dalam desain dan fabrikasi lembaran logam karena secara langsung memengaruhi keakuratan dimensi akhir bagian yang ditekuk. Dengan memperhitungkan kelonggaran tekukan, desainer memastikan bahwa dimensi produk jadi sesuai dengan spesifikasi, yang membantu mencegah masalah perakitan. Selain itu, perhitungan kelonggaran tekukan yang tepat meningkatkan pemanfaatan material dengan mengurangi limbah, karena memastikan bahwa lembaran logam dipotong dengan ukuran yang benar sebelum ditekuk, yang pada akhirnya meningkatkan efisiensi biaya.
Selain itu, memasukkan kelonggaran tekukan yang tepat sangat penting untuk mencapai kesesuaian yang tepat selama perakitan. Komponen yang tidak ditekuk ke dimensi yang benar dapat gagal untuk disejajarkan dengan benar, sehingga menimbulkan tantangan yang signifikan dalam proses perakitan. Kelonggaran tekukan yang akurat juga memengaruhi distribusi tegangan di dalam komponen yang ditekuk, menjaga integritas strukturalnya, dan mencegah potensi bengkok atau patah.
Untuk menghitung kelonggaran tekukan, rumus khusus memperhitungkan sudut tekukan, radius tekukan bagian dalam, faktor-K, dan ketebalan material. Perhitungan ini membantu menghindari distorsi selama proses pembengkokan dan memastikan bahwa radius tikungan minimum dipertahankan, yang sangat penting untuk kinerja material. Secara keseluruhan, bend allowance berkontribusi pada konsistensi dalam fabrikasi, memungkinkan produsen untuk memproduksi komponen berkualitas tinggi yang memenuhi spesifikasi desain sambil meminimalkan kesalahan dan kebutuhan untuk pengerjaan ulang.
Bagaimana cara mencegah keretakan saat membengkokkan lembaran logam?
Untuk mencegah keretakan saat membengkokkan lembaran logam, beberapa faktor dan teknik utama perlu dipertimbangkan. Hal ini termasuk memilih material yang tepat dengan sifat yang sesuai, mengikuti radius tekukan minimum yang direkomendasikan, menekuk melintasi serat, melakukan anil pra-tekukan, memastikan ketebalan yang seragam, penempatan lubang dan fitur yang cermat, menerapkan tegangan balik selama penekukan, menghindari zona yang terpengaruh panas, dan berinvestasi pada peralatan dan perawatan yang berkualitas. Mengikuti panduan ini dapat secara signifikan mengurangi risiko retak dan memastikan bahwa suku cadang Anda memenuhi spesifikasi yang diperlukan serta mempertahankan integritas strukturalnya.
Apa saja aturan umum untuk pembengkokan lembaran logam?
Ketika membengkokkan lembaran logam, beberapa aturan praktis biasanya diikuti untuk memastikan integritas dan kualitas bagian yang dibengkokkan. Berikut adalah beberapa panduan utama:
Radius Tikungan Minimum: Radius tikungan minimum pada umumnya harus setidaknya sama dengan ketebalan material (1t) untuk menghindari keretakan atau distorsi. Untuk material yang lebih keras, radius tikungan yang lebih besar mungkin diperlukan, seperti 2t atau 3t, tergantung pada sifat dan ketebalan material tertentu.
Jenis dan Ketebalan Bahan: Jari-jari tikungan meningkat seiring dengan ketebalan dan kekerasan material. Misalnya, baja dengan ketebalan antara 0,5 dan 0,8 inci mungkin memerlukan radius tikungan minimum 2,5 hingga 3,75 kali ketebalan material. Bahan yang berbeda, seperti aluminium dan baja tahan karat, memiliki persyaratan radius tikungan yang spesifik.
Hubungan Bukaan Die dan Jari-jari Tekuk: Aturan umumnya adalah bahwa radius tikungan bagian dalam harus sekitar 13 hingga 15 persen dari bukaan cetakan. Direkomendasikan untuk menggunakan bukaan cetakan yang berukuran 8 hingga 12 kali ketebalan material untuk menghindari tekanan yang berlebihan dan potensi kerusakan pada perkakas.
Arah Pembengkokan dan Orientasi Butir: Pembengkokan dengan butiran umumnya membutuhkan radius pembengkokan yang lebih besar dibandingkan dengan pembengkokan melintasi butiran untuk mencegah kegagalan material.
Kelonggaran dan Geometri Tikungan: Ketinggian tekukan harus lebih besar atau sama dengan radius tekukan ditambah dua kali ketebalan material (H ≥ 2t + R). Pertimbangan ini membantu dalam mencapai dimensi tikungan yang akurat.
Pertimbangan Desain: Takik dan tikungan harus diberi jarak yang memadai; misalnya, jarak takik ke tikungan harus setidaknya 3 kali ketebalan lembaran ditambah radius tikungan. Lubang dan celah harus ditempatkan setidaknya 2,5 hingga 4 kali ketebalan material dari tepi tikungan untuk mencegah deformasi. Selain itu, countersink dan ikal memiliki jarak bebas dan persyaratan ukuran tertentu yang relatif terhadap ketebalan material dan radius tikungan.
Perkakas dan Peralatan: Menggunakan rem tekan dan alat pembengkok logam yang tepat sangat penting untuk mencapai radius tekukan yang benar. Perkakas yang tepat membantu memastikan pembengkokan yang konsisten dan akurat, sehingga mengurangi risiko kerusakan material.
Dengan mengikuti aturan praktis ini, fabrikator dapat memastikan operasi pembengkokan lembaran logam yang efisien dan berkualitas tinggi, meminimalkan risiko cacat dan memastikan integritas struktural bagian yang ditekuk.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana komponen lembaran logam dirancang dan diproduksi dengan presisi? Dalam artikel blog ini, kita akan menyelami dunia bend allowance yang memukau - sebuah hal yang sangat penting...
Pernahkah Anda bertanya-tanya bagaimana material yang berbeda memengaruhi pembengkokan lembaran logam? Dalam artikel yang penuh wawasan ini, seorang insinyur mekanik berpengalaman berbagi keahlian mereka tentang dampak jenis material, ketebalan, dan...
Pernahkah Anda bertanya-tanya tentang seni dan ilmu pengetahuan di balik pembentukan lembaran logam menjadi bentuk yang rumit? Dalam artikel blog yang memikat ini, kami menyelami dunia lembaran logam yang memukau...
Pernahkah Anda bertanya-tanya mengapa proyek lembaran logam Anda terkadang membengkok dengan canggung atau retak? Artikel ini mengungkap peran penting lubang fabrikasi dalam pembengkokan lembaran logam. Anda akan mempelajari bagaimana lubang-lubang ini...
Pernahkah Anda menghadapi tantangan dalam membengkokkan pelat baja tahan karat? Artikel ini mengurai kerumitan pembengkokan baja tahan karat, mulai dari gaya yang dibutuhkan hingga dampak pegas kembali. Pelajari...
Pernahkah Anda bertanya-tanya, bagaimana struktur baja masif pada lokomotif mencapai lekukan yang presisi? Dalam artikel ini, kami mengungkap rahasia di balik pembuatan radius tikungan yang besar pada bagian lembaran logam ....
Pernahkah Anda bertanya-tanya mengapa proyek lembaran logam Anda tidak selalu pas satu sama lain? Kuncinya terletak pada pemahaman tentang kelonggaran tekukan. Konsep ini memastikan pembengkokan yang tepat dan mengurangi limbah material. Dalam hal ini...
Pernahkah Anda bertanya-tanya bagaimana desainer lembaran logam memastikan keakuratan desain mereka? Dalam artikel blog ini, kita akan menyelami dunia desain lembaran logam yang memukau dan menjelajahi...
Apakah Anda kesulitan mendesain komponen lembaran logam yang akurat? Buka rahasia faktor-K, sebuah konsep penting dalam fabrikasi lembaran logam. Dalam artikel ini, insinyur mekanik ahli kami mengungkap...